Hm, przez te kilka miesięcy sporadycznego pracowania na niej mam mieszane uczucia co do maszyny. Niby działa, robotę robi ale same problemy ostatnio miałem z nią i to na własne życzenie zresztą. Ostatnio miałem jajca z gubieniem kroków i to dość poważne. Przyczyna znaleziona i od tego czasu jest spokój i pracuje poprawnie. Temat zapodałem tutaj:
https://www.cnc.info.pl/topics65/gubi-k ... t59293.htm
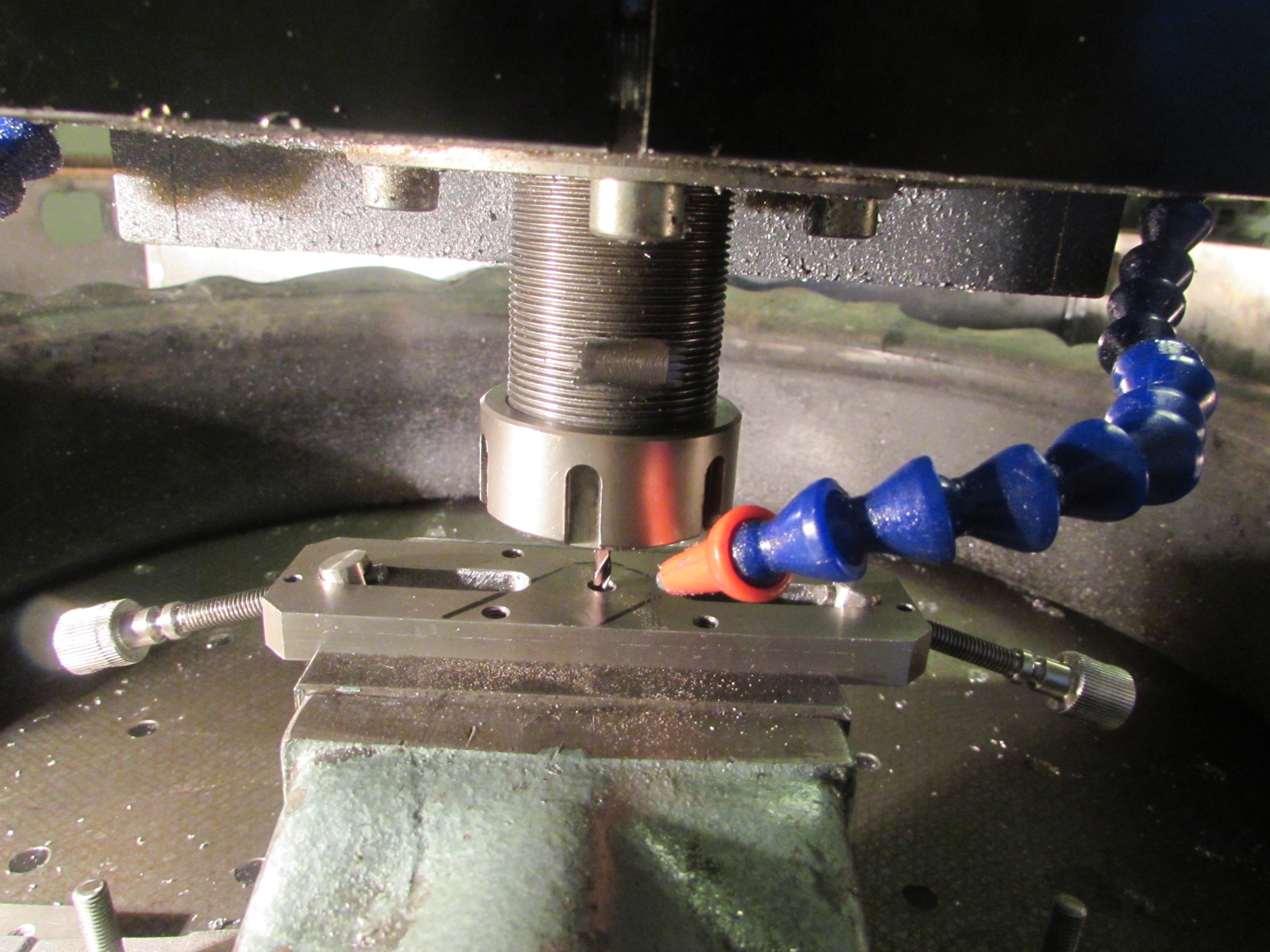
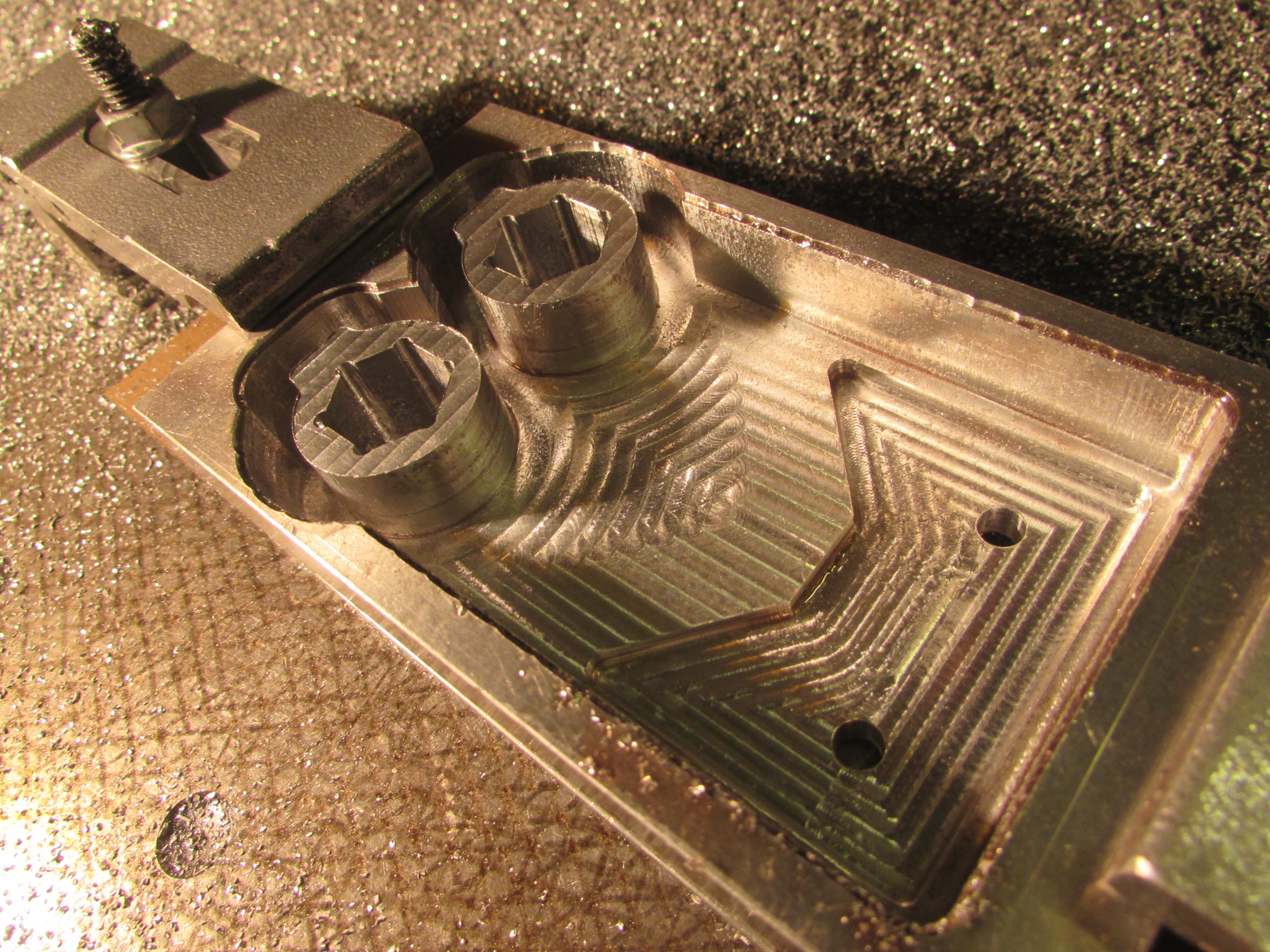
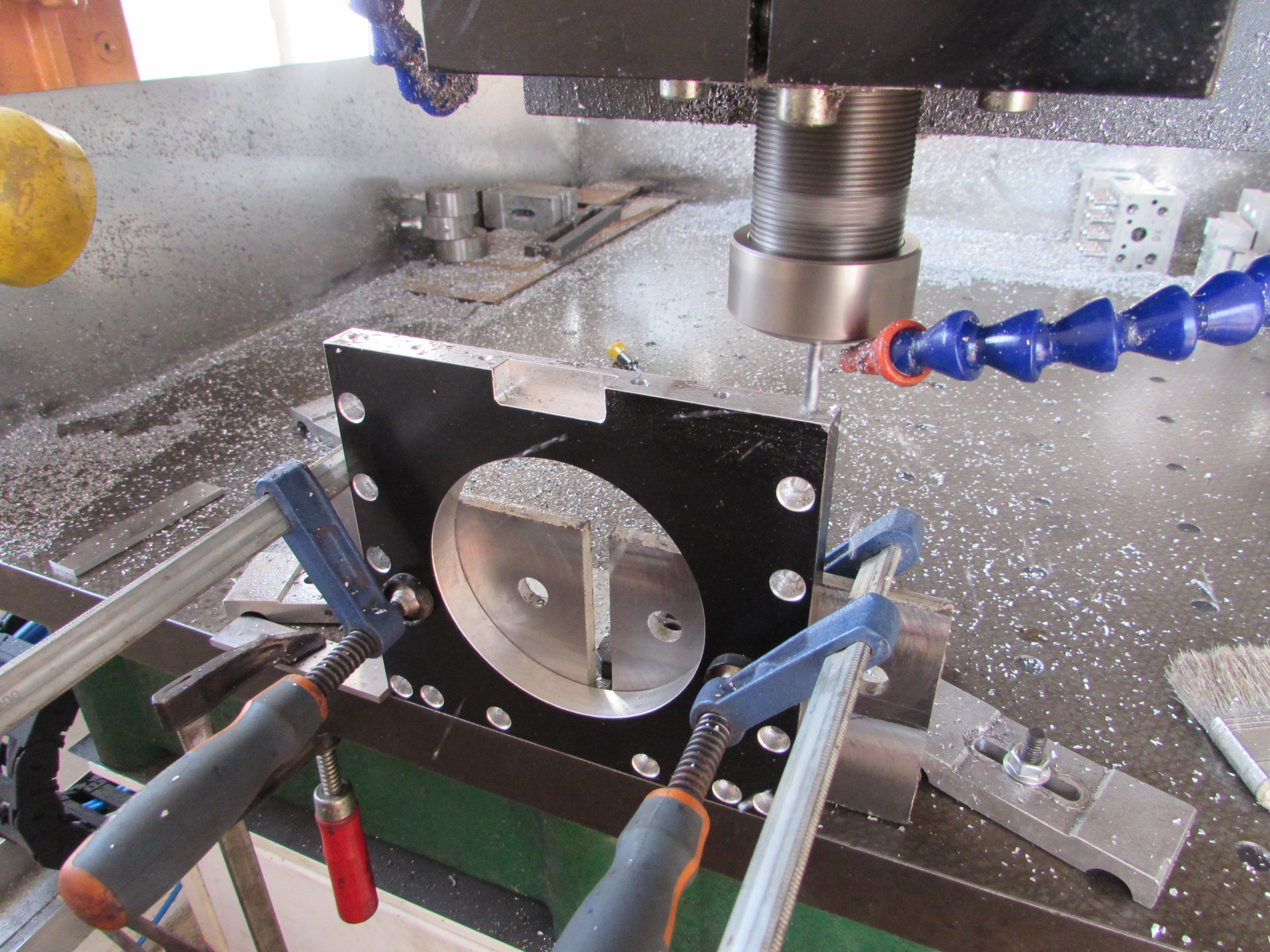
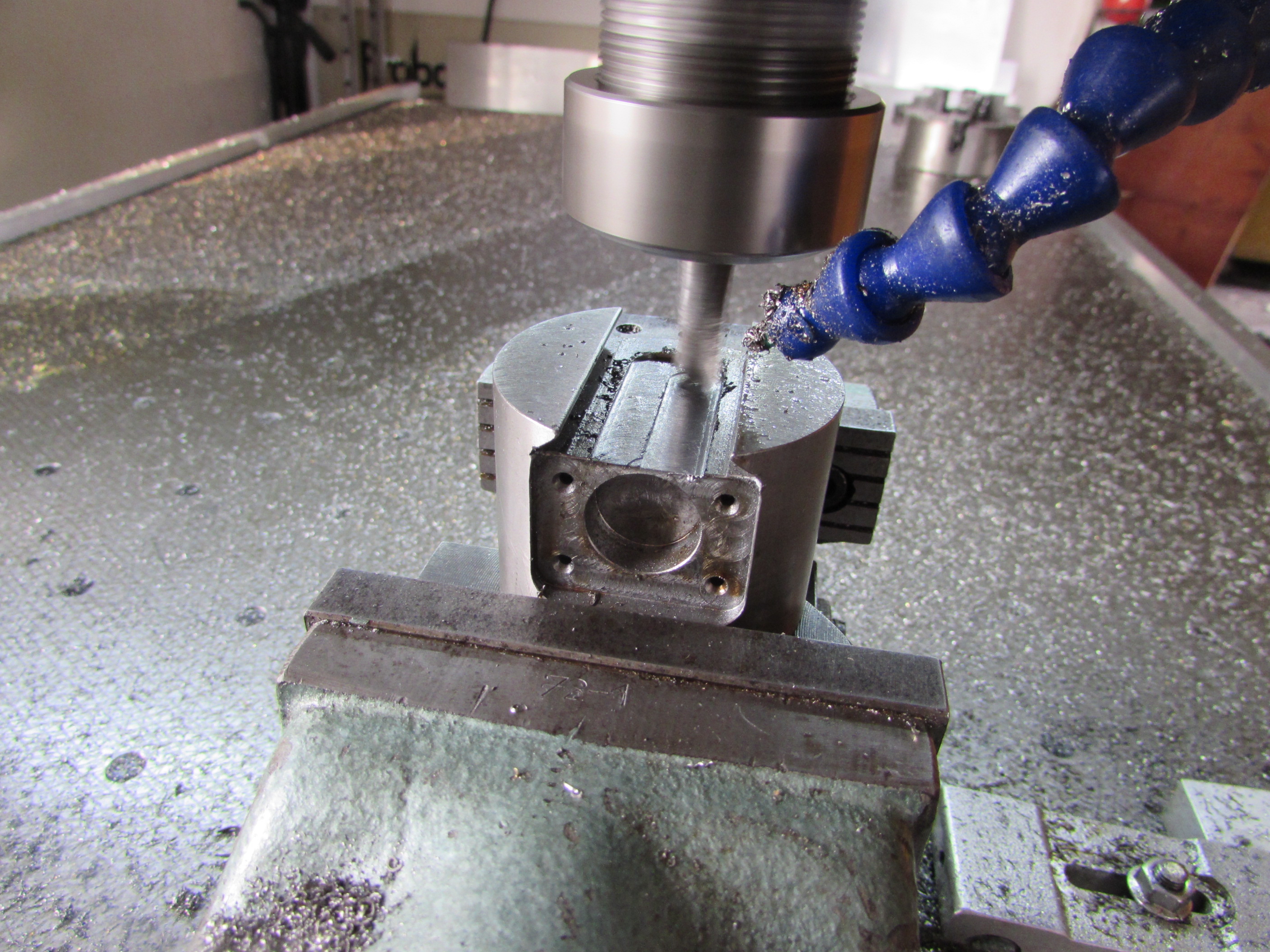
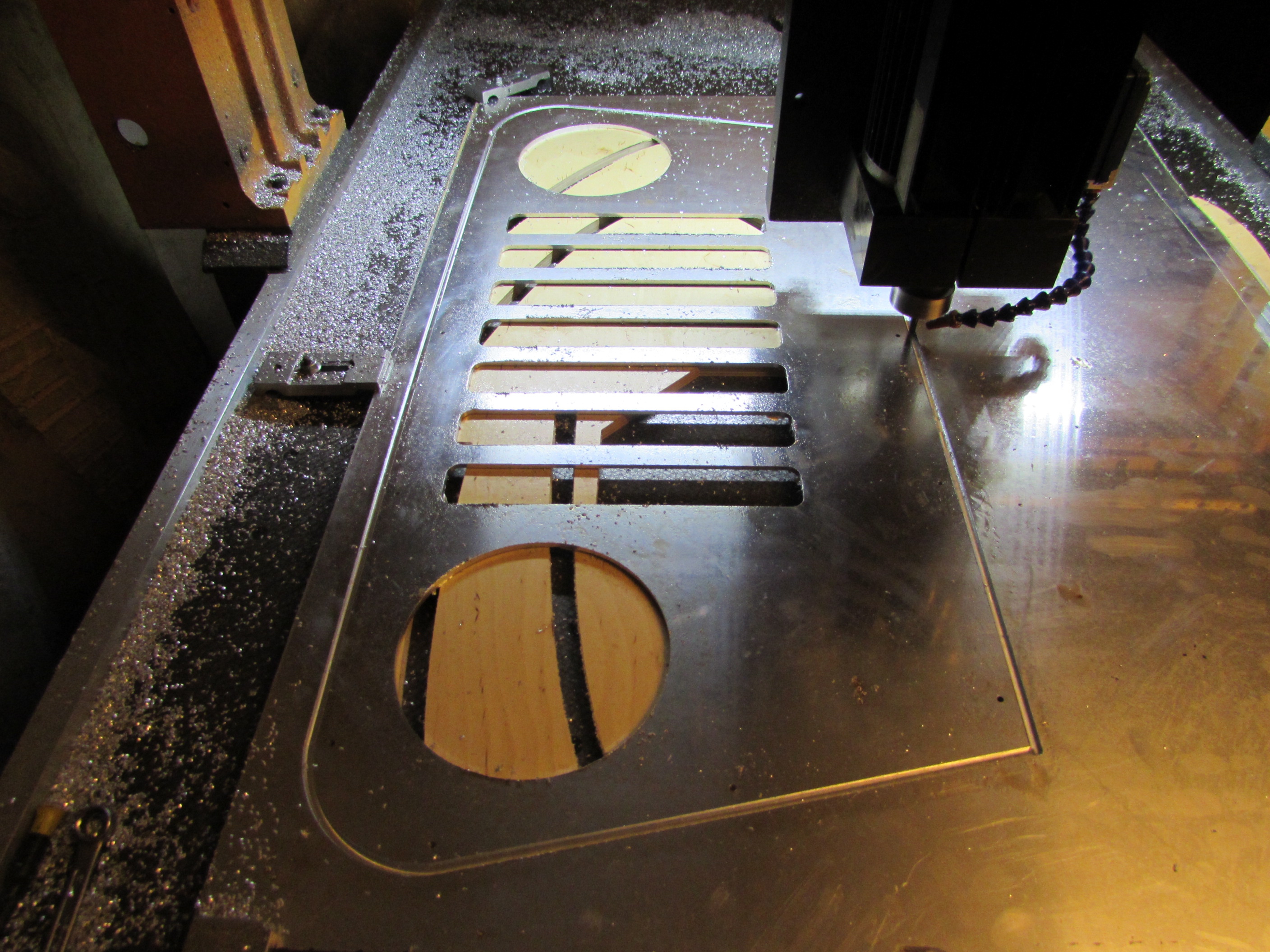
Frezowanie stali? Coś tam takiego robiłem w małym zakresie frezikami 5mm i szło ładnie.
Poniżej wybieranie kieszonki skośnej w nierdzewnym kawałku imadełka:

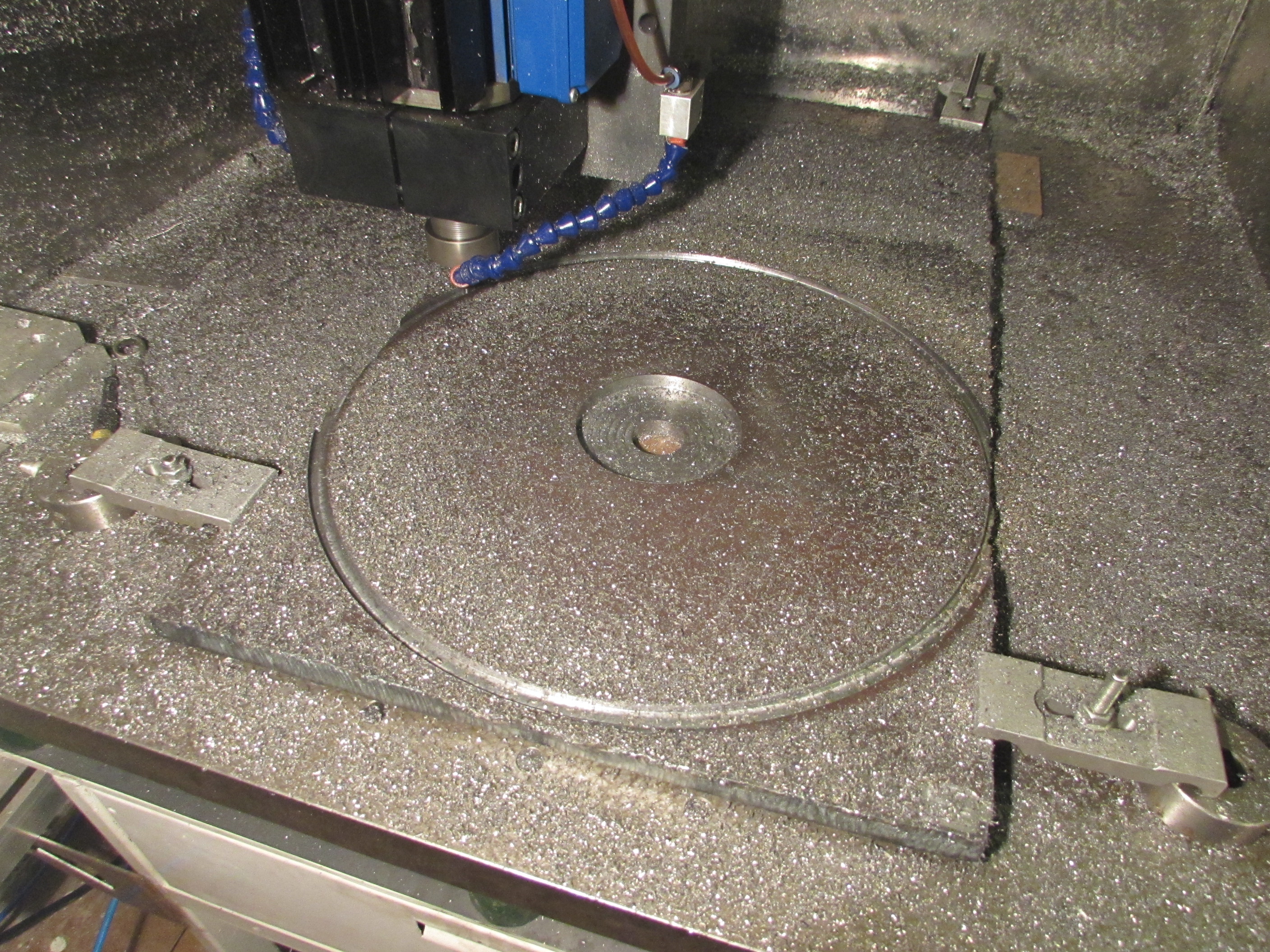
