



czyli mam rozumieć, że problem odpowiedniego przesuwania wrzeciona tylko w celu jego obrotu, jest już na etapie gcode rozwiązany, i program sterujący "na ślepo" kręci silnikami tyle kroków ile wynosi "zmiana" danego parametru?
czy może inne pytanie: gdzie uwzględnia się konstrukcję plotera (umiejscowienie osi obrotu itp): w programie generującym gcode, czy w programie który go interpretuje i steruje ploterem?
Znaleziono 3 wyniki
Wróć do „G code dla więcej niż 3 osi”
- 04 mar 2012, 20:17
- Forum: G-CODE - programowanie
- Temat: G code dla więcej niż 3 osi
- Odpowiedzi: 4
- Odsłony: 3452
- 04 mar 2012, 10:26
- Forum: G-CODE - programowanie
- Temat: G code dla więcej niż 3 osi
- Odpowiedzi: 4
- Odsłony: 3452
już chyba rozumiem, ale jeszcze się upewnię...bartuss1 pisze:przy pieciu osiach wszystkie osie zorientowane są na czoło narzędzia
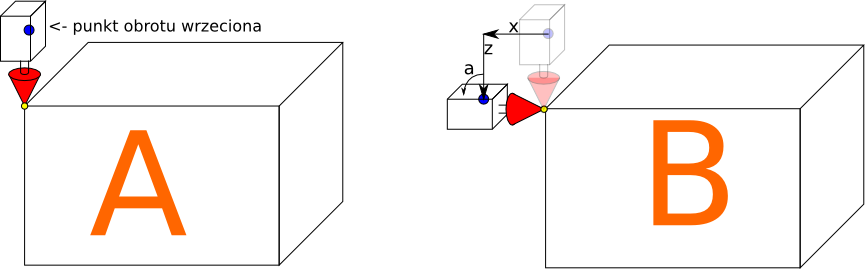
zółta kropka na końcu freza to ten punkt który opisuje gcode.
na rysunkach widać, że położenie zółtego punktu się nie zmieniło w osiach XYZ, jedynie jego kąt w osi A uległ zmianie o 90 stopni.
ale żeby to się mogło stać, musiały zadziałać jeszcze osie XZ, jako że punkt obrotu wrzeciona nie jest punktem obrotu czoła narzędzia.
i jak to jest teraz z tym GCode:
1. czy będzie on zawierał tylko zmianę kąta (zmianę X i Z liczy sobie program sterujący na podstawie tego co wie o ploterze)
2. czy może w gcode już będzie uwzględniona konieczność przesunięcia wrzeciona w osiach X i Z żeby całość zadziałała.
- 03 mar 2012, 22:10
- Forum: G-CODE - programowanie
- Temat: G code dla więcej niż 3 osi
- Odpowiedzi: 4
- Odsłony: 3452
G code dla więcej niż 3 osi
witam,
powiedzcie mi jak to jest z tymi mnogimi osiami.
G0 X Y Z rozumiem jak działa
ale gdy osi jest więcej:
G0 X Y Z A
G0 X Y Z A B...
widywałem plotery w których wrzeciono się ustawiało pod kątem
widziałem też takie gdzie stół się bujał
i pewnie są też inne możliwości, które akurat teraz nie przychodzą mi do głowy
więc jak to jest z tym GCODE, czy on opisuje tylko gdzie trzeba z frezem jechać i jak go pochylić,
czy może opisuje w jakim punkcie i pod jakim kątem względem obrabianego materiału się ustawić-a wtedy to już jest inwencja twórcza programu sterującego, tak wykorzystać ploter żeby ustawić frez w tym miejscu, zamiast bezmyślnie dodać/zabrać tyle kroków ile wynika z tej linijki g-kodu
piszę właśnie sterowniczek na własny użytek na razie tylko G0 i G1, ale ostatecznie na tym nie poprzestanę, a ta kwestia mnie bardzo nurtuje
na razie tylko G0 i G1, ale ostatecznie na tym nie poprzestanę, a ta kwestia mnie bardzo nurtuje
pozdrawiam
powiedzcie mi jak to jest z tymi mnogimi osiami.
G0 X Y Z rozumiem jak działa
ale gdy osi jest więcej:
G0 X Y Z A
G0 X Y Z A B...
widywałem plotery w których wrzeciono się ustawiało pod kątem
widziałem też takie gdzie stół się bujał
i pewnie są też inne możliwości, które akurat teraz nie przychodzą mi do głowy
więc jak to jest z tym GCODE, czy on opisuje tylko gdzie trzeba z frezem jechać i jak go pochylić,
czy może opisuje w jakim punkcie i pod jakim kątem względem obrabianego materiału się ustawić-a wtedy to już jest inwencja twórcza programu sterującego, tak wykorzystać ploter żeby ustawić frez w tym miejscu, zamiast bezmyślnie dodać/zabrać tyle kroków ile wynika z tej linijki g-kodu
piszę właśnie sterowniczek na własny użytek
pozdrawiam






