



Znaleziono 7 wyników
Wróć do „Rysy i fałdy na obrabianym materiale”
- 03 paź 2018, 14:26
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Rysy i fałdy na obrabianym materiale
- Odpowiedzi: 54
- Odsłony: 6643
Re: Rysy i fałdy na obrabianym materiale
Oczywiście zakładamy, że wysokość do osi toczenia jest Ok?
- 02 paź 2018, 22:23
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Rysy i fałdy na obrabianym materiale
- Odpowiedzi: 54
- Odsłony: 6643
Re: Rysy i fałdy na obrabianym materiale
Jaki jest promień wierzchołka płytki?
- 29 wrz 2018, 10:45
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Rysy i fałdy na obrabianym materiale
- Odpowiedzi: 54
- Odsłony: 6643
Re: Rysy i fałdy na obrabianym materiale
Słuszne spostrzeżenie...Czyli Vc=37
.... minimalne Vc to 100 dla tych DCGT koloroy itp. w alu, poniżej tego trochę pchasz materiał raczej niż tniesz, i też dlatego mogą powstawać takie koleiny
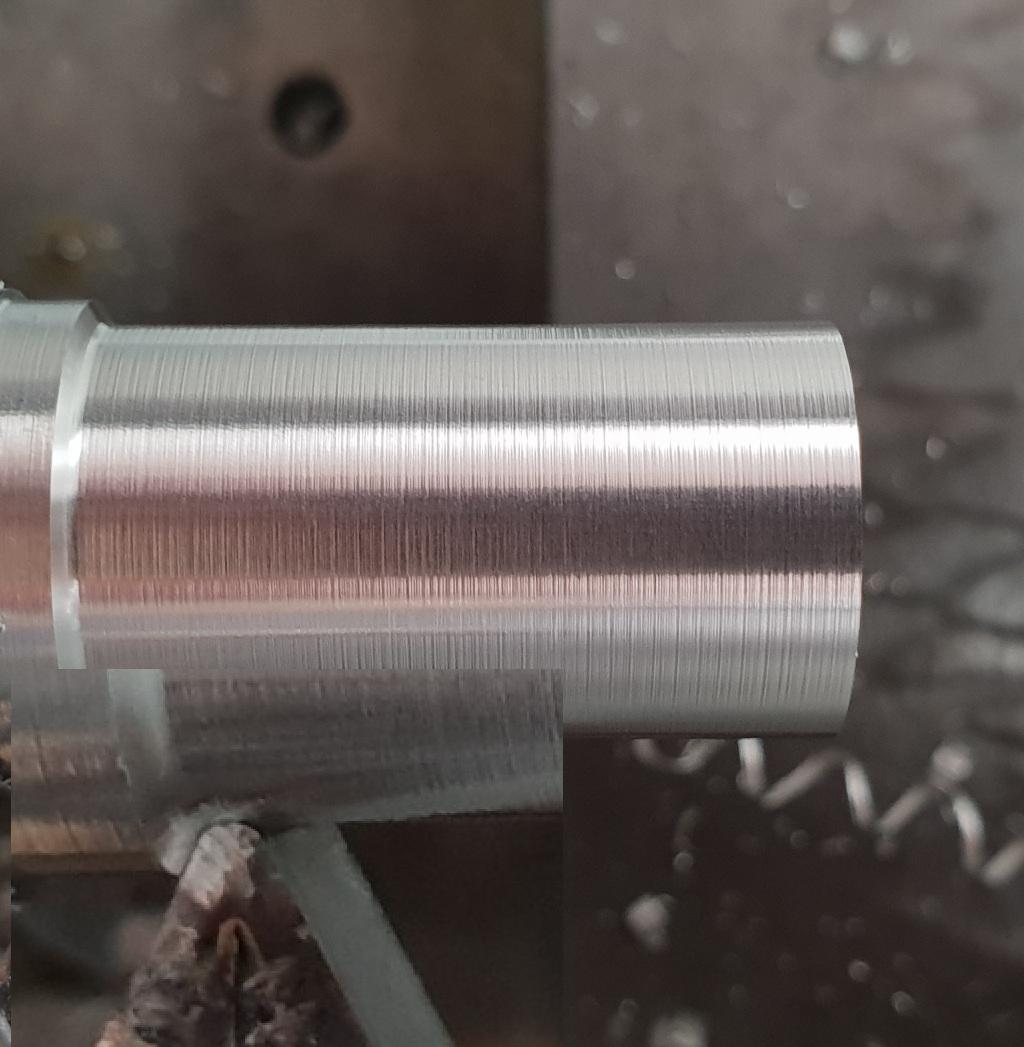
jest - silumin(tłok) jest dość twardy, stąd taki krótki wiór przy małym ap nawet bez chłodzenia (w miękkim byłoby trochę gorzej) ale z pewnością duża Vc pomaga w usuwaniu z powierzchni natarcia pomimo wyższej temperatury.takie są moje wióry z alu przeważnie (Nie wiem, może to jakaś to też jest wskazówka)
Płytka wtórnie ostrzona, więc o ile pierwotnie miała jakąś powłokę to ostrzenie ją usunęło przynajmniej z krawędzi i powierzchni przyłożenia (bo tak pewnie była ostrzona), co nieco pogorszyło jej parametry...
