



Znaleziono 10 wyników
Wróć do „G40 tylko dla jednej osi”
- 05 maja 2013, 13:07
- Forum: G-CODE - programowanie
- Temat: G40 tylko dla jednej osi
- Odpowiedzi: 23
- Odsłony: 3410
- 04 maja 2013, 19:17
- Forum: G-CODE - programowanie
- Temat: G40 tylko dla jednej osi
- Odpowiedzi: 23
- Odsłony: 3410
Oj kolego ja też nie dam się obrażać. Kumaty to ty nie jesteś. Kłania się czytanie ze zrozumieniem. Ja zadałem proste konkretne pytanie, a jak nie potrafisz na nie odpowiedzieć to nie zaśmiecaj forum OK.
Już się umówiłem i sam sobie to sprawdzę czy podanie tylko jednej wartości osi po G40 spowoduje odejście osi narzędzia do tej wartości czy też oś narzędzia ustawi się do dwóch wartości osi, w przypadku tej drugiej do podanej blok wcześniej. Pewnie i tak nie zrozumiałeś co napisałem, ale trudno bardziej łopatologicznie już nie umiem.
Już się umówiłem i sam sobie to sprawdzę czy podanie tylko jednej wartości osi po G40 spowoduje odejście osi narzędzia do tej wartości czy też oś narzędzia ustawi się do dwóch wartości osi, w przypadku tej drugiej do podanej blok wcześniej. Pewnie i tak nie zrozumiałeś co napisałem, ale trudno bardziej łopatologicznie już nie umiem.
- 03 maja 2013, 15:47
- Forum: G-CODE - programowanie
- Temat: G40 tylko dla jednej osi
- Odpowiedzi: 23
- Odsłony: 3410
- 02 maja 2013, 22:02
- Forum: G-CODE - programowanie
- Temat: G40 tylko dla jednej osi
- Odpowiedzi: 23
- Odsłony: 3410
- 02 maja 2013, 16:51
- Forum: G-CODE - programowanie
- Temat: G40 tylko dla jednej osi
- Odpowiedzi: 23
- Odsłony: 3410
- 02 maja 2013, 15:36
- Forum: G-CODE - programowanie
- Temat: G40 tylko dla jednej osi
- Odpowiedzi: 23
- Odsłony: 3410
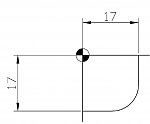
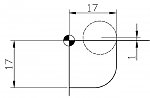
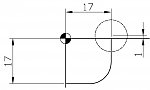
Kolego dziękuję za próbę odpowiedzi na moje pytanie. Wpisanie bloku G40 X17 Y-11 jednoznacznie powoduje że w pkt. X17 Y-11 będzie oś narzędzia po oddaniu kompensacji. A w dodatku jeszcze wjdzie mi w matriał wg rysunku poniżej.
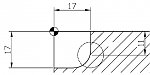
Ale mi cały czas chodzi o to, gdzie będzie oś narzędzia po wywołaniu bloku z kodem G40 Y1.
Ale mi cały czas chodzi o to, gdzie będzie oś narzędzia po wywołaniu bloku z kodem G40 Y1.
- 02 maja 2013, 10:05
- Forum: G-CODE - programowanie
- Temat: G40 tylko dla jednej osi
- Odpowiedzi: 23
- Odsłony: 3410
- 02 maja 2013, 09:00
- Forum: G-CODE - programowanie
- Temat: G40 tylko dla jednej osi
- Odpowiedzi: 23
- Odsłony: 3410
- 01 maja 2013, 21:40
- Forum: G-CODE - programowanie
- Temat: G40 tylko dla jednej osi
- Odpowiedzi: 23
- Odsłony: 3410
- 01 maja 2013, 19:09
- Forum: G-CODE - programowanie
- Temat: G40 tylko dla jednej osi
- Odpowiedzi: 23
- Odsłony: 3410
G40 tylko dla jednej osi
Czy ktoś by mi mógł odpowiedzieć na takie pytanie.
Jest taki krótki fragment programu obróbki frezem o śr.20mm np;
...
N10 G41 X0 Y0
N11 G40 X20
...
To czy w po wywołaniu funkcji G40 oś narzędzia odda kompensacje tylko w osi X czy w obu osiach. Inaczej mówiąc, czy po wykonaniu bloku N11 oś narzędzia znajdzie się w pkt. X20,Y0 czy X20 Y10 ?
Jest taki krótki fragment programu obróbki frezem o śr.20mm np;
...
N10 G41 X0 Y0
N11 G40 X20
...
To czy w po wywołaniu funkcji G40 oś narzędzia odda kompensacje tylko w osi X czy w obu osiach. Inaczej mówiąc, czy po wykonaniu bloku N11 oś narzędzia znajdzie się w pkt. X20,Y0 czy X20 Y10 ?






