Widzisz - ja to zrobiłem właśnie "sobie a muzom", bo ja podcięć nie robię wcale...
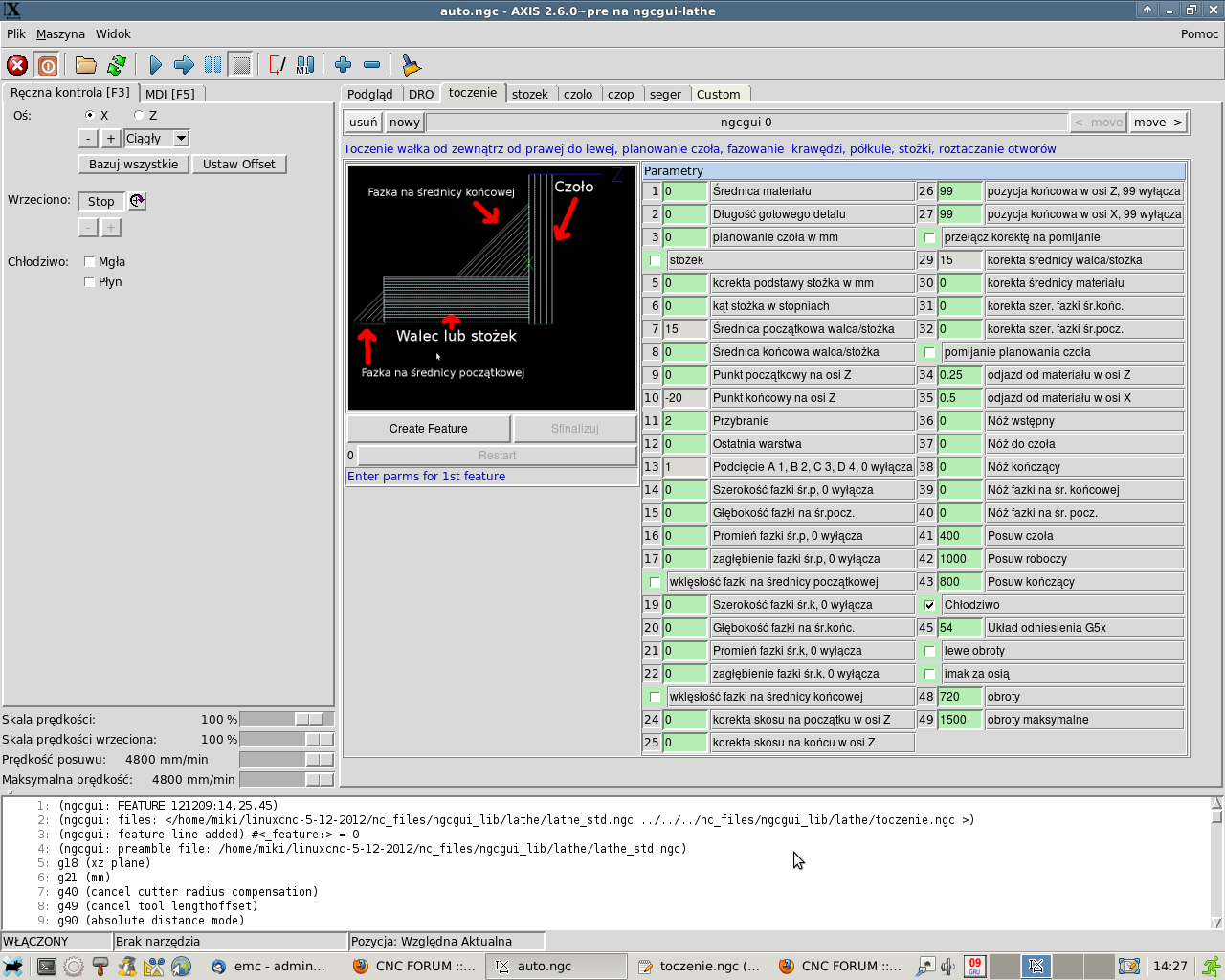
Kobyła w zamyśle ma stanowić interfejs, pozwalający wykonać wszystko, co się na tokarce da zrobić przez G1, G2 i G3.
Na dziś jest gotowe może 20 procent, ale te 20 procent zadowoli w zupełności 95% tokarzy - nigdy nie zapragną zrobić więcej, niż to co już w niej działa.