- 29 wrz 2018, 09:14
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Rysy i fałdy na obrabianym materiale
- Odpowiedzi: 54
- Odsłony: 6643
Re: Rysy i fałdy na obrabianym materiale
Kolego Avalyach, a na jakiej maszynie to toczyłeś? (jak jej kondycja?)
i nie wygląda na to że zasłania go wiór, ale przyjrzyj się w realu...
Przy próbie spróbuj bez chłodzenia i z chłodzeniem. Z własnego doświadczenia wiem, że różnica w spływie wióra jest kolosalna nawet przy właściwie dobranym(kąt natarcia) ostrzu. A zwłaszcza, jak napisałem wcześniej, przy przecinaniu. Nawet wkroplenie tylko kilku kropli oleju (zamiast ciągłego chłodzenia emulsją czy alkoholem) znacząco polepsza proces i zmniejsza ryzyko zatorów a przez to ewentualnego uszkodzenia cienkiego przecinaka (proszę sobie spróbować przy okazji, i porównać).
Niektóre gatunki aluminium, zwłaszcza te czyste bez domieszek stopowych, mniej wytrzymałe mechanicznie(nieutwardzane zgniotowo czy wydzielinowo) mają gorsze własności skrawalne właśnie przez dużą adhezję do powierzchni narzędzia, co sprzyja tworzeniu szkodliwych dla procesu skrawania narostów. Inna para kaloszy to ekstradycja wiórów.
Sliluminy za to, z racji zawartości twardego krzemu wymagają większej energii w procesie obróbki.
Poniżej kilka informacji o skrawalności
http://forumaluminium.pl/pl/forum/8/topic=67
http://info.grafen.ippt.pan.pl/bazy/baz ... topow.html
i parametrach skrawania (oczywiście trzeba wziąć pod uwagę, że zalecenia te odnoszą się do warunków produkcyjnych na sztywnych komercyjnych maszynach, przez co dla naszych amatorskich trzeba przyjąć stosowne proporcje)
http://info.grafen.ippt.pan.pl/bazy/baz ... cznej.html
faktycznie, kolega rdarek ma rację, jak się dobrze przyjrzeć zdjęciu to cały promień wierzchołka jest ukruszony,jak dobrze widzę to ostrze masz w tej płytce ukruszone
i nie wygląda na to że zasłania go wiór, ale przyjrzyj się w realu...
Przy próbie spróbuj bez chłodzenia i z chłodzeniem. Z własnego doświadczenia wiem, że różnica w spływie wióra jest kolosalna nawet przy właściwie dobranym(kąt natarcia) ostrzu. A zwłaszcza, jak napisałem wcześniej, przy przecinaniu. Nawet wkroplenie tylko kilku kropli oleju (zamiast ciągłego chłodzenia emulsją czy alkoholem) znacząco polepsza proces i zmniejsza ryzyko zatorów a przez to ewentualnego uszkodzenia cienkiego przecinaka (proszę sobie spróbować przy okazji, i porównać).
