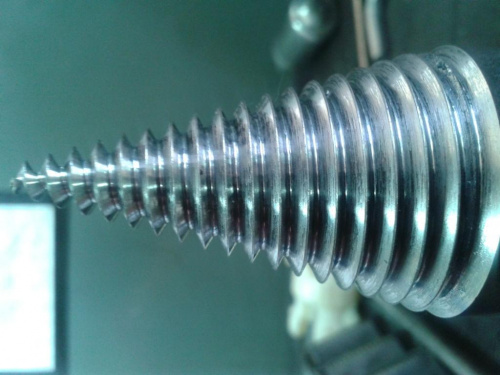
w ciągu paru ostatnich dni strugałem sobie takie detale
[youtube][/youtube]
toczyłem małymi naddatkami i dość dużymi obrotami z racji strasznie paciowatego materiału , jak widać bez chłodziwa narzedzie <kilku krotnie już napraawiane > zaraz grało jak tamburyn
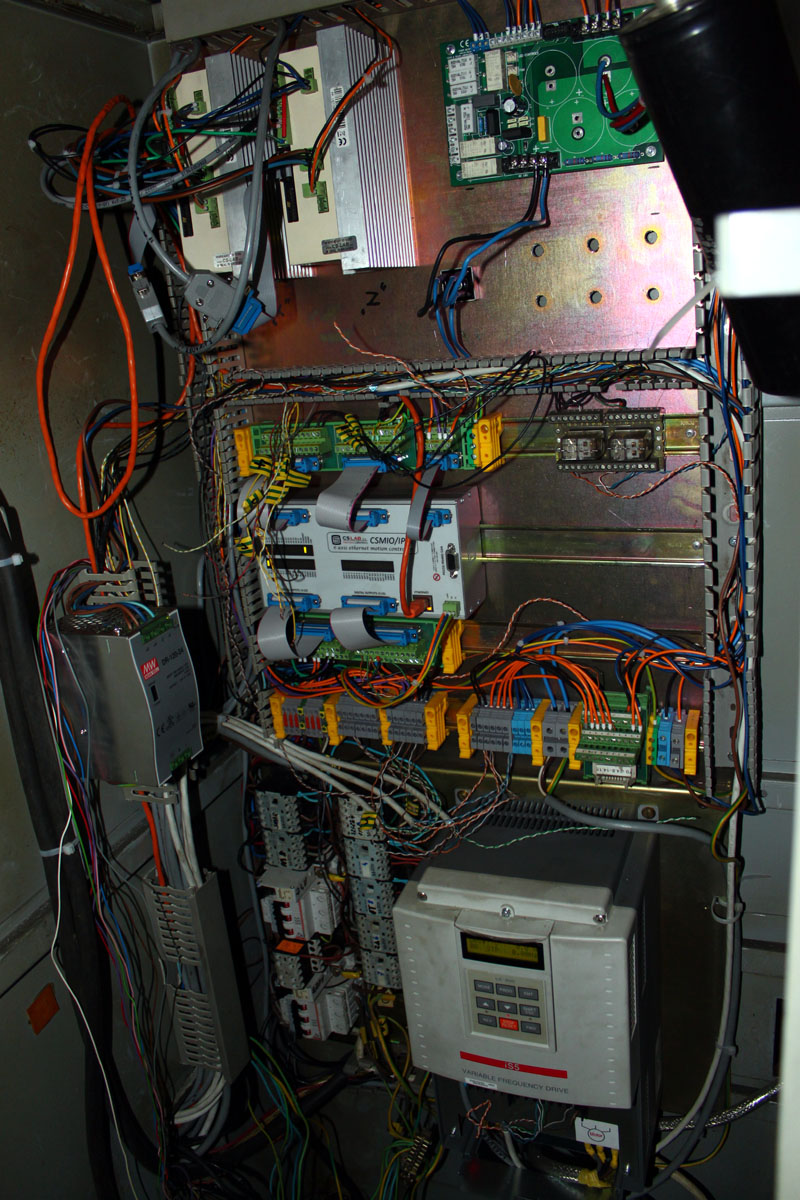
A tak wyglada szafa sterownicza tylko trzeba sobie obrucić fotki bo nie pomyślałem o tym fakcie
witam panowie i z radości że wreszcie mam gwintowanie chciałem się nim pochwalić
filmiki z gwintowania z wykorzystaniem enkodera , otóż efekt jest taki że narzędzie jest jak przyklejone do gwintu , nawet jak włączymy lewe obroty czy całkowicie wyłączymy wrzeciono to i tak narzędzie będzie podążało w bruździe
możemy nawet ręcznie kręcić wrzecionem i zarazem gwintować
Gwintowanie M16 1000 obrotów >>> proces trwa 21 sekund
[youtube] [/youtube]
Gwintowanie M16 800 obrotów
[youtube][/youtube]
Świeżo po uruchomieniu w fazie testów
[youtube][/youtube]
takie tam toczenie wieszaka do tłumika do punto gt
[youtube][/youtube]
Przetaczanie oprawek fryszerskich bt35 na iso 30 dxf zaczerpnięty z strony bisona pasuje idealnie
[youtube][/youtube]
chciałem się pochwalić że tokarka którą tu przedstawiałem jest 1 z 2 które pracują na sterownio CSMIO/IP-S CS-Lab
wczoraj do późnych godzin pracowaliśmy nad gwintowaniem z pozycjonowaniem z enkodera