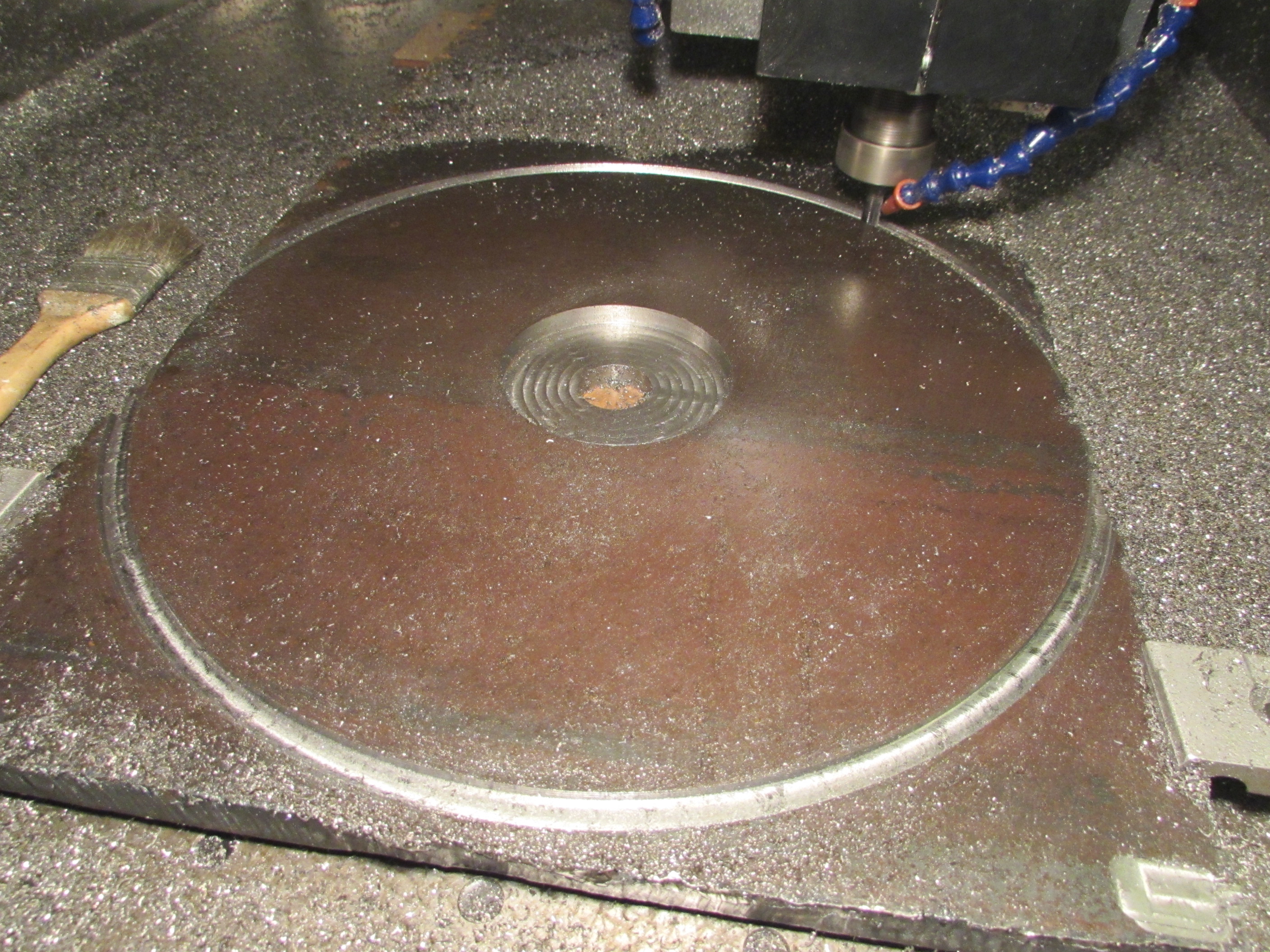
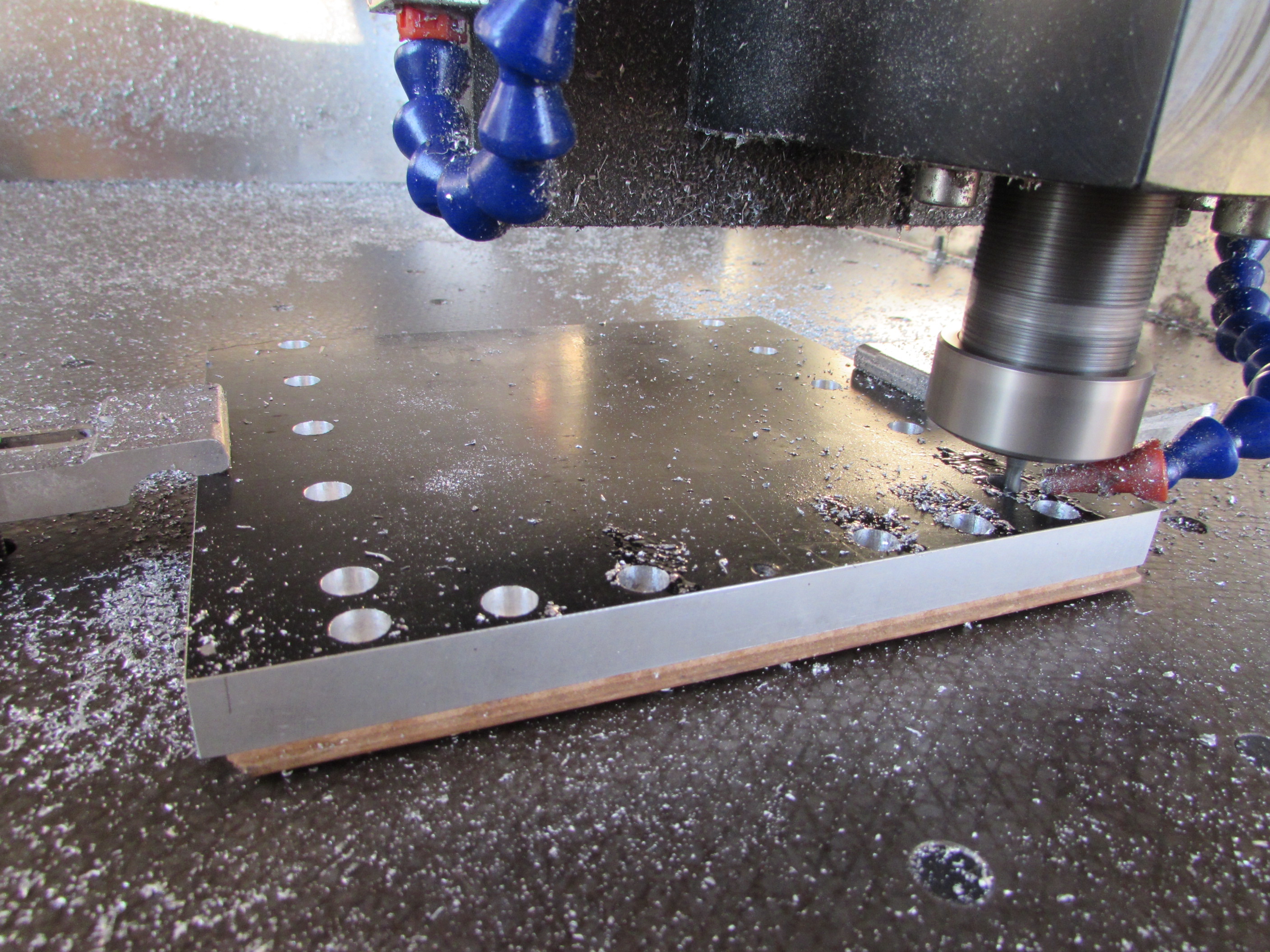
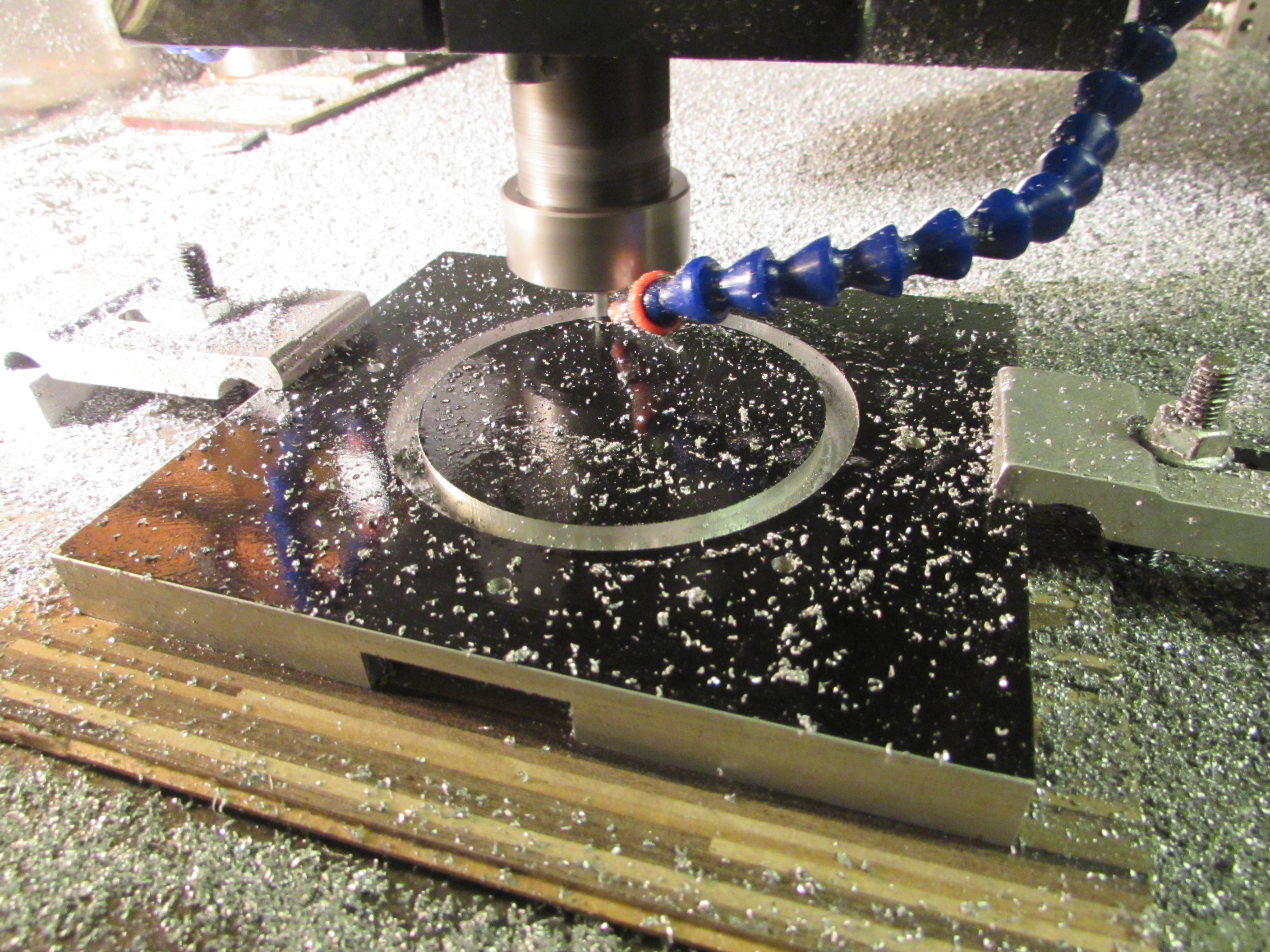
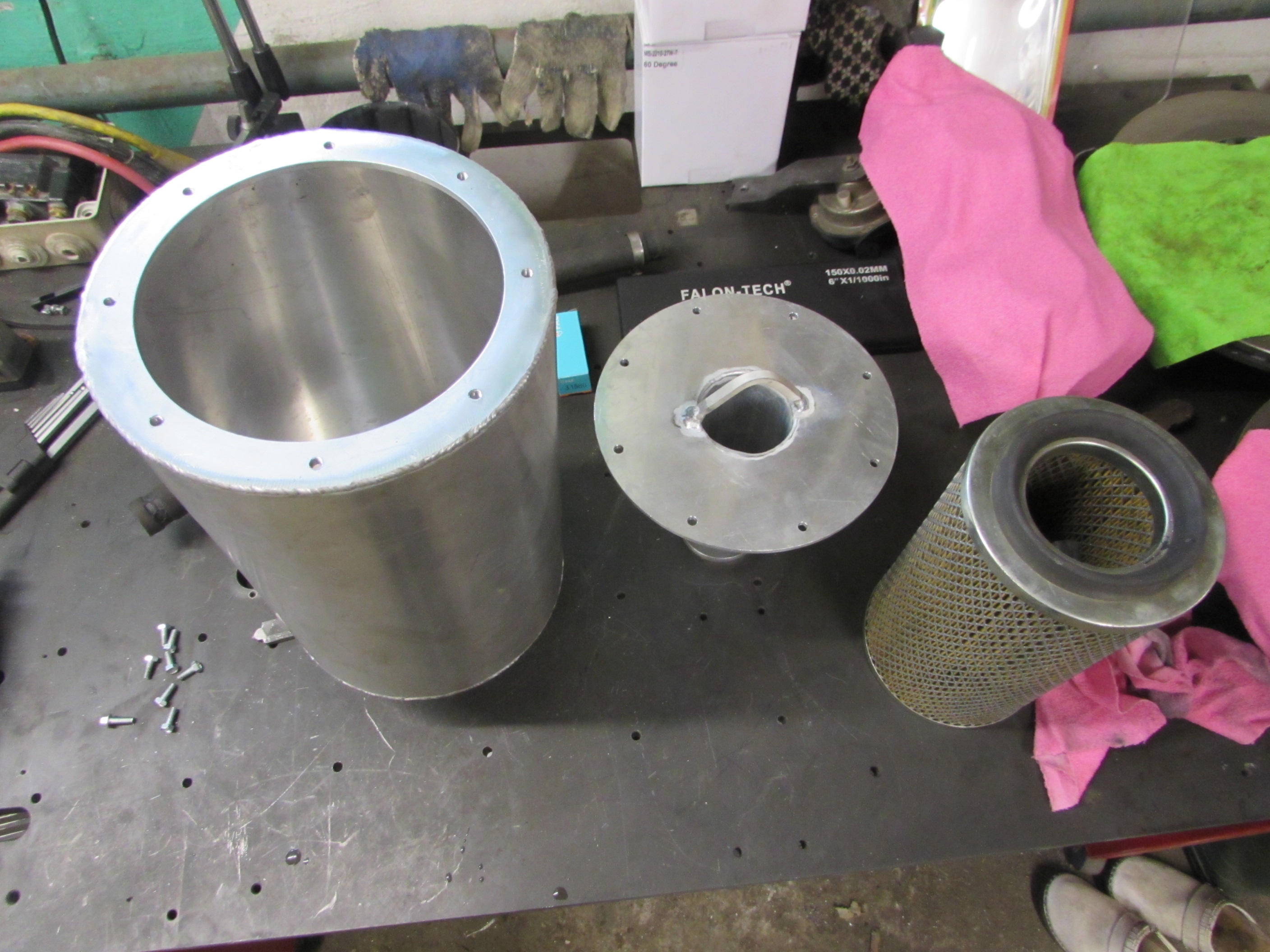
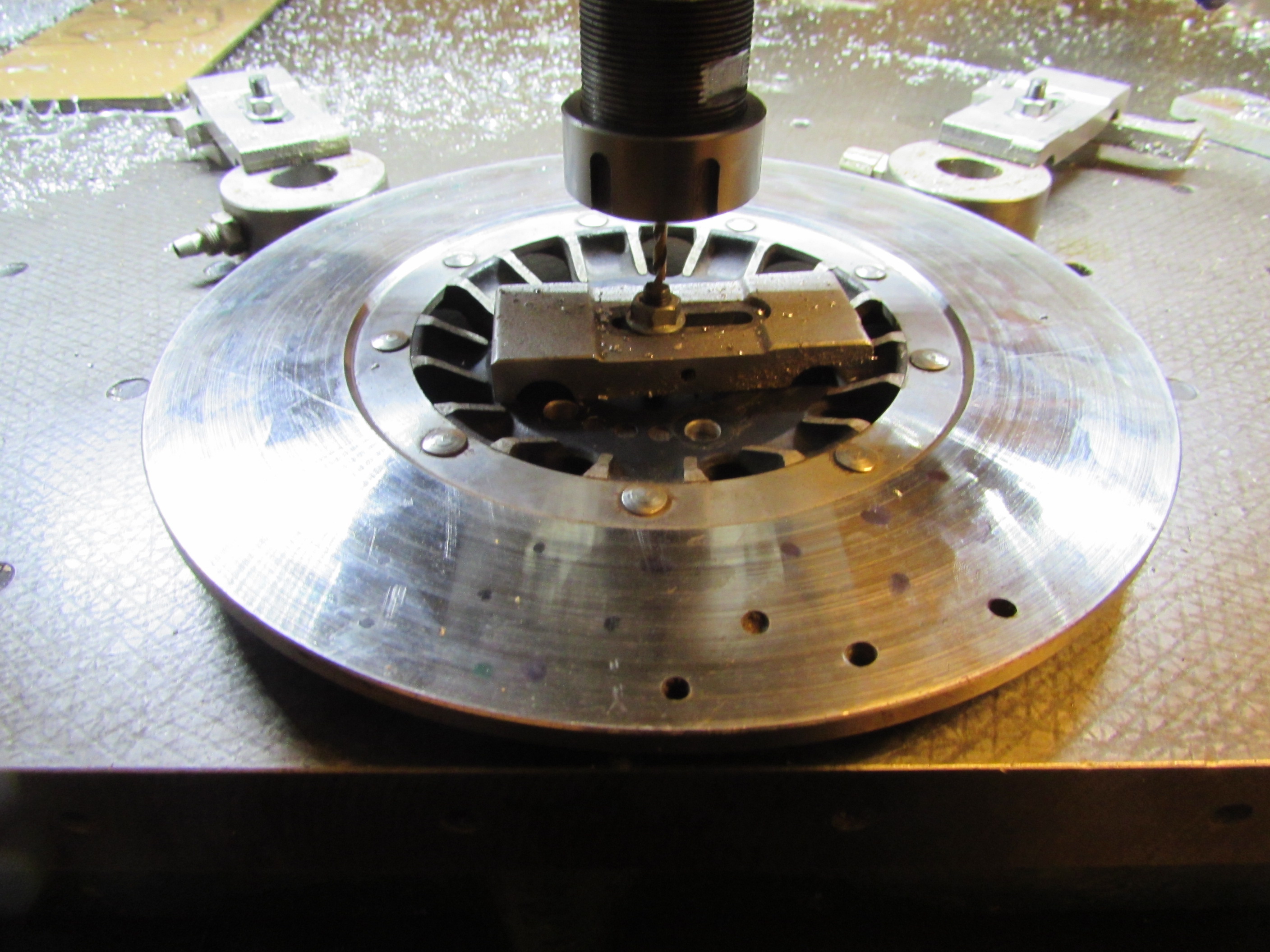
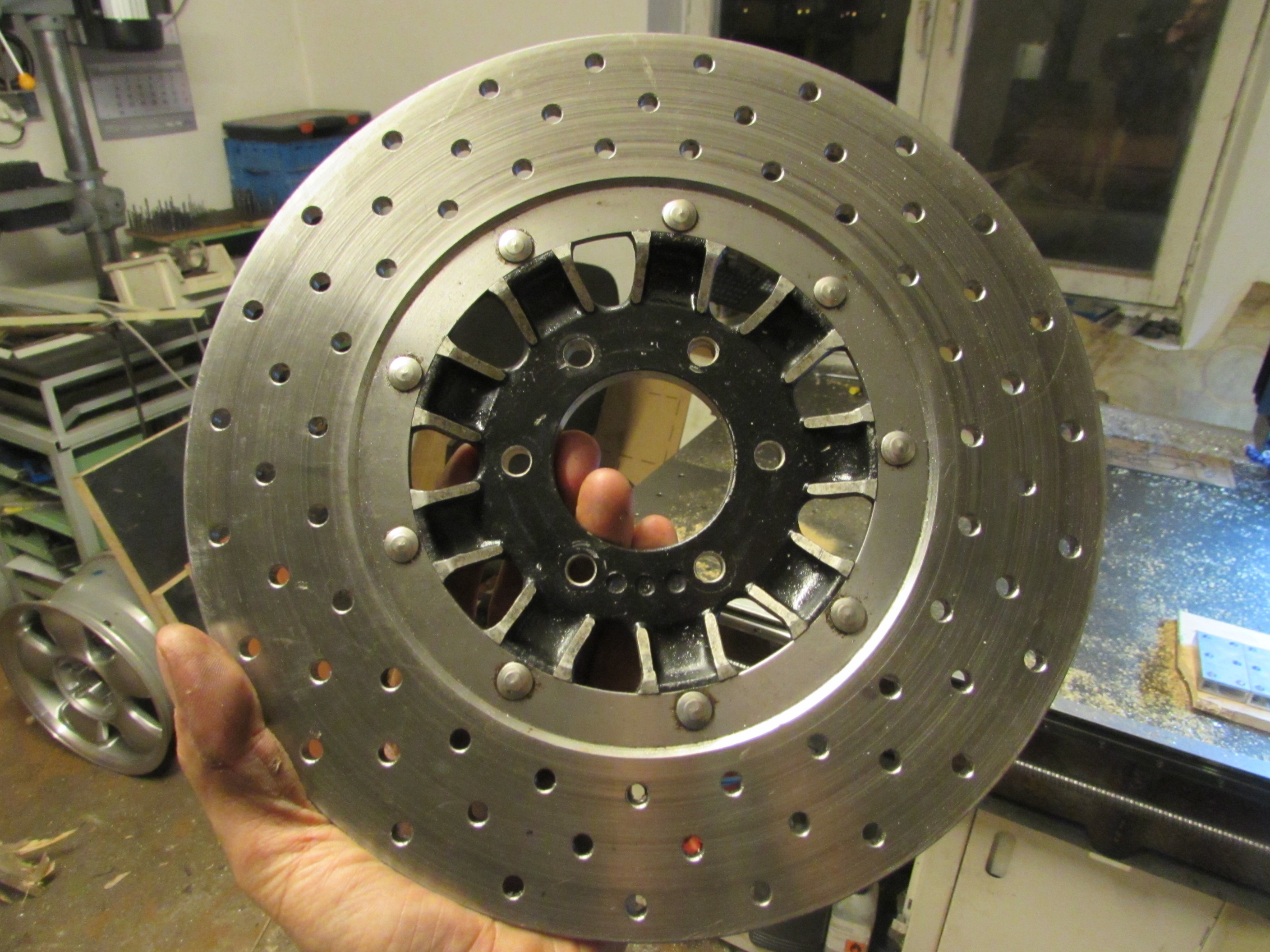
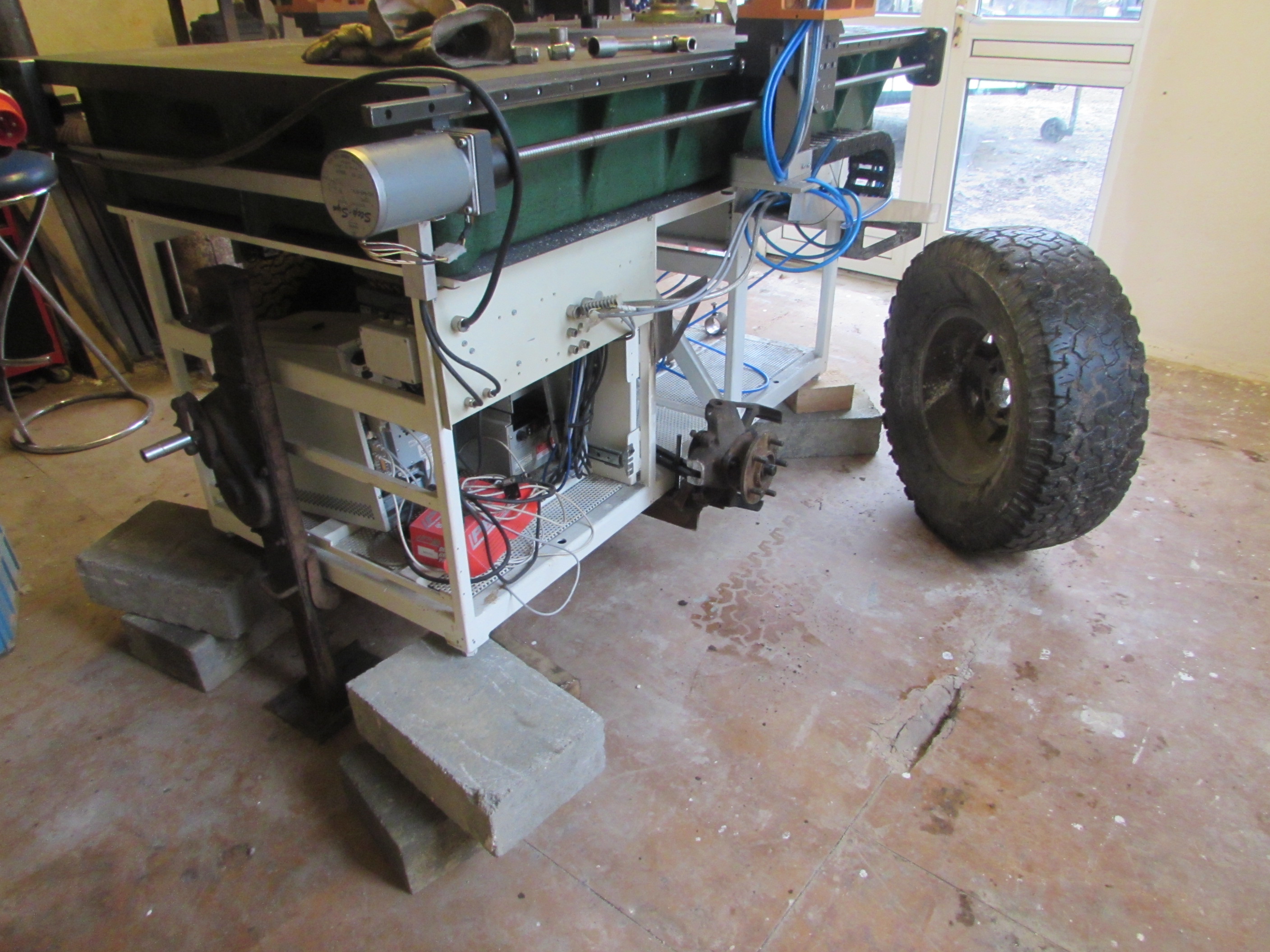
Ostatnio trafiło się zleconko na wyfrezowanie takiej tarczy 400mm średnicy i grubości 20mm ze stali zwykłej S235. Pomyślałem że to będzie dobry test dla maszyny i powinna sobie poradzić. Ze skąpstwa założyłem frez z HSS-u i puściłem robotę. Otwór w tarczy zrobiło całkiem sprawnie i zaczęło się frezowanie po obwodzie. Zbierałem warstwy chyba po 0.25 mm czyli delikatnie. Puki frez był ostry to jakoś szło ale w końcu się stępił i zaczęły się drgania a nie obróbka. W połowie roboty przerwałem i dokończyłem frezowanie