



A przezbrajając z powrotem na toczenie trzeba zdjąć imadło, usunąć narzędzie z wrzeciona, założyć na powrót obrotnicę ustawiając szufladkę sanek narzędziowych (najlepiej za pomocą zegara) równolegle do osi łoża, bo inaczej kręcąc ewentualnie szufladką będziemy robić stożek, zamontować uchwyt tokarski na wrzeciono...
Upierdliwe to zwłaszcza jak trzeba operacje toczenia i frezowania wykonywać po sobie w kolejnych zabiegach przy wykonywaniu detalu... czas, tak na oko, minimum kilka-kilkanaście minut jeśli mamy wszystko pod ręką... nie licząc wq....
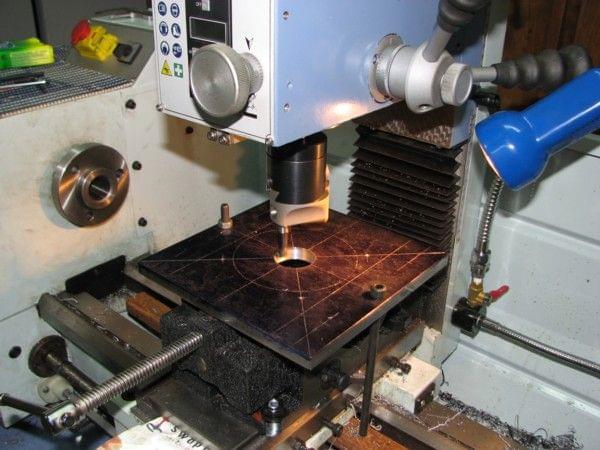
Ale najgorsze jest to, że bez zamontowanego na tokarce DRO(lub przynajmniej long czujnika zegarowego) nie uzyskasz dokładnego wymiaru kręcąc korbą od wzdłużnego. A, i zapomniałem jeszcze wcześniej dodać, że napęd bezpośredni wrzeciona mimo przekładni L/H z silnikiem DC (z regulacją obrotów sterownikiem), raz że ma mały moment na małych obrotach co ogranicza średnice narzędzia i parametry skrawania, to jeszcze się wtedy mocno grzeje grożąc nawet spaleniem przy większym obciążeniu i dłuższej pracy, trzeba stosować obce chłodzenie. Możesz poczytać... mniejsze-zlo-czyli-chinski-sprzet-t63040.html
Nie radzę Ci kupowania kombajnu do takiego zastosowania, i wiem co mówię(vide-link wyżej).
To już o niebo lepiej kupić małą osobną frezarkę z mechaniczną skrzynką prędkości wrzeciona, najlepiej z gniazdem wrzeciona minimum Mk-4(na który jest sporo dość tanich narzędzi na wyprzedażach), lub typowym gniazdem 7:24 (BT i inne)
Zresztą jakby dobrze poszukać, to różnica kosztu kombajnu, a tokarki i frezarki osobno, nie będzie aż tak wielka...
 ) co nie pozwala na grubszą obróbkę.
) co nie pozwala na grubszą obróbkę.