I sukces mach3 z sterownikiem CSMIO/IP-S CS-Lab w pełni działa pod enkoderem
Narzędzie zawsze się wstrzeliwuje w gwint i nawet w przypadku wyłączenia wrzeciona czy też zmiany kierunku obrotu wrzeciona narzędzie ciągle podażą właściwą nitką.
Panowie z CS-Lab stanęli na wysokości zadania
W poniedziałek podrzucę filmik z pracy tokarki podczas gwintowania bo wczoraj radość nie pozwoliła na nagrania
Dodam że do gwintowania z enkodera służy dodatkowy moduł podłączany szyną danych do sterownika CSMIO/IP-S
Niedługo prawdopodobnie pojawi się gwintowanie na sztywno
I teraz żebym nie popełnił gafy w razie co poprawię
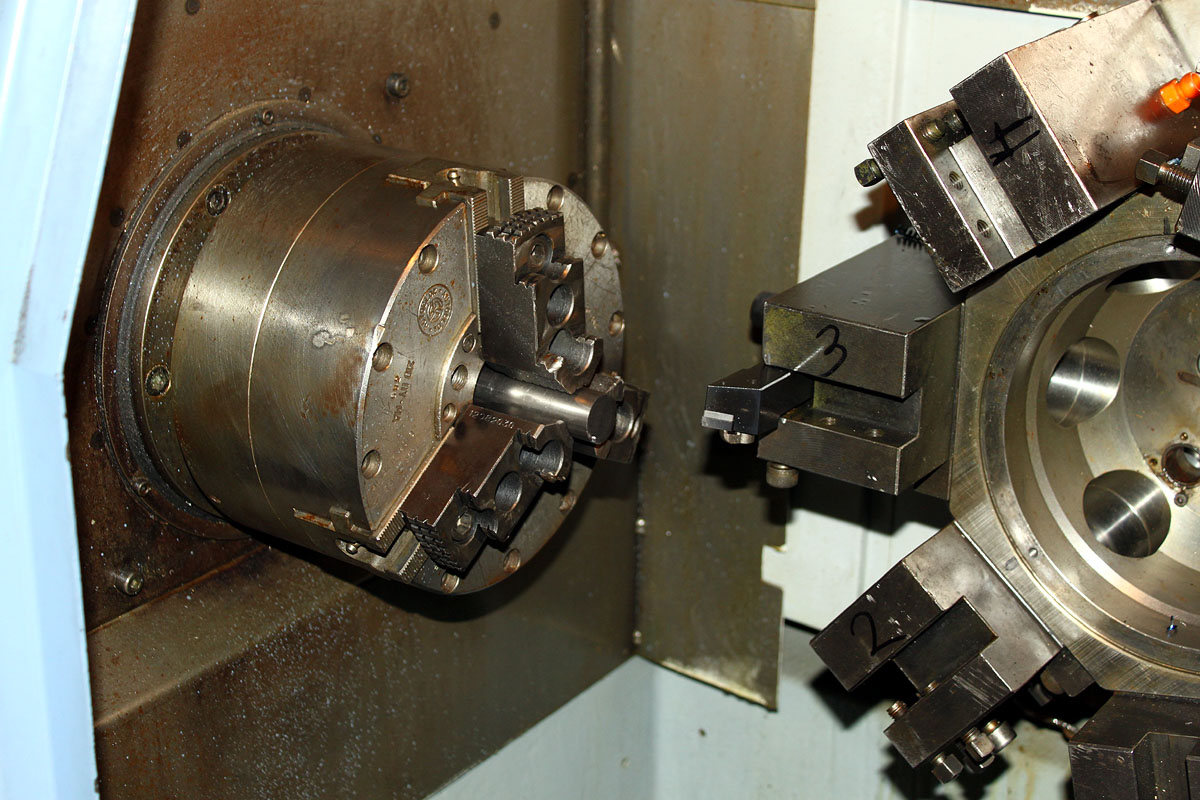
Tokarka to Galaxy PPL
Program sterujący jak widać na fot Mach3
Elektronika tak jak już pisałem dzieło kolegów CS-Lab
Silnik 7,kw przełożenie 1:1
Falownik LG 7.5kw
Serwa DC z tego co się orientuje niecały 1 kW >>> serwa oryginalne świetnie się sprawują
Posuwy w Z to 5m/min w X 2,5m/min
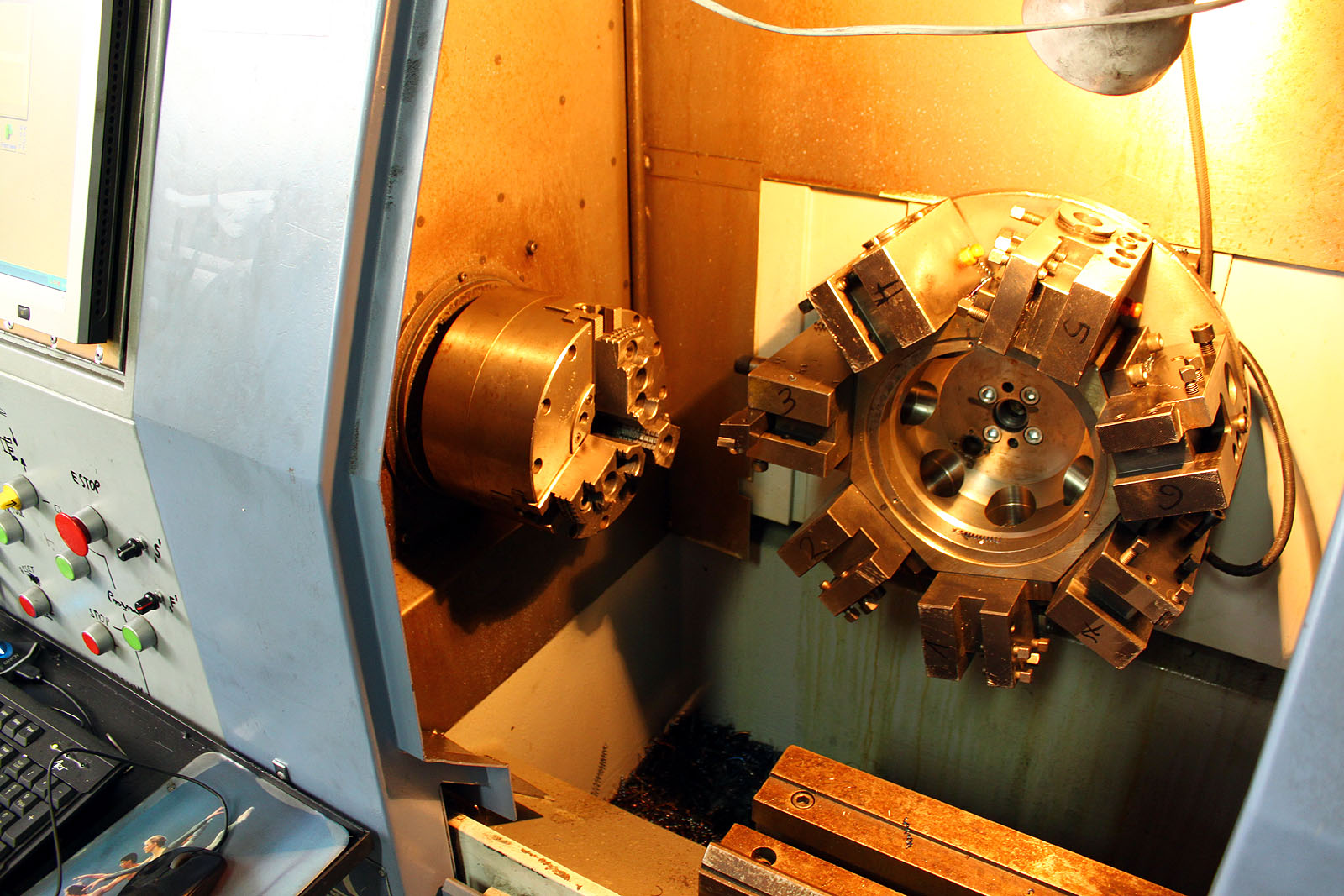
Zmieniarka jak widać 7 pozycyjna z możliwością zamontowania 14 narzędzi <7 na przodzie i 7 a tyle głowicy >
Tokarka ma już za sobą ponad 800 detali , elektronika jak i sam mach3 pracuje jak rasowa sterowanie cnc.
Praca maszyny jest stabilna i nie przejawia żadnych niepokojących zachowań.