węglikiem. Obroty były niskie, posuw tez mizerny, gryzło sobie tak chyba z 8 godzin łącznie. Ale same straty m9iałem z tej roboty. Frez z Hss-u do ostrzenia, węglik do ostrzenia bo lekko wykruszyły się końcówki piór, wrzeciono do rozebrania bo od drgań odkręciła się nakrętka kontrująca łożyska i wrzeciono zaczęło drżeć i obracać się w łożyskach. Od razu wymieniłem tez łożyska na nowe z tym że zamiast RS założyłem ZZ. Nakrętka na osi X miała 2 setki luzu a po tej zabawie w stali kulki wtytłukły się na 0.05 luzu więc i nakrętkę trzeba zdjąć i nowe kulki wsypać i modlić się żeby było lepiej. Jeśli kulki nie pomogą to wymiana śruby z 16 na 20-tkę. Do tego przez drgania maszyna pogubiła lekko kroki na Y-ku i zaczęła robić lekkie jajko z tej tarczy. Na szczęście to nie jest jakiś ważny element więc krawędź zewnętrzna nie była istotna. Szlifierką lekko wyrównałem i poszło do ludzi. Normalnie armagedon.
Na drugi raz bym do tego inaczej podszedł. Na pewno frezował bym od razu węglikiem tylko mniejszym, nie frezował bym na maksymalnym wysięgu Z-ki na stole tylko postawił to blaszysko wyżej na jakichś dystansach tak żeby przynajmniej robota była w połowie wysięgu Z-ki. Zresztą widzę że do stali potrzebna jest cięższa maszyna z szynami z napięciem wstępnym a nie taki składak złomkowy. Jeden plus jest taki że poznałem jej słabe strony i wiem na co uważać i czego na niej nie robić

Fotki z nieszczęsnej roboty:


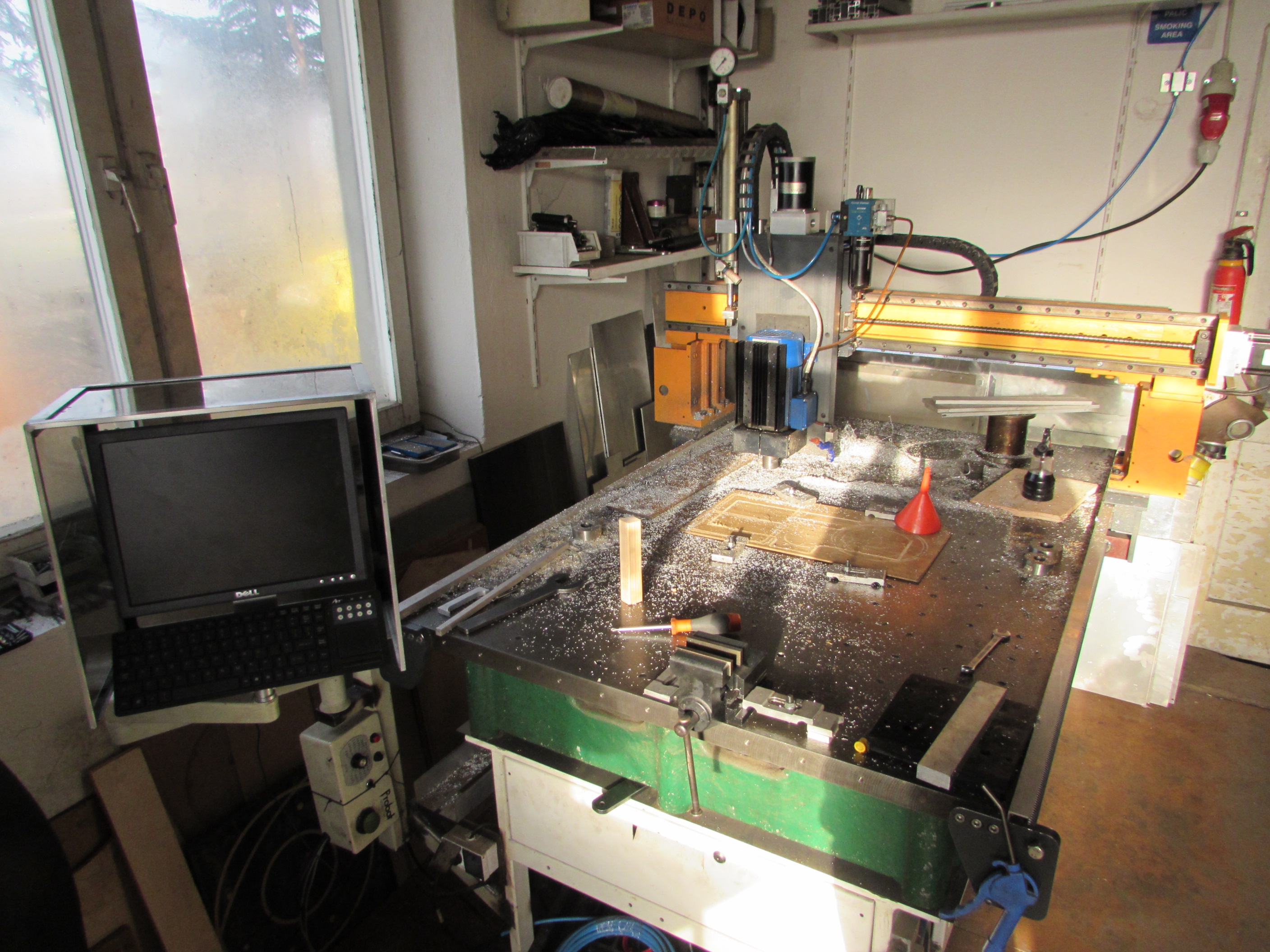
Na dzień dzisiejszy w maszynie trzeba poprawić następujące rzeczy:
-Ustawić wreszcie geometrię bo na całym stole mam wahanie w Osi Z około 0.2mm.
