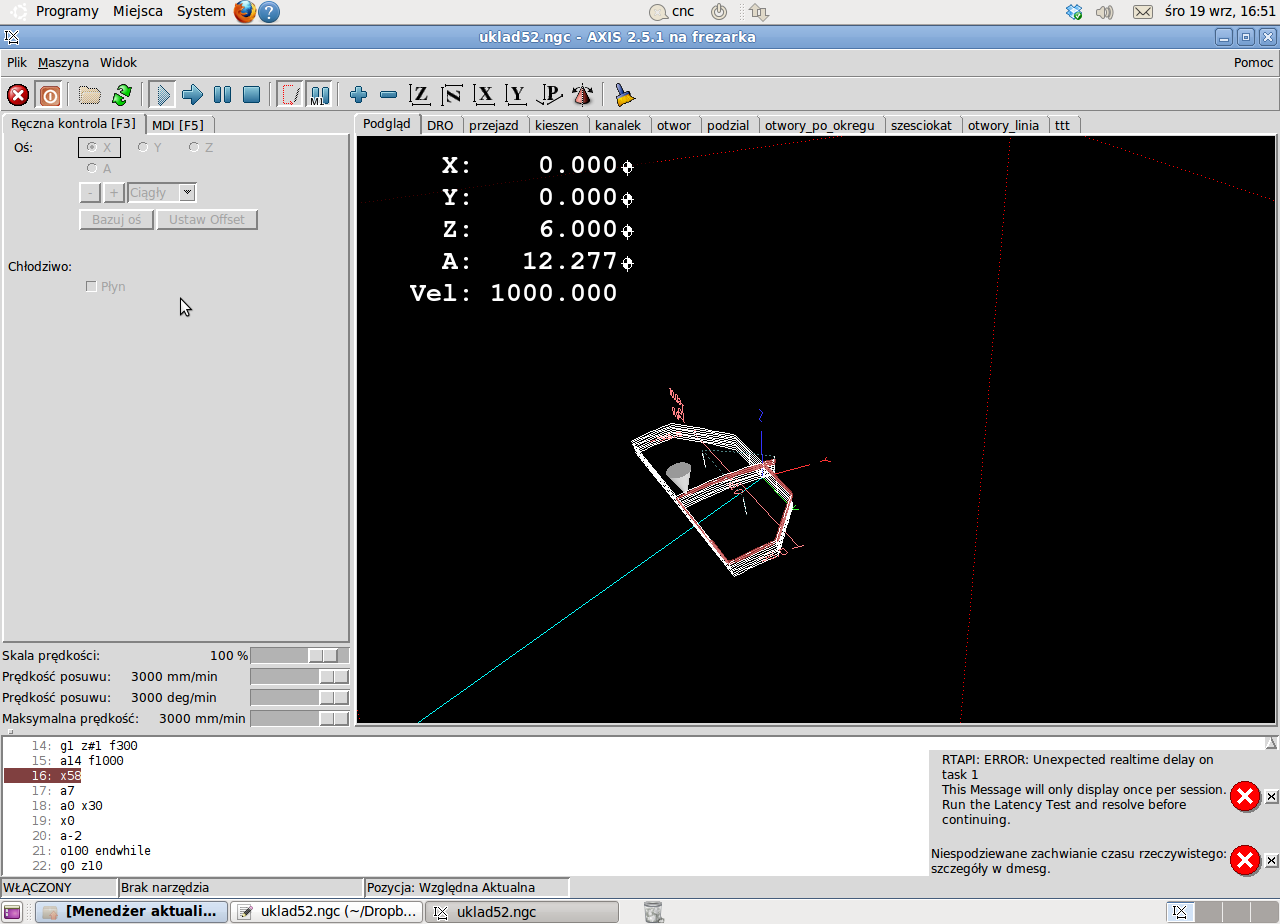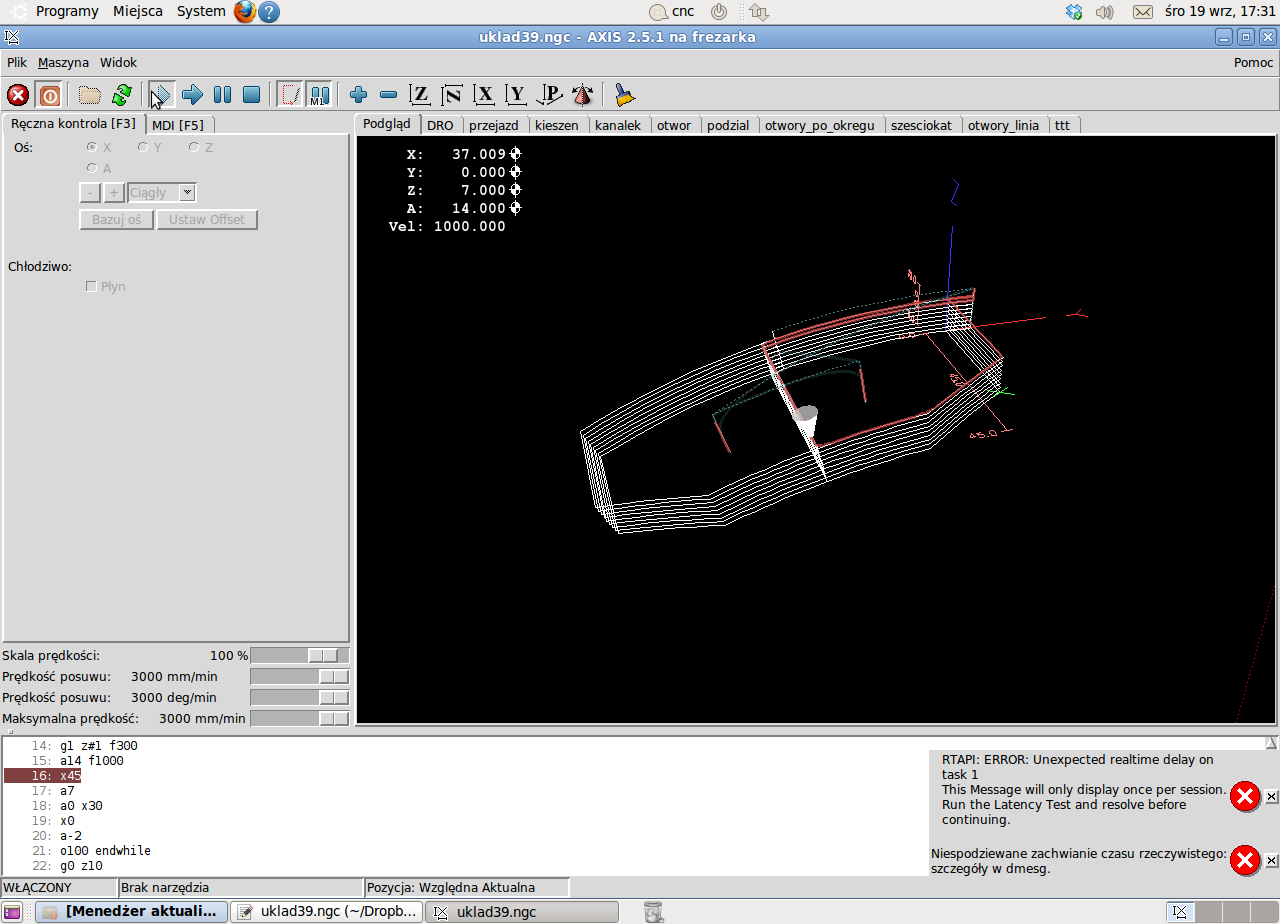
Pokombinowałem dzisiaj z ustawieniami na palcowym kodzie do ostrzenia frezów ślimakowych.
Da sie dość przyzwoicie wyświetlać ale pare rzeczy trzeba przestawić.
1. Wazne jest miejsce wstawienia osi A w DISPLAY - GEOMETRY = XY
AZ
2. Limity osi Z ustawiamy w obie strony np. -200 do +200
3. Offset Z powinien być równy promieniowi walca.
Po takich modyfikacjach zmiana offsetów w X i Y nie powoduje zniekształceń.