Na dziś działa: procedura główna, czyli walec, walec z korektą stożka, lub stożek, i pięć ściśle z nią powiązanych podprocedur: czoło, przetaczanie surowego wałka na średnicę detalu, fazka na średnicy początkowej i na średnicy końcowej oraz podcięcie za czopem.
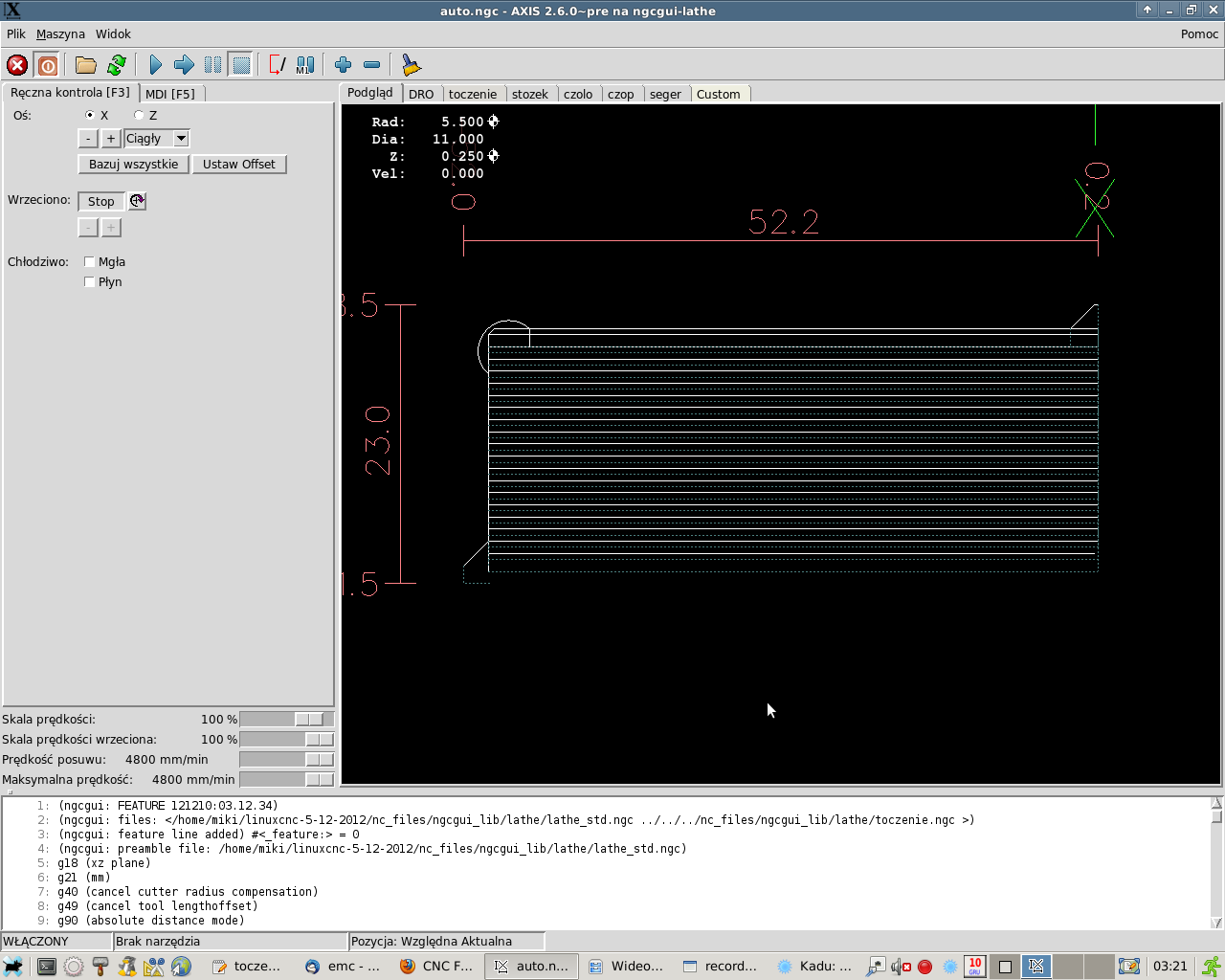
Wszystkie możliwe operacje w jednej zakładce - wariant podstawowy.