-Belka osi X ma lekkie zwichrzenie i leci cewą stroną jakieś 0.15 w dół. Trzeba podłożyć blaszkę pod lewą kolumnę osi Y pod przedni wózeczek i powinno wstać i się wyprostować.
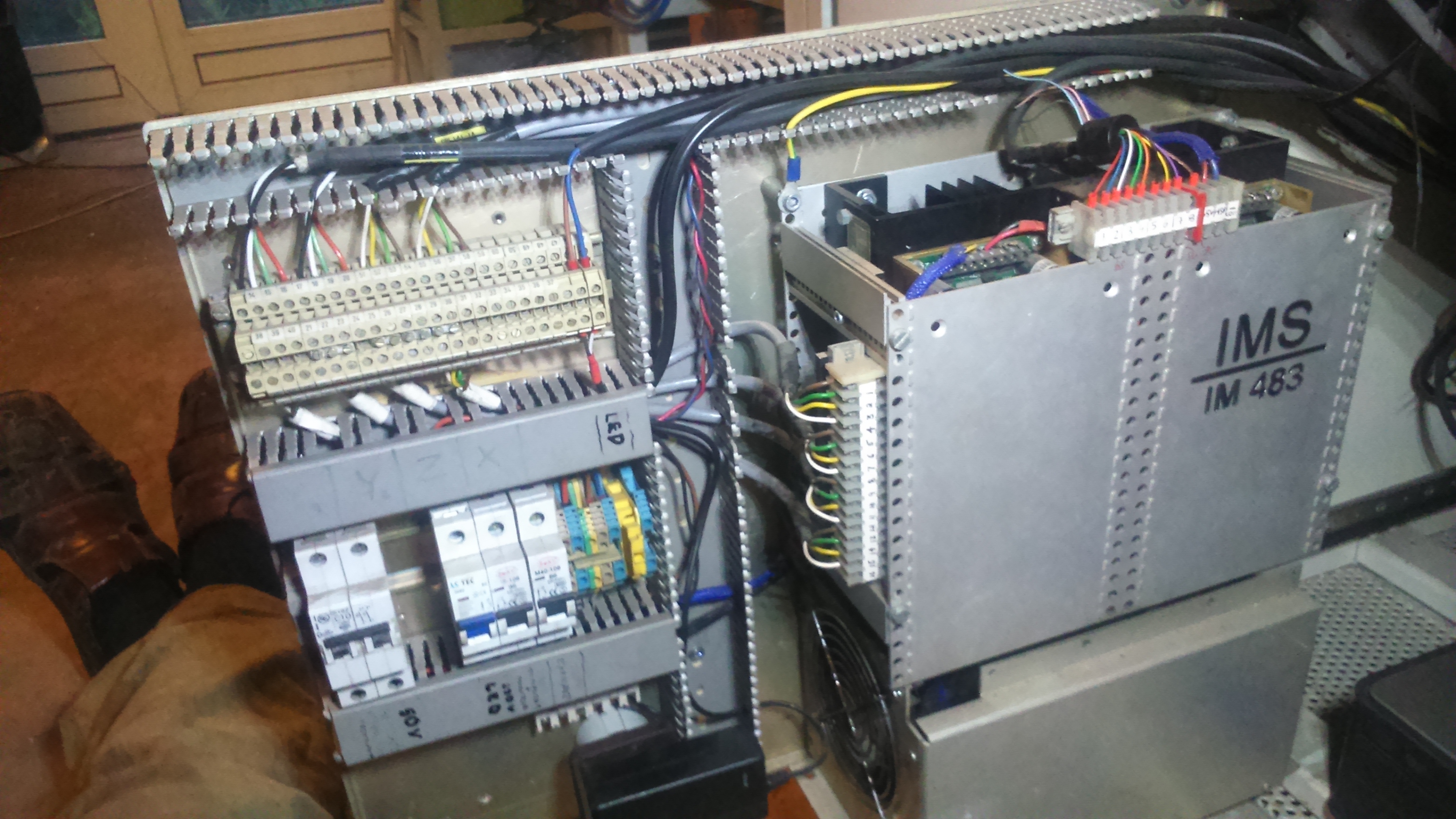
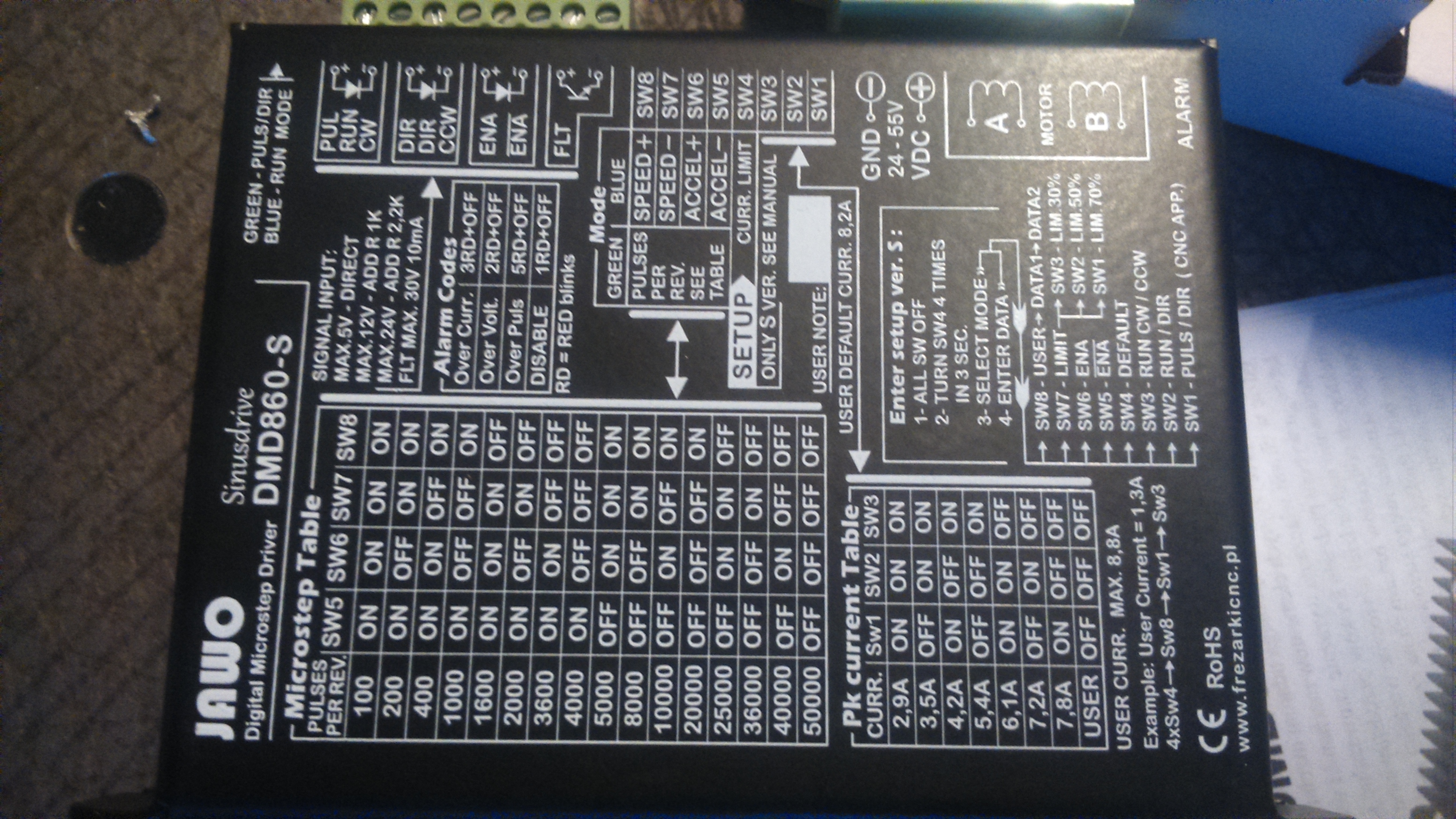
-Wymiana sterowników krokowców na jakieś mocniejsze i bardziej odporne na zakłócenia bo teraz są 3A schneiderki a silniki zniosą 6A więc wszystko chodzi na pół gwizdka. Mocno myślę nad polskimi sterownikami Firmy Jawo. Pasowało by założyć jej serwa ale raczej nie w tym roku... i pewnie nie w następnym.
-Pomontowac wreszcie jakieś osłony.
-Zrobić jakiś prosty pulpit sterowniczy.
Przyjąłem ostatnio zbyt wiele zleceń i projektów na swoja biedną głowę i przez to nie mam czasu ani siły dłubać przy frezarce. Nie mogę jej też rozdłubać na dłużej bo co chwila tam na nią latam z jakimiś pierdółkami. W sumie ona ma tak dużo takich fajnych niedoróbek że nawet mi się to podoba że jest taka nieskończona, niedoskonała. To trochę jak z kobietami które kochamy za ich niedoskonałości
.
Co by ciągle na nią nie narzekać pokarzę trochę roboty której dzięki niej porobiłem.
