



Znaleziono 4 wyniki
https://www.cnc.info.pl/topics54/ngcgui ... t40747.htm
W pierwszym wpisie tematu masz właśnie taką skomplikowaną procedurę
Na początku w komentarzu lista operatorów logicznych i funkcji obsługiawanych przez interpreter G-code wbudowany w LinuxCNC.
Tu akurat nie ma potrzeby przerabiania makra na czysty G-code, bo makro się wywołuje z parametrami, jedną linijką w standardzie do 30 parametrów, w przypadku tej procedury do 60, tyle że ona wymaga rekompilacji całego programu.
Na Open Suse możesz sobie zainstalować wersję symulacyjną LinuxCNC.
W pierwszym wpisie tematu masz właśnie taką skomplikowaną procedurę
Na początku w komentarzu lista operatorów logicznych i funkcji obsługiawanych przez interpreter G-code wbudowany w LinuxCNC.
Tu akurat nie ma potrzeby przerabiania makra na czysty G-code, bo makro się wywołuje z parametrami, jedną linijką w standardzie do 30 parametrów, w przypadku tej procedury do 60, tyle że ona wymaga rekompilacji całego programu.
Na Open Suse możesz sobie zainstalować wersję symulacyjną LinuxCNC.
Pracujesz na GNU GPL, a pominąłeś program na tej samej licencji, czyli LinuxCNC w parametrach programu - brak wczytywania plików .ngc
Na szczęście autorzy LinuxCNC to przewidzieli - po wpisaniu edytornc w pliku .ini jako defaultowego edytora plików, posłusznie wczytuje
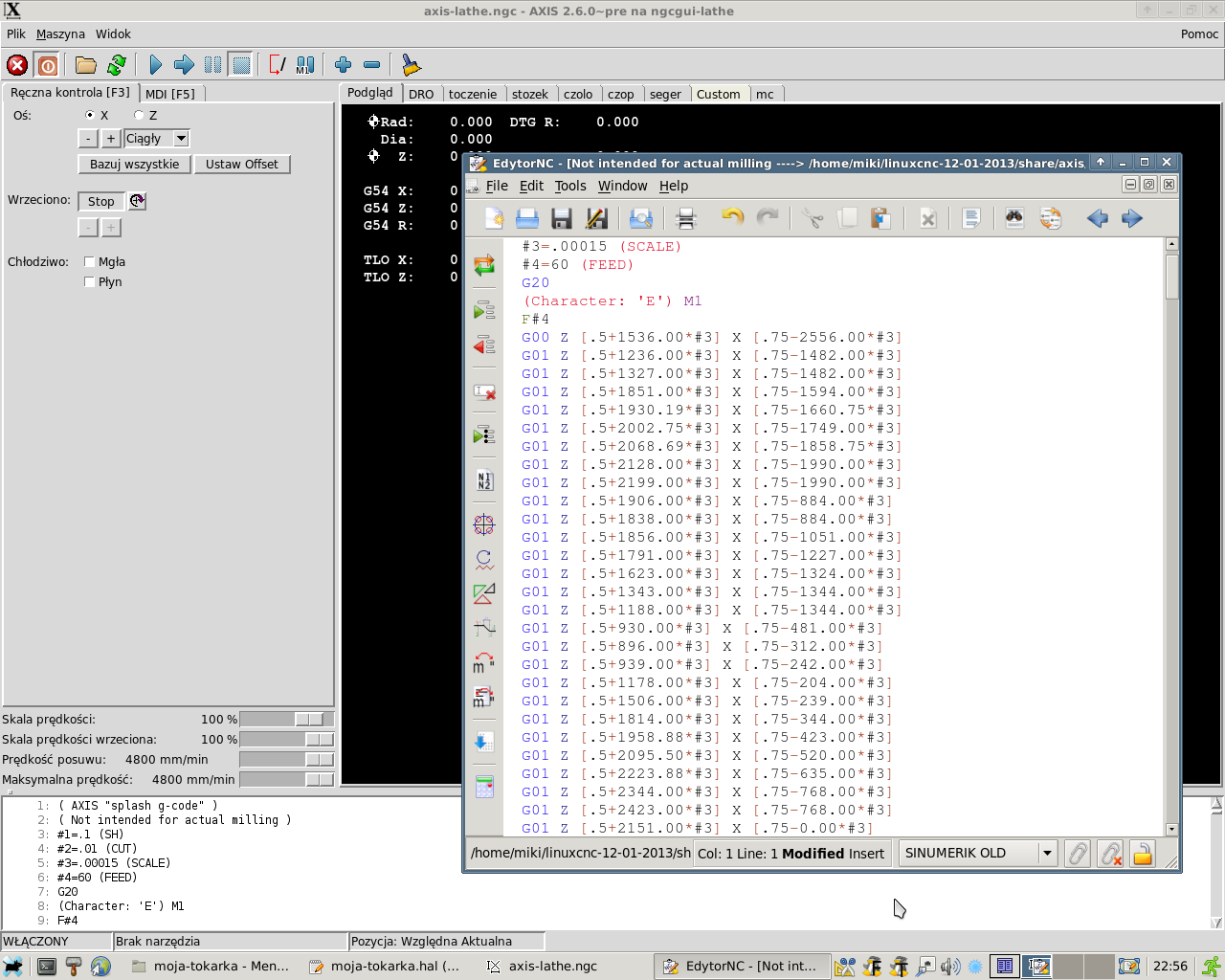
Jak widać program rozpoznaje kod jako sinumerik old
Ale jest jeszcze jedno ale - LinuxCNC w interpreterze G-code obsługuje pętle, instrukcje warunkowe, i posiada bardzo ciekawy intefejs do tworzenia makr wprost w G-kodzie.
I fajnie by było, gdyby twój edytor potrafił to również wspomagać. Np upierdliwą renumerację deklarowanych zmiennych.
Na szczęście autorzy LinuxCNC to przewidzieli - po wpisaniu edytornc w pliku .ini jako defaultowego edytora plików, posłusznie wczytuje
Jak widać program rozpoznaje kod jako sinumerik old
Ale jest jeszcze jedno ale - LinuxCNC w interpreterze G-code obsługuje pętle, instrukcje warunkowe, i posiada bardzo ciekawy intefejs do tworzenia makr wprost w G-kodzie.
I fajnie by było, gdyby twój edytor potrafił to również wspomagać. Np upierdliwą renumerację deklarowanych zmiennych.