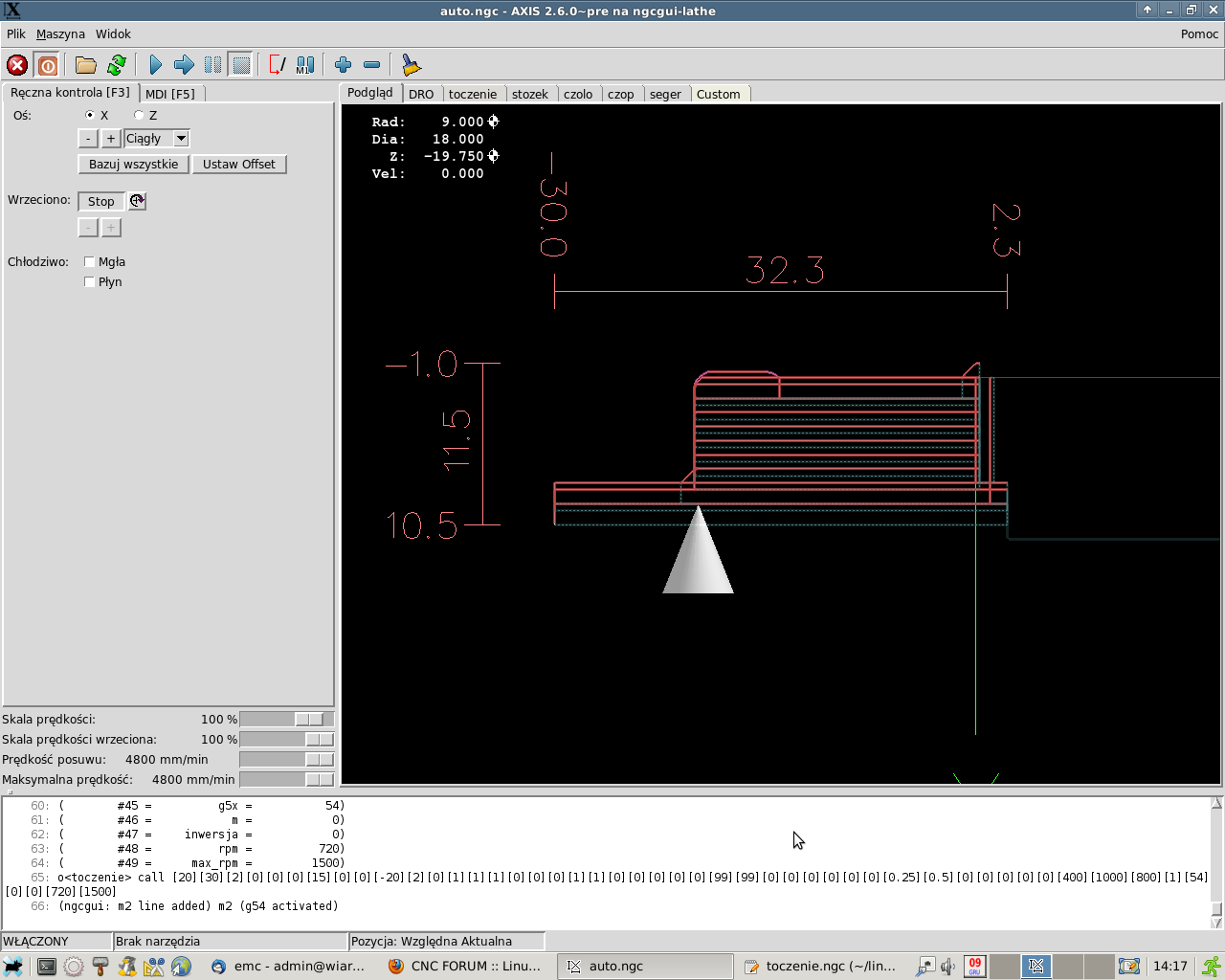
Samo podcięcie - każdą z operacji można wykonać samodzielnie
Jak widać - na podcięcie wystarczy wypełnić cztery pola - średnicę i odległość, na jakiej ma być wykonane, rodzaj podcięcia, i pomijanie przetaczania procedury głównej. I tu sobie możesz zrobić osobno podcięcie odpowiednio głębiej. Możesz też w warunku dla ostatniej linii dodać zostawianie naddatku na szlifowanie, i dodatkowe pole na wymuszanie zostawiania tego naddatku. To wszystko są niuanse, wynikające z konkretnych potrzeb w bieżącej pracy. Ty masz inne potrzeby, ja inne. Mnie zupełnie nie przeszkadza, że odrzucasz wszytko, co akurat w tej chwili tobie nie przydatne. Ważne, że z dyskusji z tobą mogę wyciągać konstruktywne wnioski co do organizacji całego procesu toczenia.