>>> toczenie pod gwint M16 z fi 25 w 48 sekund , program zostanie przyspieszony bo to był 1 program puszczony na tej maszynie i był bardziej pokazówka i sprawdzeniem możliwości
A tu moja domowa zabawka i toczenie czołowe a dokładnie toczenie wpustu na 2400 linii g-codu
Jutro będziemy toczyć małe elementy to postaram się nagrać filmik , żałuje że dziś nie nagrałem toczenie rowków pod zabezpieczenia ale niestety nieraz niema czasu
A tu mam coś jeszcze , małe detale 3 sztuki za jednym mocowaniem
kolego już ci odpowiadam na tyle ile będę w stanie
Z starej maszyny pozostała tylko konstrukcja mechaniczna wraz z serwami które kiedyś pracowały chyba na coś koło 40 v i ponad 20A < musiałbym zerknąć na tabliczki>
Tymy serwami DC bezpośrednio sterują sterowniki ustawione na 20A <40A chwilowo i tu kontrola driwerów nad tym>ciągłego i 140V pracujące w standardzie step dir
Z serw zostały zdemontowane prądnice tachometryczne i założone enkodery z 10000impulsami na obrót
A co do stałej prędkości skrawania oczywiście mach świetnie to realizuje i działa u nas idealnie < falownik jest sterowany napięciem 0-10V z wyjścia analogowego głównego sterownik realizowanego jak usłyszałem 12 bitowym przetwornikiem cyfrowo analogowym o charakterystyce liniowej , dodam że nie konfiguruje się wo gule pwm nie przelicz stepów na obrót <dla wrzeciona>, tego niema bo plagin załatwia wszystko , porostu wklepuje się obroty i już jest