Niektóre gatunki aluminium, zwłaszcza te czyste bez domieszek stopowych, mniej wytrzymałe mechanicznie(nieutwardzane zgniotowo czy wydzielinowo) mają gorsze własności skrawalne właśnie przez dużą adhezję do powierzchni narzędzia, co sprzyja tworzeniu szkodliwych dla procesu skrawania narostów. Inna para kaloszy to ekstradycja wiórów.
Sliluminy za to, z racji zawartości twardego krzemu wymagają większej energii w procesie obróbki.
Poniżej kilka informacji o skrawalności
http://forumaluminium.pl/pl/forum/8/topic=67
http://info.grafen.ippt.pan.pl/bazy/baz ... topow.html
i parametrach skrawania (oczywiście trzeba wziąć pod uwagę, że zalecenia te odnoszą się do warunków produkcyjnych na sztywnych komercyjnych maszynach, przez co dla naszych amatorskich trzeba przyjąć stosowne proporcje)
http://info.grafen.ippt.pan.pl/bazy/baz ... cznej.html
- 28 wrz 2018, 11:37
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Rysy i fałdy na obrabianym materiale
- Odpowiedzi: 54
- Odsłony: 6643
Re: Rysy i fałdy na obrabianym materiale
Fakt, że na wiotkiej maszynie (może jeszcze z jakimi luzami) różnicy można nie zauważyć (tu zwracam honor Koledze), a zdjęcia jak najbardziej - będą nauką dla nas wszystkich....
- 28 wrz 2018, 11:07
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Rysy i fałdy na obrabianym materiale
- Odpowiedzi: 54
- Odsłony: 6643
Re: Rysy i fałdy na obrabianym materiale