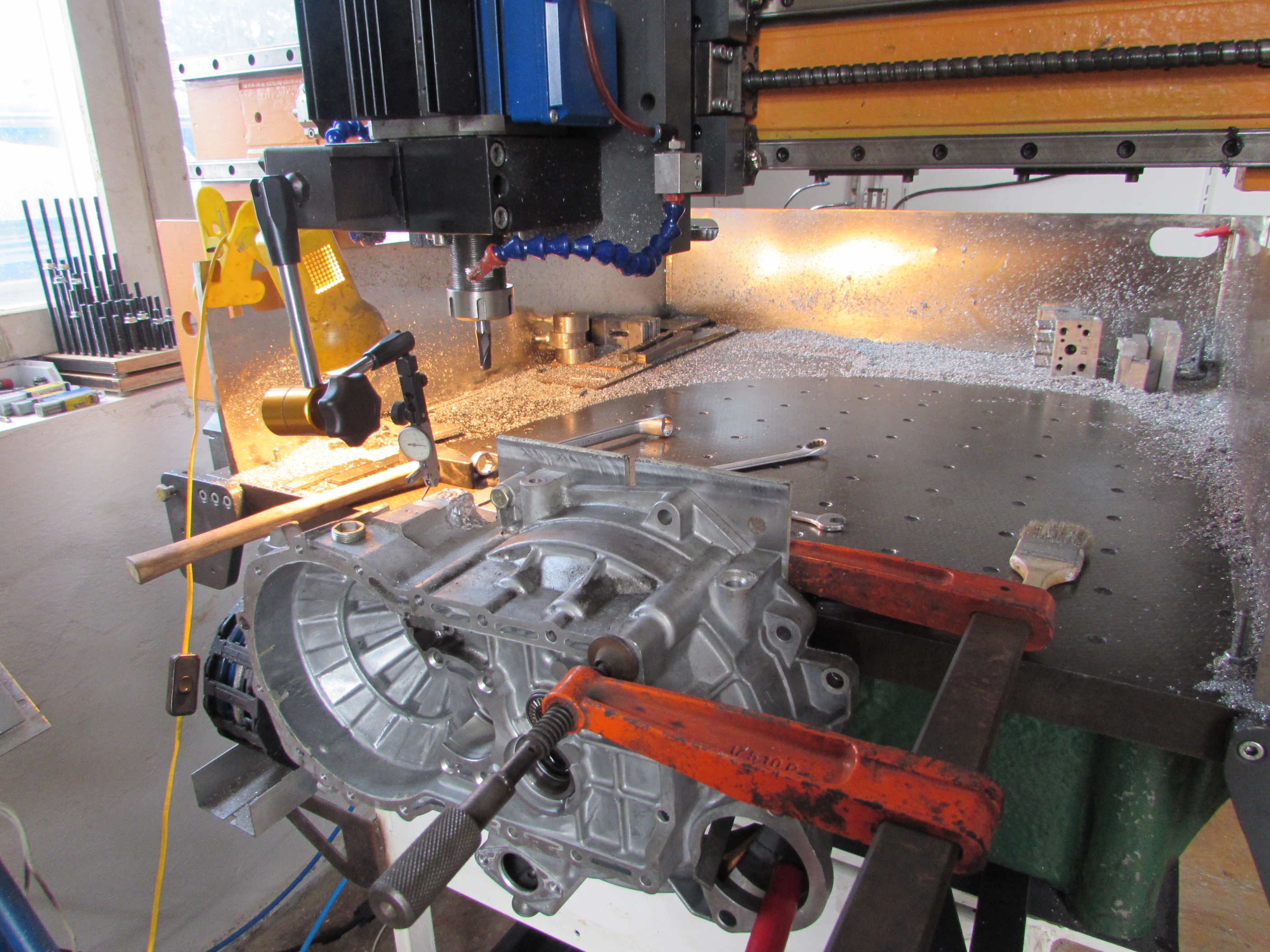
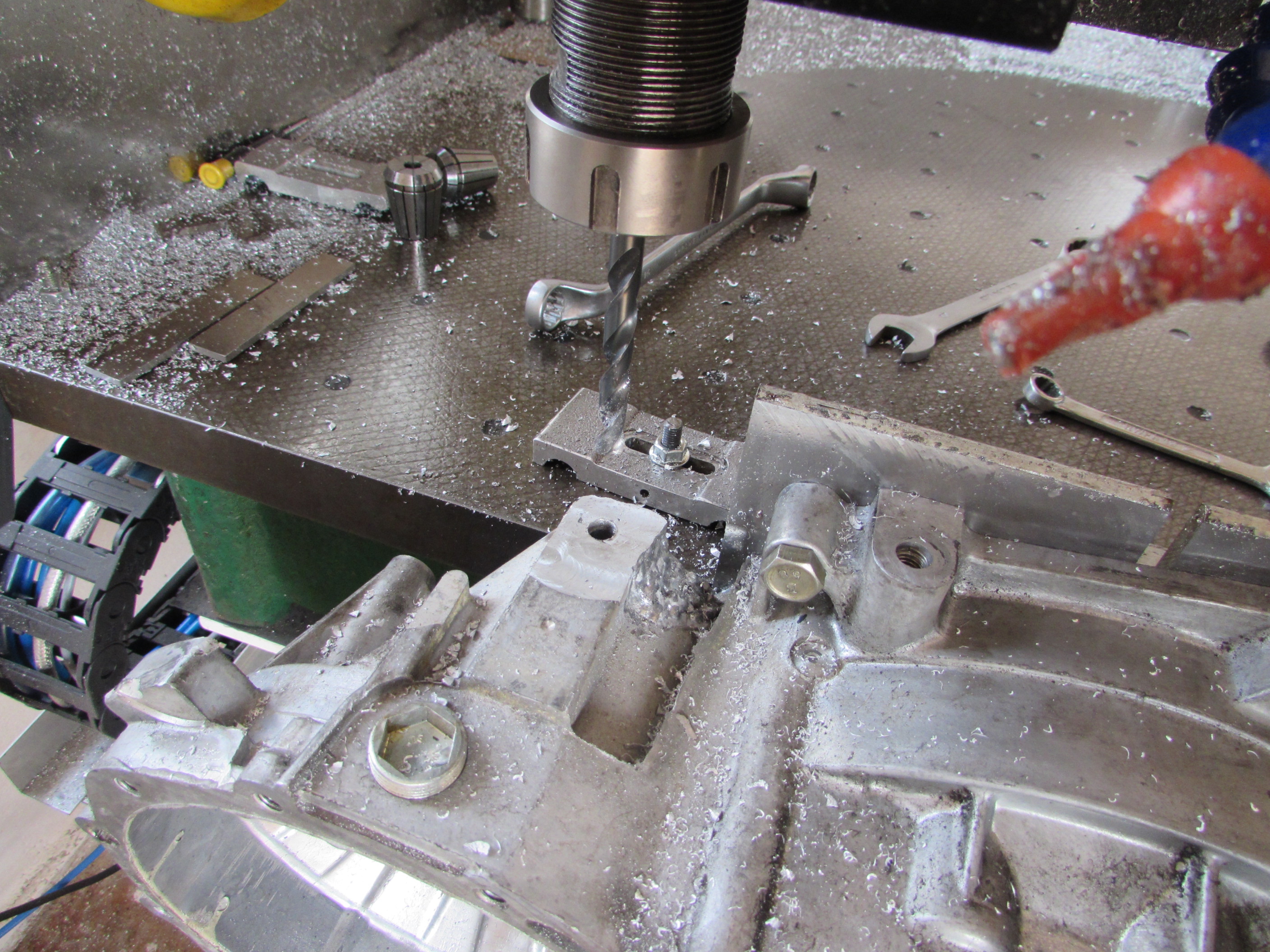
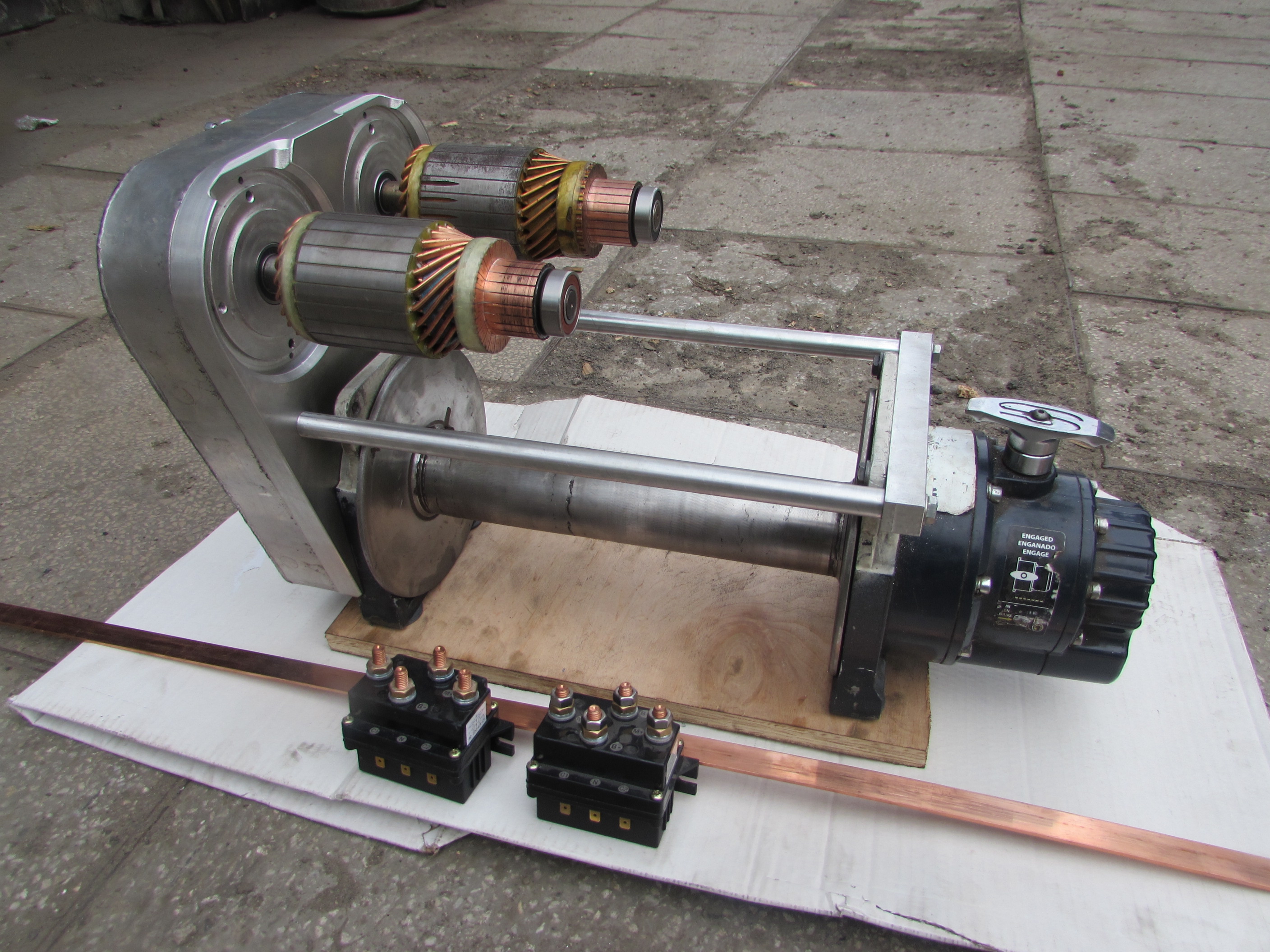
Naprawy skrzyń biegów. Ja spawam a frezarka wierci i planuje powierzchnie powierzchnie.
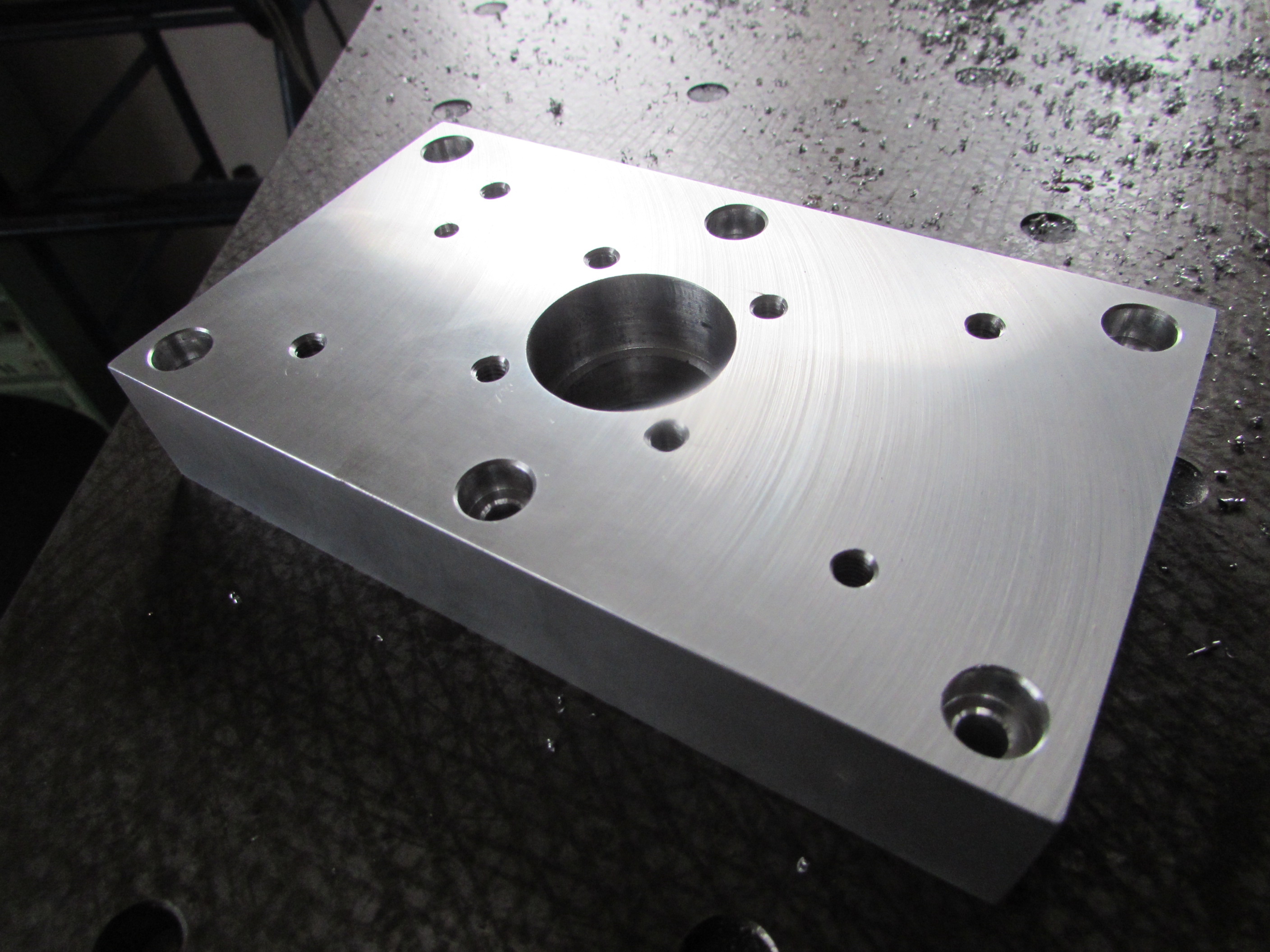
Frezowanie elementów do Frezarki Bernardo opisywanej tu na forum.
