



Znaleziono 4 wyniki
Wróć do „Element z Blachy grubość 4mm”
- 04 lis 2012, 17:06
- Forum: Obróbka metali
- Temat: Element z Blachy grubość 4mm
- Odpowiedzi: 27
- Odsłony: 9483
twoim uchwytem będzie przyrząd podciśnieniowy a nie silikonowa podkładka. to tylko jeden z jego elementów  spoko jak coś to pomogę. ale z obliczeniami facet trochę przegiął. nie ma tu co liczyć a nawet jeżeli by się uprzeć i policzyć jakieś siły opory skrawania i porównać je z momentami tarcia pomiędzy detalem a przyrządem to jest to wyższa szkoła jazdy i to wyższa niż nasze polskie uczelnie
spoko jak coś to pomogę. ale z obliczeniami facet trochę przegiął. nie ma tu co liczyć a nawet jeżeli by się uprzeć i policzyć jakieś siły opory skrawania i porównać je z momentami tarcia pomiędzy detalem a przyrządem to jest to wyższa szkoła jazdy i to wyższa niż nasze polskie uczelnie 
- 04 lis 2012, 14:30
- Forum: Obróbka metali
- Temat: Element z Blachy grubość 4mm
- Odpowiedzi: 27
- Odsłony: 9483
zaokrąglenie krawędzi na R2 - frez kształtowy z narożem R2 najpierw z jednej, potem z drugiej strony.
faza - fazownik jednopłytkowy 90 stopni.(opcjonalnie ręcznie ale zależy jaka jest tolerancja. zwykle na krawędziach jest bardzo duża i można ręcznie sfazować ale to jest uczelniane zadanie a nie rzeczywistość więc musisz to zprawdzić)
przyrząd najlepiej podciśnieniowy bo masz do czynienia z blachą. jak wcześniej wspomniałem stosuje się specjalne podkładki silikonowe które można przefrezować bo są jednorazowe i wtedy nie potrzeba wnęk w miejscach gdzie frezujemy bo narzędzia lecą po podkładce i nic się nie dzieje. jeżeli jest to bardzo ważne zadanie to daj jakieś konkrety i termin na kiedy masz opracować proces. Na tym polega moja praca na co dzień więc w wolnej chwili chętnie pomogę. przyrząd masz zrobić w CADzie??
faza - fazownik jednopłytkowy 90 stopni.(opcjonalnie ręcznie ale zależy jaka jest tolerancja. zwykle na krawędziach jest bardzo duża i można ręcznie sfazować ale to jest uczelniane zadanie a nie rzeczywistość więc musisz to zprawdzić)
przyrząd najlepiej podciśnieniowy bo masz do czynienia z blachą. jak wcześniej wspomniałem stosuje się specjalne podkładki silikonowe które można przefrezować bo są jednorazowe i wtedy nie potrzeba wnęk w miejscach gdzie frezujemy bo narzędzia lecą po podkładce i nic się nie dzieje. jeżeli jest to bardzo ważne zadanie to daj jakieś konkrety i termin na kiedy masz opracować proces. Na tym polega moja praca na co dzień więc w wolnej chwili chętnie pomogę. przyrząd masz zrobić w CADzie??
- 04 lis 2012, 12:11
- Forum: Obróbka metali
- Temat: Element z Blachy grubość 4mm
- Odpowiedzi: 27
- Odsłony: 9483
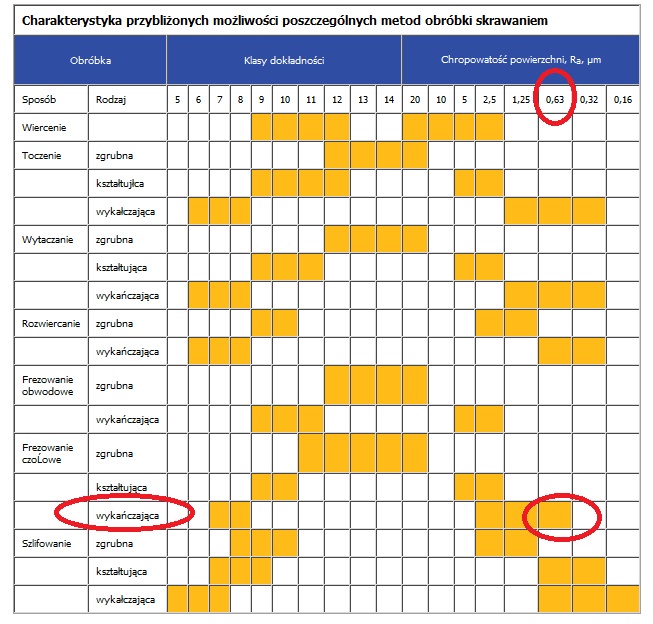
Jak widać w załączonej tabeli przy planowaniu powierzchni czołowej idzie uzyskać chropowatość 0.6 (w dzisiejszych czasach na odpowiednich parametrach głowicą np KORLOYa 120 z płytką PKD spokojnie jeszcze lepszą) a chłopak ma mieć 6.4 które ze spokojem uzyska na powierzchni walcowanej blachy bez obróbki skrawaniem. W mojej firmie z odlewów kokilowych uzyskujemy ok 7-8. Wracając do technologii. można to frezować. Ale po co robić sobie tyle roboty i wydłużać kilkukrotnie cały proces?? Chyba że chodzi w tym zadaniu o wykazanie się znajomością technologii. W takim razie można się pobawić w frezowanie ale do wiercenia będziesz potrzebował przyrządy, żeby nie gięło blachy pod naporem wiertła. Proponuję tak:
Zewnętrzny kontur oblecieć wodą.
Następnie stół podciśnieniowy i frezujemy wewnętrzny kształt i większe otwory. (Albo stół podciśnieniowy z odpowiednią gumową podkładką [są firmy które się w tym specjalizują- podkładka silikonowa z przyssawkami i otworkami pod powietrze. ] albo przyrząd podciśnieniowy z wnękami pod frezowane miejsca)
Potem przyrząd wiertarski i wiercimy otwory. na końcu gratowanie ręczne i mycie.
Mało szczegółowy ten rysunek. Nie ma tam żadnych dokładnych otworów?? Jeśli ma to być taki proty kształt to w/w proces powinien wystarczyć. Nie ma żadnej zabójczej płaskości?? Może ona uciec przy frezowaniu kształtu wewnętrznego. Daj jakieś szczegóły. Jak ważne jest to zadanie?? Praca inżynierska ??
Pozdrawiam sympatyków tabel, norm i teorii
- 03 lis 2012, 15:04
- Forum: Obróbka metali
- Temat: Element z Blachy grubość 4mm
- Odpowiedzi: 27
- Odsłony: 9483






