



Dane odnośnie silnika pochodzą z katalogu Heidenhain'a, czy ktoś może uzasadnić dlaczego różnią się od tych "książkowych" ?
Podsumowując dobór napędu głównego dla tokarki (???):
1. Liczę moc potrzebną na skrawanie (w zależności od warunków obróbki)
2. Liczę moc potrzebną na rozpędzenie detalu.
3. Z mocy potrzebnej na rozpędzenie detalu wyliczam moment dla danych obrotów
obróbki skrawania.
4. Z katalogu dobieram silnik o mocy >= sumie na skrawanie i rozpędzanie detalu
i momencie krytycznym >= momentowi potrzebnemu na rozpędzenie.
Mam jeszcze wątpliwość odnośnie wykresy momentu z falownika. Skoro moment utrzymuje się stale na wysokim poziomie, a obroty rosną to w takim razie zmienia się moc silnika ?? P=M*n/9850 [kW]
Poza tym czy silnik asynchroniczny dzięki falownikowi może wystartować z momentem krytycznym ?
Dla frezarki liczył bym tylko moc potrzebną na skrawanie przy danych obrotach ?
Znaleziono 5 wyników
Wróć do „Napęd główny tokarki”
- 28 kwie 2010, 17:38
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Napęd główny tokarki
- Odpowiedzi: 9
- Odsłony: 5967
- 28 kwie 2010, 07:52
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Napęd główny tokarki
- Odpowiedzi: 9
- Odsłony: 5967
Charakterystyka, którą zamieściłem jest charakterystyką zwykłego silnika asynchronicznego, tylko sposób pomiarowy jest inny, aby wyróżnić zakrest stałego momentu i stałej mocy.
Poza tym do skrawania ważna jest chyba moc a nie moment. Jeżeli wyznaczymy potrzebną siłe skrawania i prędkość to ich iloczyn musi znaleźć się w zakresie stałej mocy silnika, przynajmniej tak mnie nauczyła teoria. A Wy co o tym myślicie ?
Poza tym do skrawania ważna jest chyba moc a nie moment. Jeżeli wyznaczymy potrzebną siłe skrawania i prędkość to ich iloczyn musi znaleźć się w zakresie stałej mocy silnika, przynajmniej tak mnie nauczyła teoria. A Wy co o tym myślicie ?
- 27 kwie 2010, 14:07
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Napęd główny tokarki
- Odpowiedzi: 9
- Odsłony: 5967
Bardzo dziękuję za Twoją wypowiedź, ale nie dokońca jestm pewny czy masz rację... otóż:
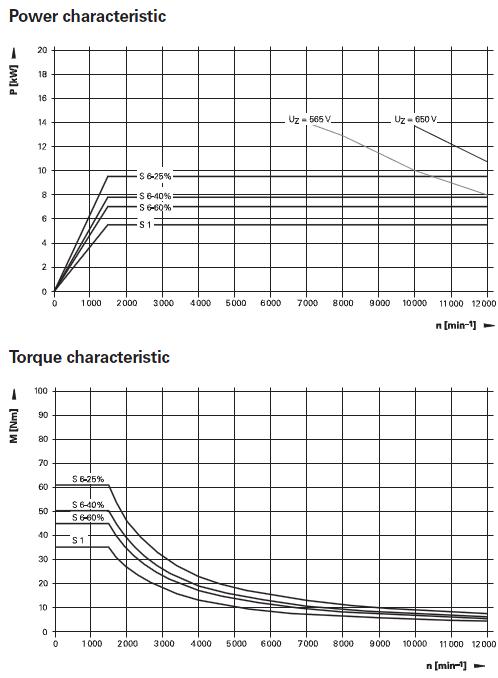
Widzimy tutaj z charakterystyki momentu, że utrzymuje się na stałym poziomie
aż do zakresu stałej mocy. Czyli w takim razie falownikiem i tak nie da się
zmienić momentu w tym zakresie, więc CHYBA nie da się rozpędzić półfabrykatu szybciej.
Poza tym jak wygląda sprawa sterowania obrotami napędu głównego kiedy jesteśmy w zakresie stałej mocy, koniecznego do podjęcia skrawania ?
Pozdrawiam
Widzimy tutaj z charakterystyki momentu, że utrzymuje się na stałym poziomie
aż do zakresu stałej mocy. Czyli w takim razie falownikiem i tak nie da się
zmienić momentu w tym zakresie, więc CHYBA nie da się rozpędzić półfabrykatu szybciej.
Poza tym jak wygląda sprawa sterowania obrotami napędu głównego kiedy jesteśmy w zakresie stałej mocy, koniecznego do podjęcia skrawania ?
Pozdrawiam
- 18 kwie 2010, 13:28
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Napęd główny tokarki
- Odpowiedzi: 9
- Odsłony: 5967
- 16 kwie 2010, 13:21
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Napęd główny tokarki
- Odpowiedzi: 9
- Odsłony: 5967
Napęd główny tokarki
Witam,
Mam takie pytanie:
Jeżeli jak napęd główny użyjemy silnika AC asynchronicznego, rozpędzimy już obrabiany półfabrykat do potrzebnej prędkości obrotowej, to co dalej dzieje się ze sterowaniem silnika ?
Wyłączany jest i załączany ponownie gdy obroty spadną poniżej wymaganej wartości czyli tzw. sterowanie histerezą, aby utrzymać założone obroty ? czy takie sterowanie nie niszczy urządzenia (ciągłe załączanie i wyłączanie) ?
Dziękuję za odpowiedzi.
Mam takie pytanie:
Jeżeli jak napęd główny użyjemy silnika AC asynchronicznego, rozpędzimy już obrabiany półfabrykat do potrzebnej prędkości obrotowej, to co dalej dzieje się ze sterowaniem silnika ?
Wyłączany jest i załączany ponownie gdy obroty spadną poniżej wymaganej wartości czyli tzw. sterowanie histerezą, aby utrzymać założone obroty ? czy takie sterowanie nie niszczy urządzenia (ciągłe załączanie i wyłączanie) ?
Dziękuję za odpowiedzi.