Więcej fotek tutaj:
https://www.cnc.info.pl/topics60/wierta ... 853,30.htm
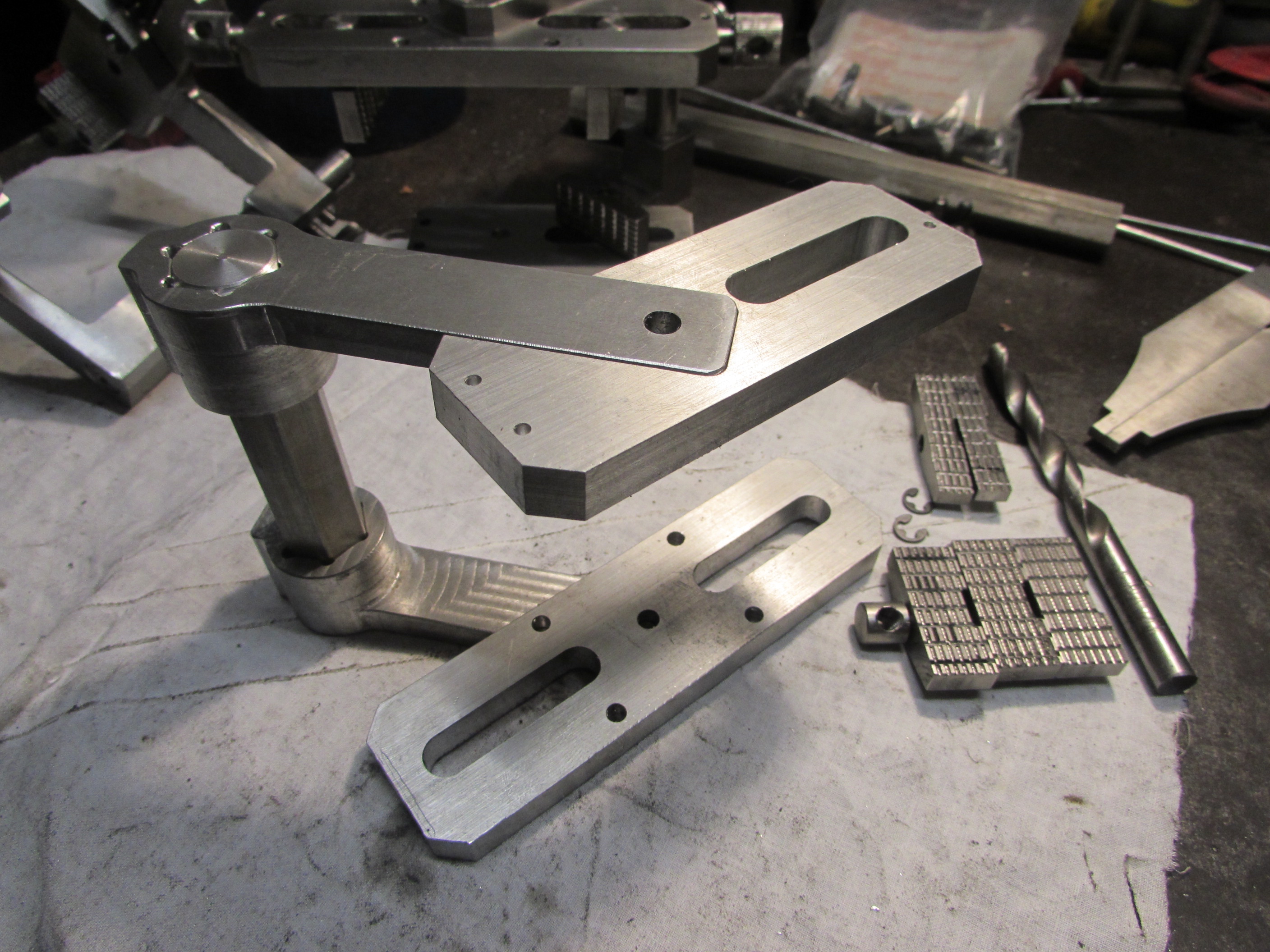
Frezowanie imadełek.
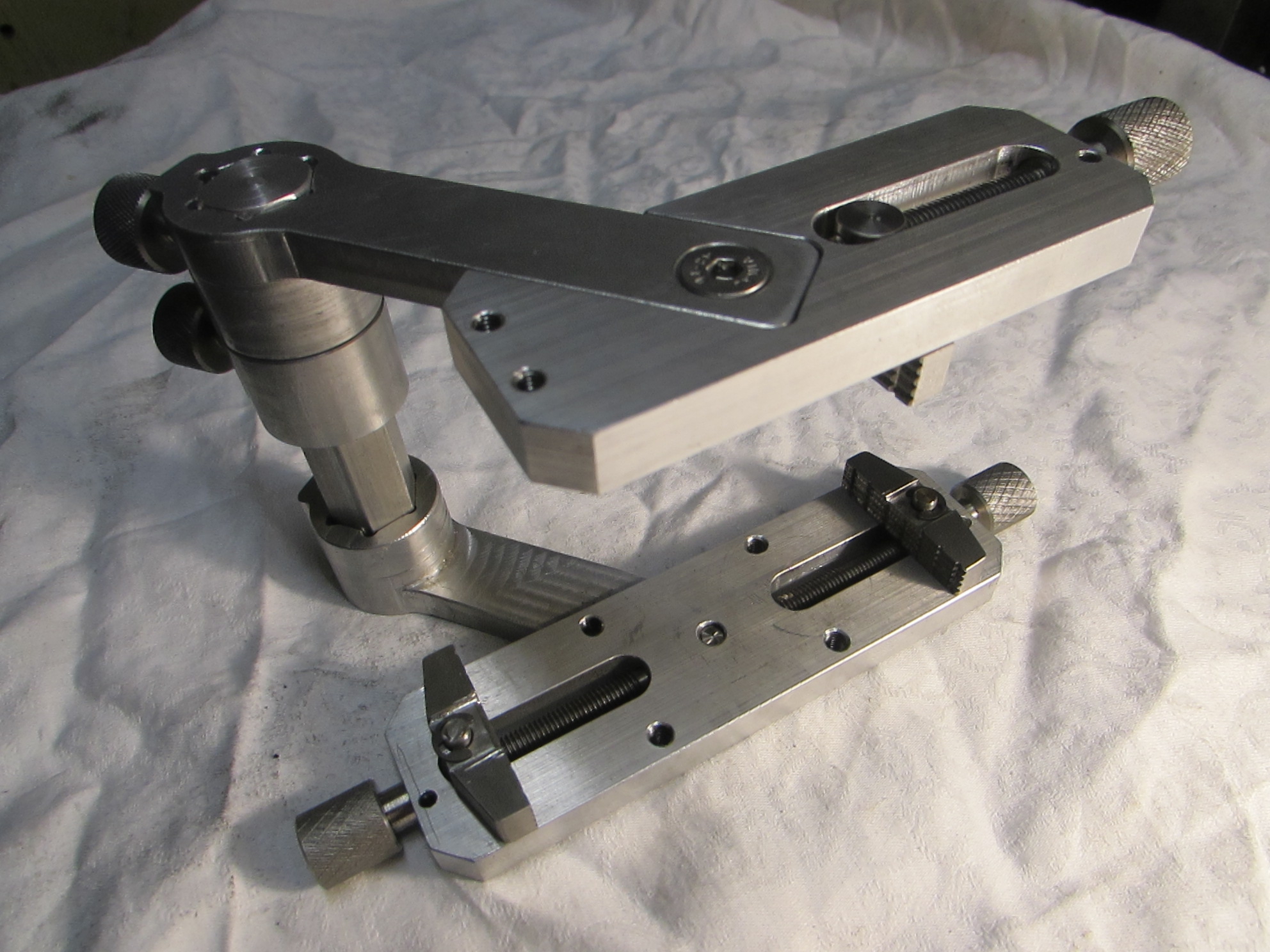
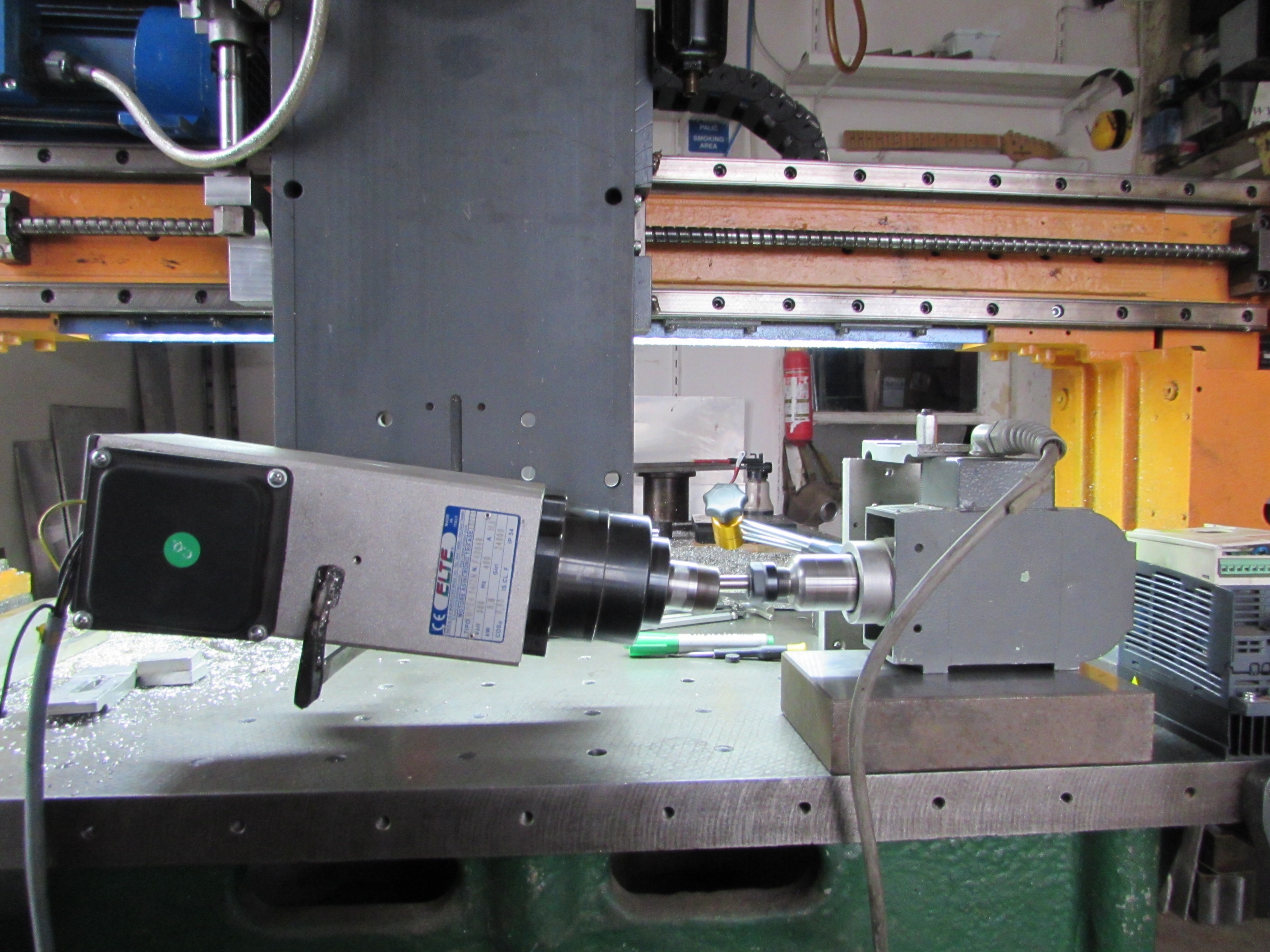
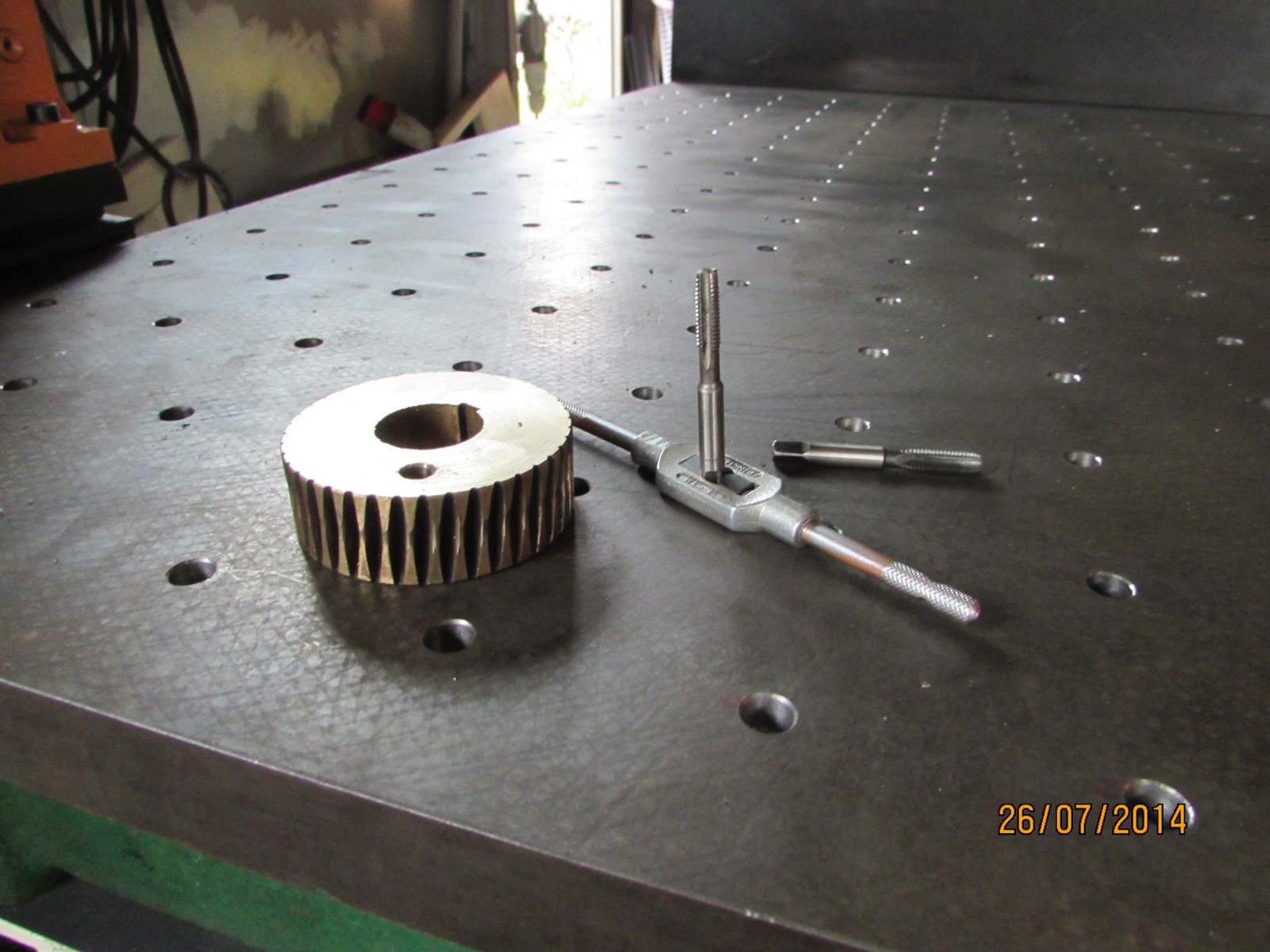
Zacząłem też budować oś obrotową do maszynki ale jeszcze nie skończyłem. Zostało zamontować uchwyt i podpiąć sterownik.