Wiele innych rzeczy wo gule nie trzeba ustawiać konfigurować i się męczyć bo wszystko załatwia główny sterowni i plagin <np jądro systemu czy pulse step czy dir>
A co do posuwów w machu można toczyć czy też gwintować w mm/obr ale ja od początku zabawy z własną mini tokarka opartej na mach3 jak i w pracy posuwy definiuje w mm/min
ze względu że bardziej jest to zrozumiałe dla reszty pracowników i powszechne ze względu że posiadamy frezarkę cnc a co za tym idzie używanie tego parametru jest dla nas bardziej wygodne
Wiem że w świecie tokarzy jest powszechny parametr mm/obr ale u nas to raczej niema sensu bo 1 detal może być produkowany z kilku rodzai stali i niema sensu dokładnie określać parametrów w mm/obr
W naszej maszynie panowie CS-Lab zamontowali 2 potencjometry analogowe do regulacji prędkości skrawania i obrotów wrzeciona wiec dzięki temu bajerowi działającemu płynnie i precyzyjnie dobranie parametrów to 10 sekund. Potem wystarczy nowe parametry skorygować w g cod i wio
A co do parametrów które przedstawiłem 500mm/min i 2200 obr to wygląda to tak że na razie nie mamy podglądu rzeczywistych obrotów a falownik do końca nie skonfigurowany wiec te 2200 obr mogą być naciągane i rzeczywiste mi wygląda na 1500obr
Z resztą to były testy masowej produkcji , sprawdzamy co maszyna potrafi , szczeki jeszcze nie przetoczone , trzeba łożyska wymienić na wrzecionie bo je słychać.