Oczywiście że jest. Kąt natarcia. Jak uważnie przeanalizujesz materiały ktore Ci podesłałem to sam zauważysz, że jakość powierzchni zależy w dużej mierze także od geometrii części skrawającej.malyex pisze: ↑27 wrz 2018, 21:31Też myślałem, że płytka do stali bez problemu poradzi sobie z alu, ale skoro stal wychodzi o.k., a alu nie, to pewnie coś w tym jest.
Inna sprawa, że aluminium tak wychodzi tylko na automatycznym posuwie, jak "jadę ręcznie" to problem znika. W stali na automatycznym i ręcznie wychodzi o.k.
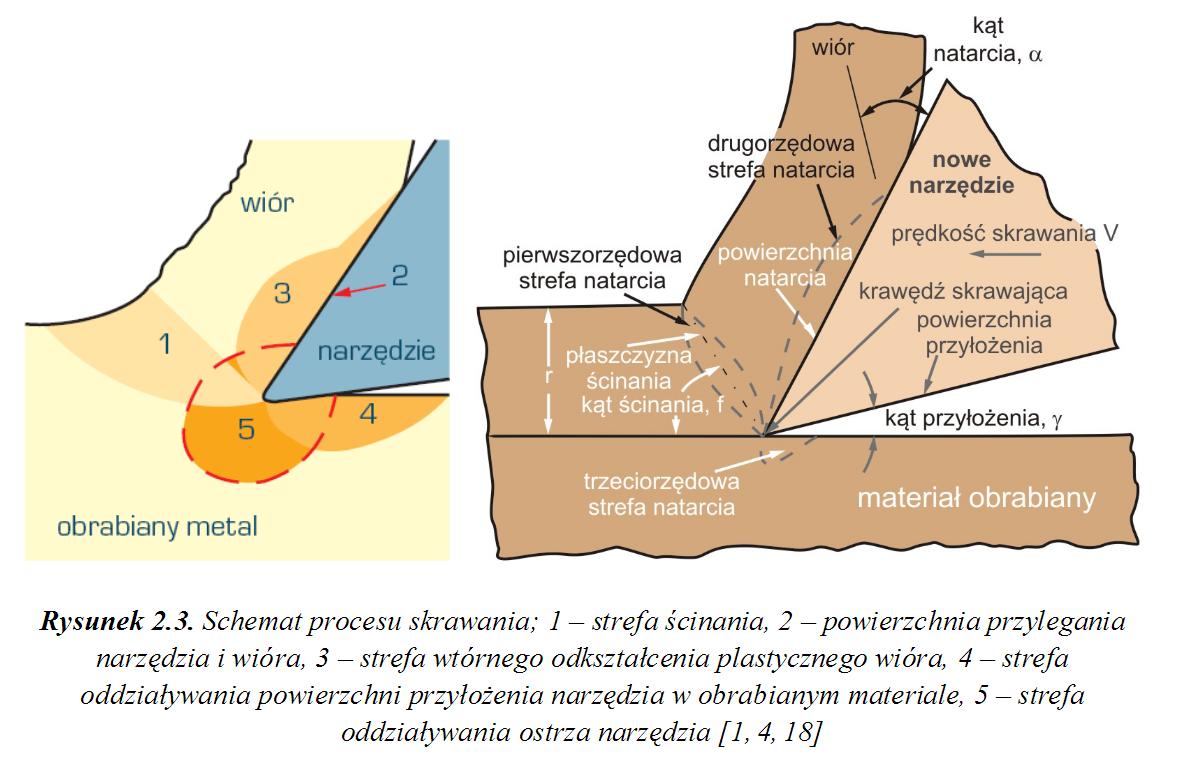
Duży kąt natarcia powoduje lepszy/szybszy spływ wióra. Smarowanie go jeszcze poprawia, i dodatkowo obniża temperaturę w obrębie tworzenia wióra co zmniejsza jego adhezję(przylepianie) do powierzchni ostrza w drugorzędowej strefie natarcia 2(strefie nalepiania i poślizgu) - a alu jest dość wredne pod tym względem
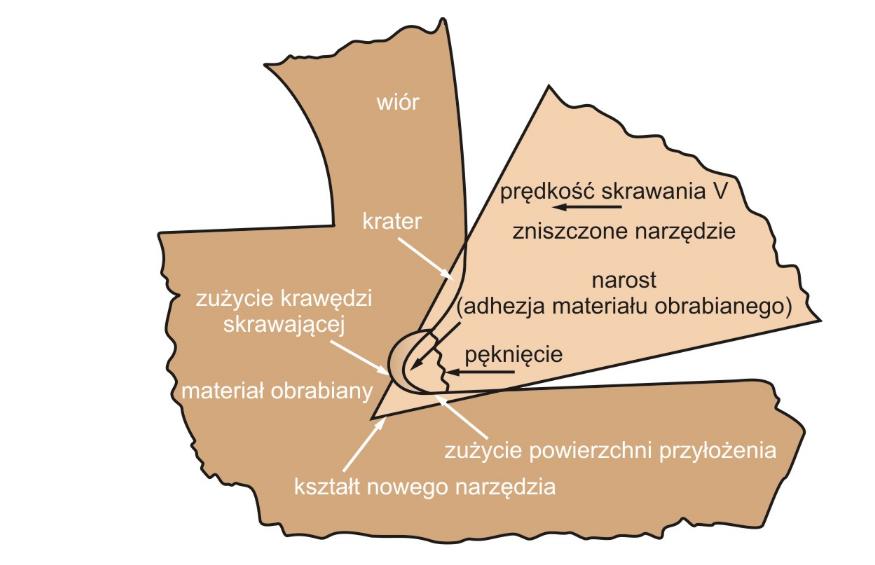
Smarowanie także zmniejsza tendencje do powstawania powodującego żłobienie powierzchni i urywającego się co pewien czas (i tworzącego dropy - widać to na filmie) narostu.
A już bezwzględnie powinno się smarować przy głębokim przecinaniu, gdy usuwanie wióra ze szczeliny jest utrudnione a wraz z głębokością maleje prędkość skrawania Vc.
Z tego też miedzy innymi powodu(adhezja) stosuje się powlekanie ostrzy powłokami ją utrudniającymi (np tlenki glinu, tytanu, innych metali, czy ceramiką)
Reasumując - większy kąt natarcia zmniejsza opory skrawania, co wbrew temu co twierdzi kol. Avalyah jest bardzo ważne zwłaszcza dla obróbki na naszych małych maszynkach.