[ Dodano: 2012-12-09, 14:49 ]
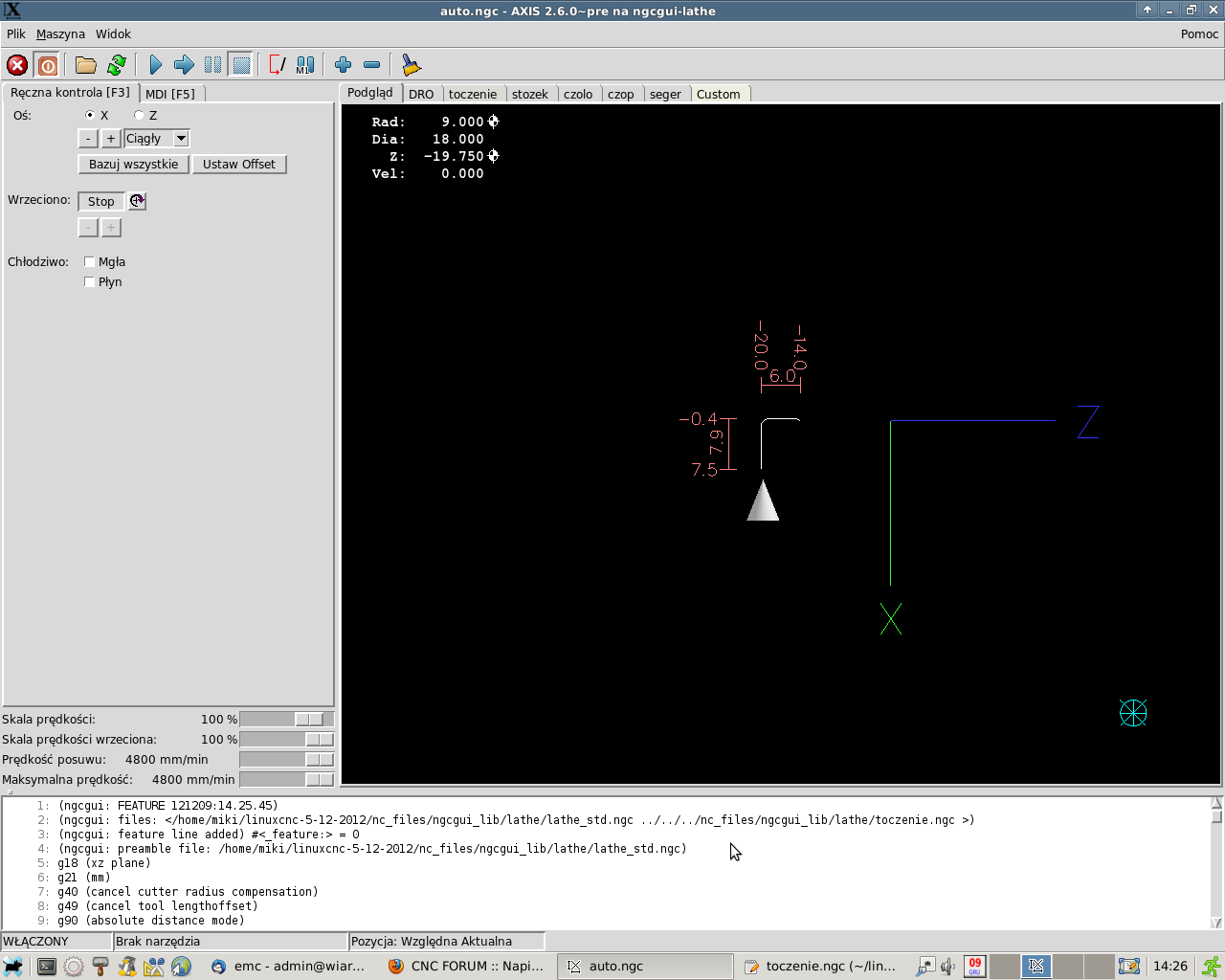
Jednak trzeba wypełnić pięć pól - musi być jeszcze wpisana średnica końcowa

Na zrzucie widać, że program bez niej wykonał podcięcie na osi matriału