Zastosowałem kupioną okazyjnie precyzyjną przekładnię planetarną z przełożeniem 1:30.
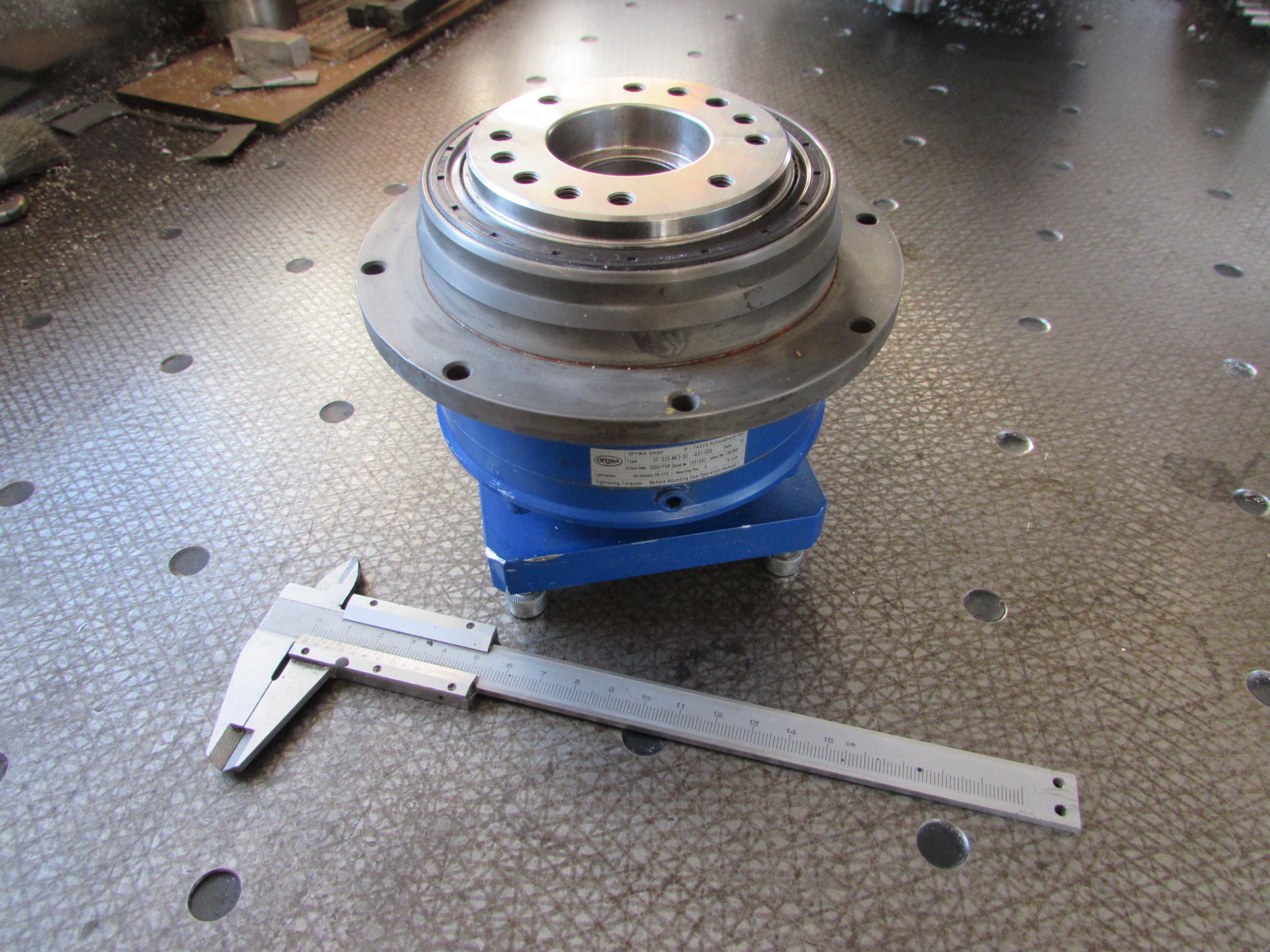
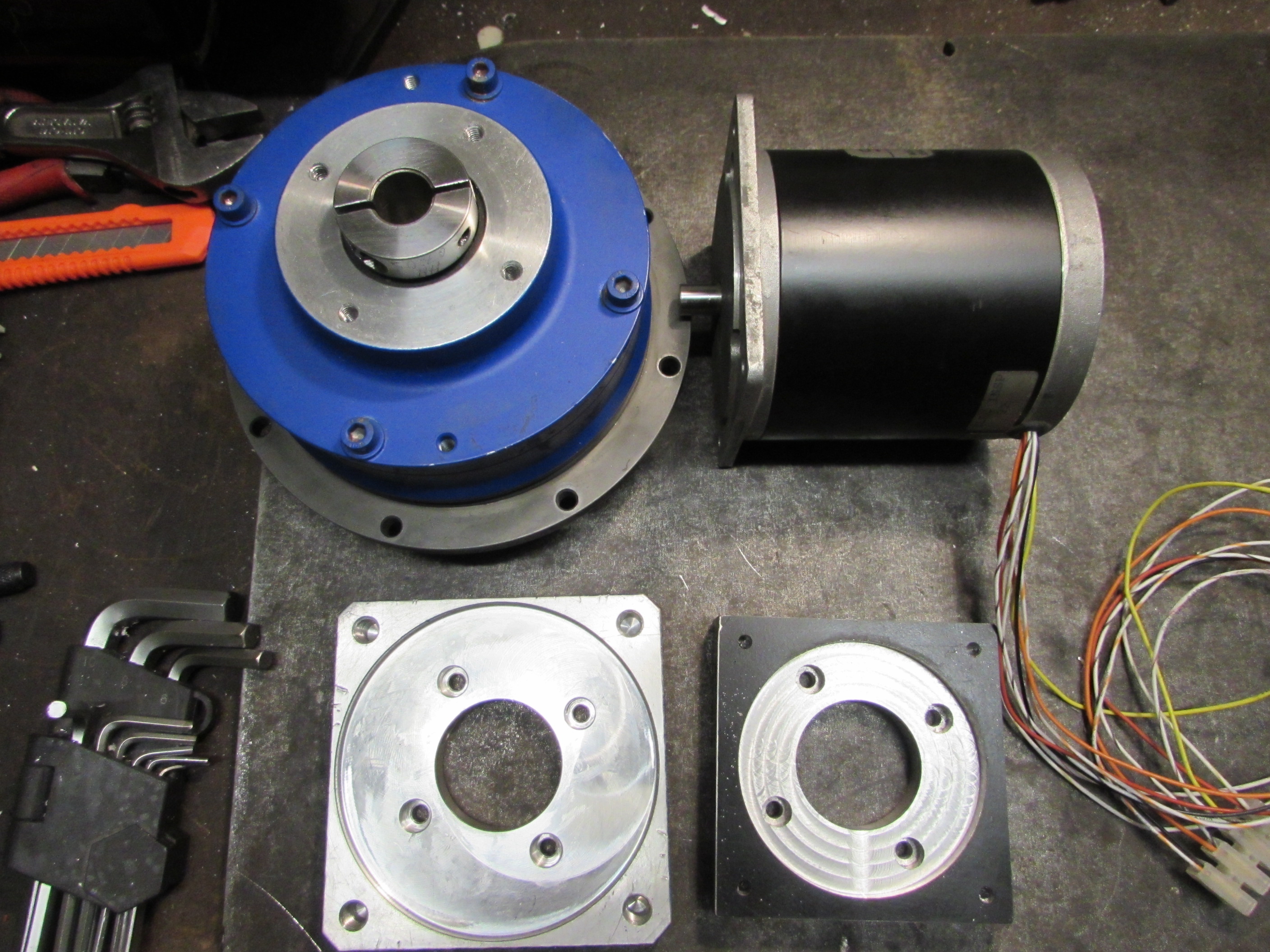
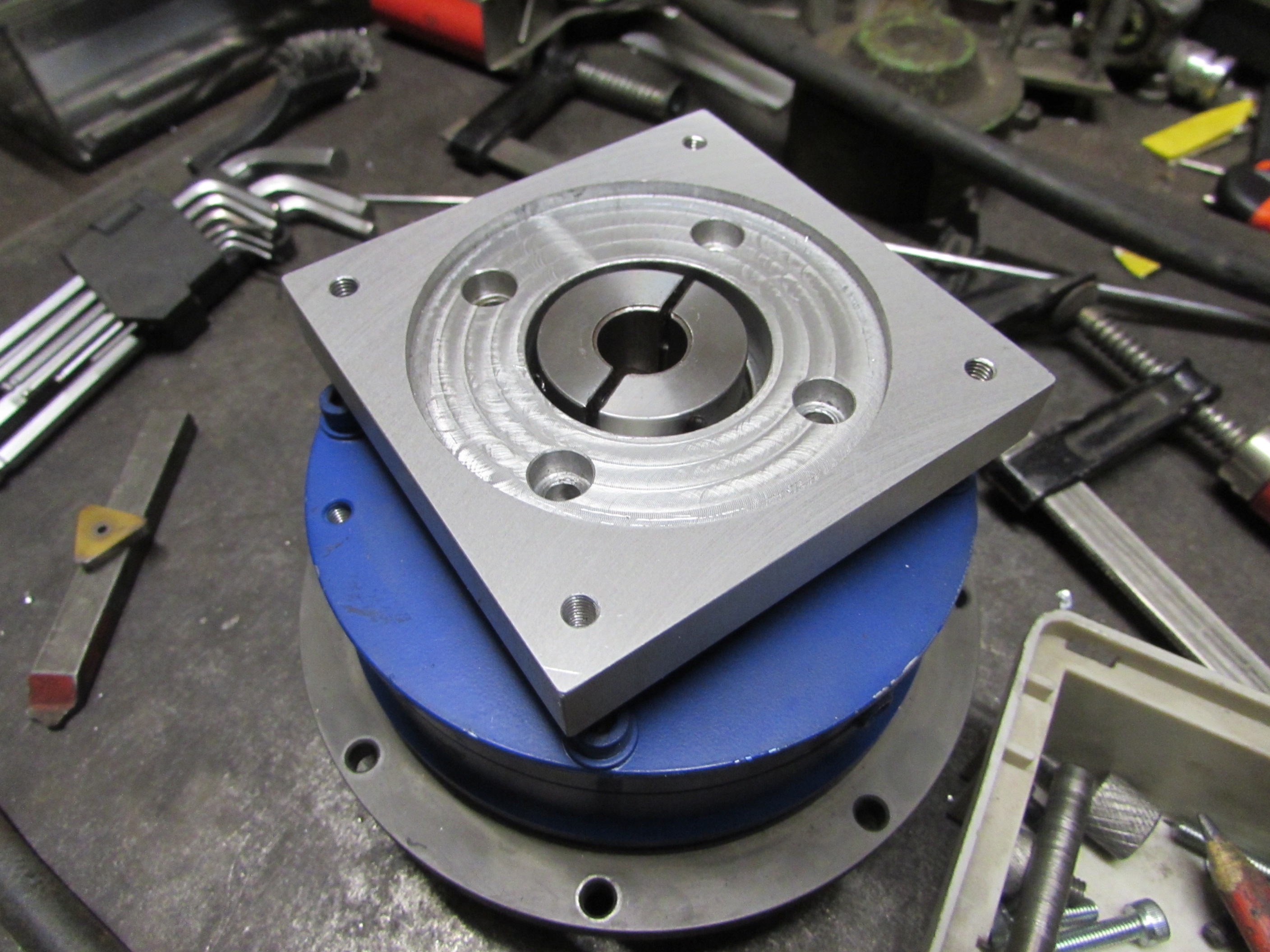
Nie mam zdjęcia całości ale jak zamontuję uchwyt to się pochwalę jak to wygląda ostatecznie.
Większe wrzeciono jej nie potrzebne. Bardziej skłaniał bym się na podobne ale o wyższych obrotach. Na tym mogę bezpiecznie kręcić 6000 obrotów i do dziubania jest całkiem spoko.
Podsumowując ta maszyna już dużo lepsza nie będzie. Do obróbki stali trzeba by zaprząc jakiegoś konwencjonalnego żeliwnego klamota a Betty nie przemęczać zbytnio stalą a dać jej aluminium którym się najchętniej karmi. Także spodziewajcie się następnej maszyny bo juz mam plan ale na razie ciii......















 .
.






 .
.
 .
.
 .
.
 .
.
 .
.
 .
.