Z tego też powodu płytki CCGT są dla aluminium (i innych miękkich metali) lepsze niż te do stali, które ze względu na twardszy materiał (mógłby wykruszać bardzo ostrą, spiczastą a przez to mniej wytrzymałą krawędź) mają mniejszy kąt natarcia, a często jeszcze ochronną ujemną mikrofazę krawędzi skrawającej


http://koledzypofachu.pl/index.php/opis ... ii-plytek/
i przez to generuje większe opory skrawania co przekłada się na proces skrawania i spływu wióra.
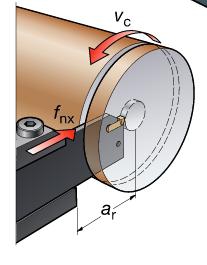
Dla zobrazowania poniżej porównanie wpływu dodatniego i ujemnego kąta na proces powstawania wióra (i opory skrawania)
poprzez analogie możemy sobie wyobrazić proces przy mniejszym i większym kącie natarcia.
To dlatego w stali Ci skrawało dobrze, ale już w aluminium kicha.
Także przy posuwie mechanicznym szło gorzej bo prędkość skrawania Vc była jednostajna, przez co powstawał duży narost psując powierzchnię. Przy posuwie ręcznym nie da się utrzymać stałego Vc (równo przesuwać), więc zmienne Vc urywało szybciej narost nie pozwalając mu narosnąć i powierzchnia wyszła nieco lepsza (także chatter mniejszy)
Lepiej też wychodzi nieraz przy toczeniu stalkami z zaszlifowanym bardzo dużym katem natarcia/rowkiem wiórowym (powyżej 15-18°),


bo w odróżnieniu od kruchego z racji ziarnistej struktury węglika nie musimy za bardzo obawiać się o wytrzymałość cienkiego spiczastego ostrza przy miękkim materiale (ale w stali już nie będzie tak różowo).
Co prawda ostrą krawędź skrawającą powinniśmy lekko zatępić osełką, ale to ze względu na szczerbatość ostrza po szlifowaniu
prosba-o-pomoc-nozyk-skladany-12x12-t88172-10.html
Można by tu pisać długo, szczegółowe opisy zjawisk występujących w czasie skrawania znajdziecie np tu http://www.openaccesslibrary.com/vol12015/1.pdf
http://www.dbc.wroc.pl/Content/24703/RO ... a_popr.pdf
- 27 wrz 2018, 14:06
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Rysy i fałdy na obrabianym materiale
- Odpowiedzi: 54
- Odsłony: 6643
Re: Rysy i fałdy na obrabianym materiale
Kolego pokaż te noże, domyślam się chyba przyczyny ale chciałbym się upewnić, będzie można na podstawie zdjęć wskazać konkretne błędy w tym przypadku
A wracając do kwestii to przyczyny mogą być jak poniżej:
• ze względu na narzędzie skrawające:
- źle dobrany rodzaj noża, (do kolorowych b. dobre są odpowiednio zaszlifowane stalki HSS)
- niewłaściwa wysokość krawędzi skrawającej do osi toczenia, daleko wystawiony z imaka nóż,
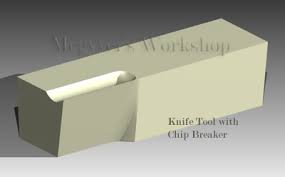
- niewłaściwa geometria części skrawającej noża (niewłaściwy kąt natarcia/brak rowka wiórowego, kąt przyłożenia, czy kąt przystawienia)
- powstające na ostrzu narosty psujące powierzchnię, potęgowane złą geometrią ostrza i brakiem smarowania,
- brak smarowania (ułatwia spływanie wióra z pow. natarcia i ogranicza powstawanie narostów),
• ze względu na mocowanie w uchwycie:
- daleko wysunięty ze szczęk, cienki(wiotki) materiał, toczony bez podparcia kłem konika,
• ze względu na obrabiarkę: (stwierdzenie "tokarka jest raczej stabilna.." nic nam nie mówi)
- luzy śrub sań poprzecznych/narzędziowych
- luzy na jaskółkach szufladek sań poprzecznych/narzędziowych,
• niewłaściwe parametry skrawania (tu jednak większość ustawień nie powinna mieć aż takiego wpływu na jakość powierzchni po obróbce, musiały by być baaardzo ekstremalne)
Jeśli nie masz doświadczenia w skrawaniu i użytkowaniu tokarki (jak my wszyscy na początku) to polecam Ci zapoznać się z tym materiałem https://www.google.com/url?sa=t&rct=j&q ... Pf9uh6j_bK
napisanym przeze mnie właśnie dla adeptów 'wiórotwórstwa", znajdziesz tam m/innymi wiele odpowiedzi w tej kwestii.
