Jest tez szkoła może biedniejsza ale nie przewidująca szybkościowego orania i tej nakłady się zwracają po kilku robotach a jak dobra to i po jednej
Znaleziono 6 wyników
Wróć do „Fadal VMC 15 - Linux CNC”
- 05 sty 2020, 19:37
- Forum: Fadal
- Temat: Fadal VMC 15 - Linux CNC
- Odpowiedzi: 37
- Odsłony: 14178
Re: Fadal VMC 15 - Linux CNC
Gaspar to przedstawiciel tej bogatszej szkoły co to twierdzi , że każda kwota wydana na maszynę kiedyś się zwróci 
Jest tez szkoła może biedniejsza ale nie przewidująca szybkościowego orania i tej nakłady się zwracają po kilku robotach a jak dobra to i po jednej
Jest tez szkoła może biedniejsza ale nie przewidująca szybkościowego orania i tej nakłady się zwracają po kilku robotach a jak dobra to i po jednej
- 24 kwie 2019, 11:14
- Forum: Fadal
- Temat: Fadal VMC 15 - Linux CNC
- Odpowiedzi: 37
- Odsłony: 14178
- 24 kwie 2019, 09:52
- Forum: Fadal
- Temat: Fadal VMC 15 - Linux CNC
- Odpowiedzi: 37
- Odsłony: 14178
Re: Fadal VMC 15 - Linux CNC
Może i jestem przeczulony, ale po jakiś nieprzewidzianych, awaryjnych wyłączeniach dłużej bym sprawdzał prawidłowość odczytów enkodera. Moje detale też potrafią kosztować
Po za tym nie twierdzę , że bez enkodera jest lepiej, pokazuje , że można inaczej, wystarczająco dobrze.
Jak jeszcze zmusi magazyn do zmian tam gdzie chce a nie na bazach, to można i makrem. I chętniej obejżę