Wiec do max parametrów jeszcze daleko daleko
Od żółtych płytek odchodzimy na rzecz laminy crypto szybkościowej płytki która lepiej znosi małe naddatki rzędu 2 a 4 mm na średnicy z posuwami ok 500mm/min niż np jak pracowałem na manualnej tokarce nią z naddatkiem 10mm na średnicy z posuwem 300mm przy 1200obr , porostu płytka na dużych naddatkach traci okropnie szybko naroże i łamacz < wyciera się i łuszczy dziwnie>
A co do sterowania step dir na -10/+10 v to chyba CS-Lab coś ma , proszę do nich dzwonić i się dopytywać ja niestety nie mam kompetencji aby za nich odpowiadać
Mogę dodać że panowie się starają i nigdy nie było problemu z ich strony że nie wiedzą co począć gdy się pojawi problem, przeważnie wystarczy telefon i instrukcja jak dokonać np zmian w ich paginie jest w 2 minuty
Dodam że ich sterowanie jest tak rozbudowane że dodanie czego kolwiek nie jest problemem np jog czy dodatkowe przyciski na panelu sterowania
Ale dość chwalenia w poniedziałek zdjęcia i filmiki jak to lata
Jeszcze jedno kolega mówi o frezarce , tu panowie z CS-Lab mają bardzo dużo wiedzy więc ich polecam
Chciałbym napisać parę słów o tym sterowaniu, otóż w firmie w której pracuje zakupiono kilka starych tokarek cnc na archaicznym sterowaniu.
Tokarki zostały ocenione i stwierdziliśmy że programem sterującym będzie mach3 , lecz pozostała kwestia sterowników i całej reszty elektroniki.
W necie kolega znalazł firmę CS-Lab która dostarczyła nam sterowniki silników i główny sterownik. Firma ta okablowała nam cała płytę szafy sterowniczej i skonfigurowała sterowniki.
Dziś rozpoczęliśmy pierwsze test maszyny w obróbce masowej i mogę spokojnie powiedzieć że panowie z CS-Lab odwalili kawał dobrej roboty.
Ich elektronika jest w bardzo ciekawy sposób zintegrowana z samym machem za pomocą specjalnego pluginu i tak każde usterki czy przeciążenia napędów i sterownia są przesyłane do macha co skutkuje natychmiastowym zatrzymaniem maszyny.
Sam mach pracuje w bezpieczniejszy sposób dzięki kilku dodatkowym zabezpieczeniom i unowocześnieniom.
Bazowanie maszyny zostało oparte na enkoderach i krańcówkach mechanicznych.
Maszyna pracuje płynnie przy bardzo dużych prędkościach toczenia , dziś toczyliśmy z posuwami 500mm/min i z obrotami 2200 przy naddatku 2mm płytkami laminy crypto podwójnie powlekanymi .
Efekt naprawdę naprawdę zabójczy
Jutro lub w poniedziałek zapodam kilka fotek i filmik z pracy tokarki bo dziś podniecenie nie dało na to czasu.