http://pfmrc.eu/index.php/topic/58564-j ... alu/page-9 (tu m/in o wpływie geometrii części skrawającej i ustawieniu noża na jakość powierzchni)
drgania-halas-luz-na-wrzecionie-t67671.html
slaba-jakosc-toczenia-t57322.html
jak-powstaje-powierzchnia-typu-rybia-luska-t85408.html)
W razie wątpliwości - pytaj...
A i jeszcze jedno - jeśli chcesz bardziej poważnie podziałać na tokarce to koniecznie postaraj się o czujnik zegarowy(lub diatest) z podstawą, najlepiej magnetyczną np. na ALL
/kategoria/przyrzady-pomiarowe-czujniki-zegarowe-i-uchylne-121500?order=p
bo bez niego ani rusz, nie ustawisz(sprawdzisz) bicia detalu czy wrzeciona, nie sprawdzisz także wielkości luzów liniowych w tokarce przed i po regulacjach, i wielu innych. Choćby najprostszy jest po prostu tokarzowi niezbędny...
A wracając do kwestii to przyczyny mogą być jak poniżej:
• ze względu na narzędzie skrawające:
- źle dobrany rodzaj noża, (do kolorowych b. dobre są odpowiednio zaszlifowane stalki HSS)
- niewłaściwa wysokość krawędzi skrawającej do osi toczenia, daleko wystawiony z imaka nóż,
- niewłaściwa geometria części skrawającej noża (niewłaściwy kąt natarcia/brak rowka wiórowego, kąt przyłożenia, czy kąt przystawienia)
- powstające na ostrzu narosty psujące powierzchnię, potęgowane złą geometrią ostrza i brakiem smarowania,
- brak smarowania (ułatwia spływanie wióra z pow. natarcia i ogranicza powstawanie narostów),
• ze względu na mocowanie w uchwycie:
- daleko wysunięty ze szczęk, cienki(wiotki) materiał, toczony bez podparcia kłem konika,
• ze względu na obrabiarkę: (stwierdzenie "tokarka jest raczej stabilna.." nic nam nie mówi)
- luzy śrub sań poprzecznych/narzędziowych
- luzy na jaskółkach szufladek sań poprzecznych/narzędziowych,
• niewłaściwe parametry skrawania (tu jednak większość ustawień nie powinna mieć aż takiego wpływu na jakość powierzchni po obróbce, musiały by być baaardzo ekstremalne)
Jeśli nie masz doświadczenia w skrawaniu i użytkowaniu tokarki (jak my wszyscy na początku) to polecam Ci zapoznać się z tym materiałem https://www.google.com/url?sa=t&rct=j&q ... Pf9uh6j_bK
napisanym przeze mnie właśnie dla adeptów 'wiórotwórstwa", znajdziesz tam m/innymi wiele odpowiedzi w tej kwestii.
http://pfmrc.eu/index.php/topic/58564-j ... alu/page-9 (tu m/in o wpływie geometrii części skrawającej i ustawieniu noża na jakość powierzchni)
drgania-halas-luz-na-wrzecionie-t67671.html
slaba-jakosc-toczenia-t57322.html
jak-powstaje-powierzchnia-typu-rybia-luska-t85408.html)
W razie wątpliwości - pytaj...
A i jeszcze jedno - jeśli chcesz bardziej poważnie podziałać na tokarce to koniecznie postaraj się o czujnik zegarowy(lub diatest) z podstawą, najlepiej magnetyczną np. na ALL
/kategoria/przyrzady-pomiarowe-czujniki-zegarowe-i-uchylne-121500?order=p
bo bez niego ani rusz, nie ustawisz(sprawdzisz) bicia detalu czy wrzeciona, nie sprawdzisz także wielkości luzów liniowych w tokarce przed i po regulacjach, i wielu innych. Choćby najprostszy jest po prostu tokarzowi niezbędny...