P.s. Tulejowanie tego krokowca to takie sobie Naprawdę nie da się inaczej ?
Po za tym nie twierdzę , że bez enkodera jest lepiej, pokazuje , że można inaczej, wystarczająco dobrze.
Jak jeszcze zmusi magazyn do zmian tam gdzie chce a nie na bazach, to można i makrem. I chętniej obejżę
P.s. Tulejowanie tego krokowca to takie sobie
- 24 kwie 2019, 09:04
- Forum: Fadal
- Temat: Fadal VMC 15 - Linux CNC
- Odpowiedzi: 37
- Odsłony: 14178
Re: Fadal VMC 15 - Linux CNC
No nie ma możliwości się pomylić chyba że niepiśmienny
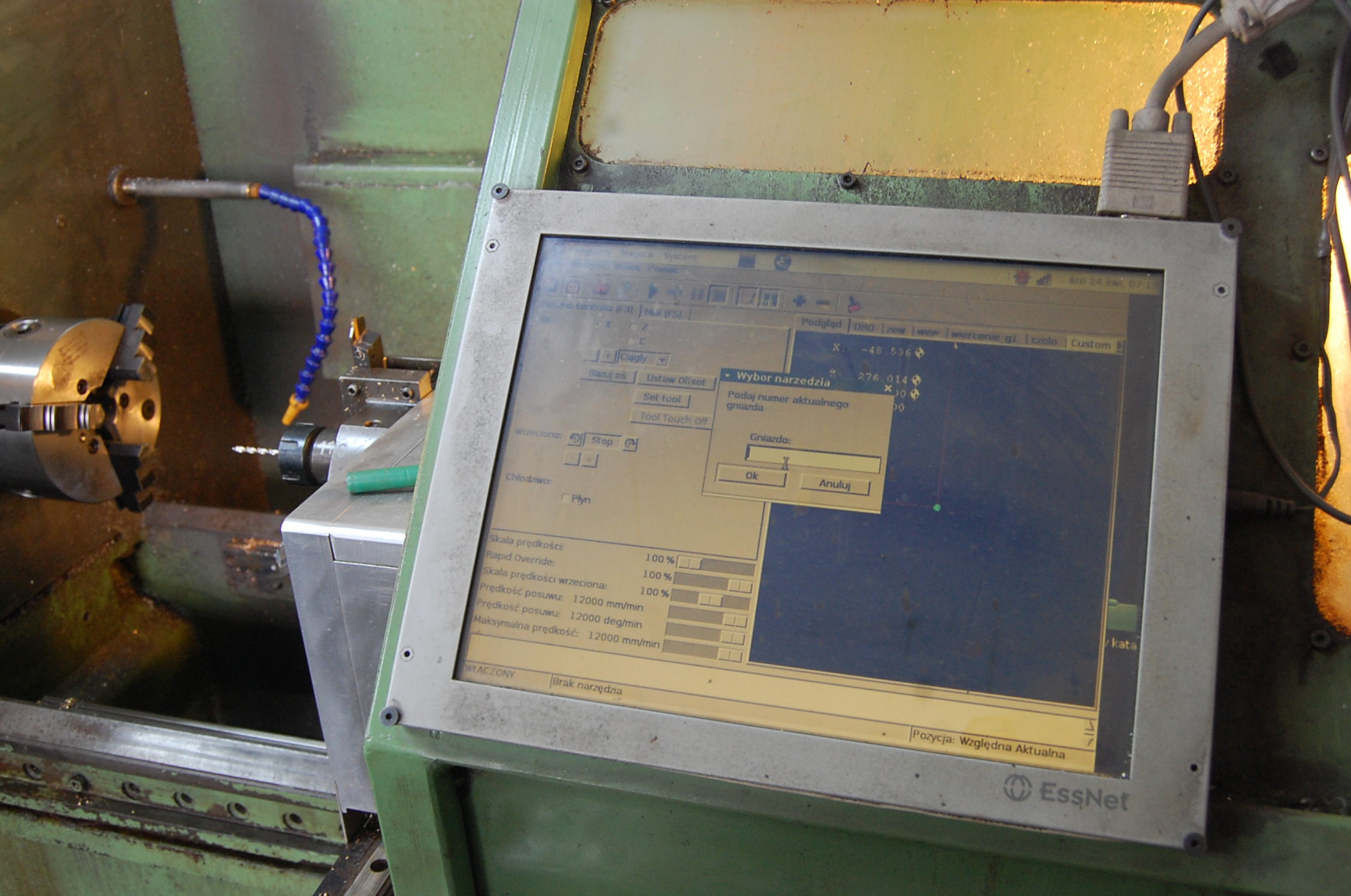
Maszyna po starcie wyświetla pytanie o numer gniazda który ma dokładnie przed oczami. Inaczej nie ruszy.
I jak tu się pomylić ?
Maszyna po starcie wyświetla pytanie o numer gniazda który ma dokładnie przed oczami. Inaczej nie ruszy.
I jak tu się pomylić ?
- 24 kwie 2019, 08:39
- Forum: Fadal
- Temat: Fadal VMC 15 - Linux CNC
- Odpowiedzi: 37
- Odsłony: 14178
Re: Fadal VMC 15 - Linux CNC
A co t to ma do rzeczy ? Inni czytać nie umieją ?
A o błąd tak jest znacznie trudniej niż przy automatycznym odczycie pozycji.
Jakby nie było to chodzi ładnych parę lat i robi na niej kto podejdzie.
A ten zirytowany po trzech dniach to maszynę bazuje z automatu czy klikając ?
Mnie by szlak trafił, gdyby mi zjeżdzała na bazy przy każdej zmianie narzędzia
- 24 kwie 2019, 05:56
- Forum: Fadal
- Temat: Fadal VMC 15 - Linux CNC
- Odpowiedzi: 37
- Odsłony: 14178