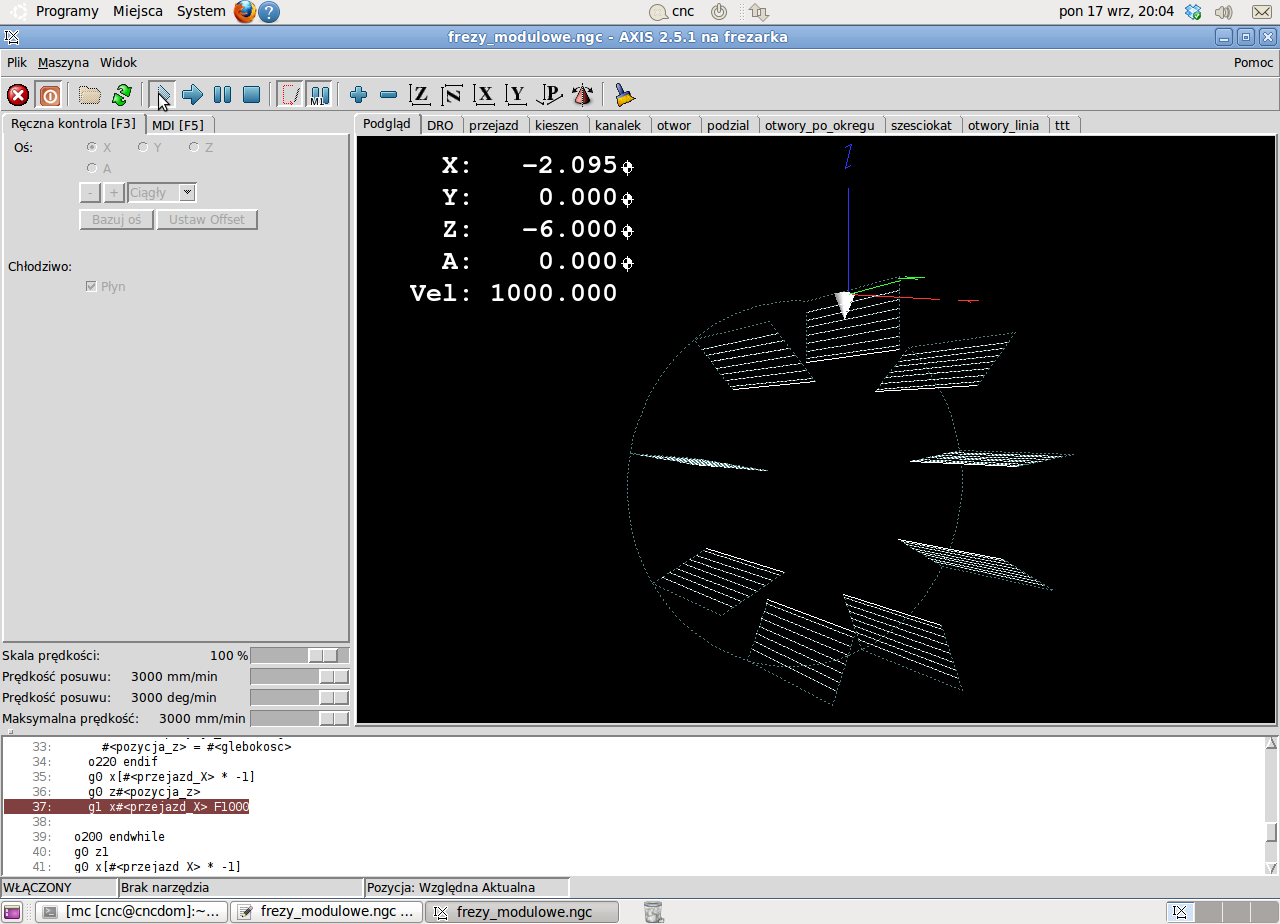
Kod: Zaznacz cały
( ------------------------------ )
( F R E Z Y M O D U L O W E )
( ------------------------------ )
( Kamar )
( Time-stamp: <2009-10-12 08:45> )
( ------------------------------ )
( USTAWIENIA )
( ------------------------------ )
#<liczba_zebow> = 9
#<glebokosc> = -15
#<szerokosc> = 50
#<dobor> = 2
( ---------------------- )
( ---------------------- )
#<zab> = 0
#<pozycja_z> = 0
#<przejazd_X> = [ #<szerokosc> /2 ]
s1 m3
g0 z1 x0 a0 y0
m8
g61
o100 while [#<zab> lt #<liczba_zebow>]
#<kat> = [#<zab> * [360 / #<liczba_zebow>]]
g0 a#<kat> ( ustawiam zab )
o200 while [#<pozycja_z> gt #<glebokosc>]
#<pozycja_z> = [#<pozycja_z> - #<dobor>]
o220 if [#<pozycja_z> lt #<glebokosc>]
#<pozycja_z> = #<glebokosc>
o220 endif
g0 x[#<przejazd_X> * -1]
g0 z#<pozycja_z>
g1 x#<przejazd_X> F1000
o200 endwhile
g0 z1
g0 x[#<przejazd_X> * -1]
#<pozycja_z> = 0
#<zab> = [#<zab> + 1] ( jeden do kroku )
o100 endwhile
m30