Z nacinaniem gwintu na słabosilnikowych tokareczkach jest tak - im większa średnica
Dm nacinanego gwintu - tym większa prędkość skrawania
vc a tym samym opory toczenia (przy stałych obrotach - zgodnie ze wzorem
Prędkość skrawania
vc (m/min)


co łącznie z wielkością parametru głębokości skrawania
ap i wartości posuwu na obrót
fn przekłada się na zapotrzebowanie na moc
Pc:
Moc skrawania netto
Pc (kW)

gdzie:
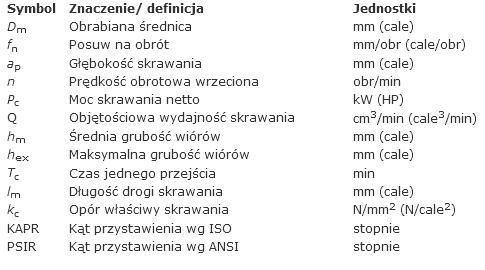
Oczywiście cechy materiału czyli opór właściwy skrawania
kc(czyli w dużym uproszczeniu twardość, ciągliwość) także ma duży wpływ na zapotrzebowanie mocy, ale my dla porównania wartości
Pc dla różnych średnic
Dm przyjmujemy
n,
kc,
fn i
ap = constans
Opory wzrastają też wraz ze wzrostem nacinanego skoku, gdyż wzrasta długość czynnej linii styku ostrza z materiałem (wielkość zarysu), ale można temu przeciwdziałać redukując tę długość poprzez stosowanie odpowiedniej techniki nacinania (sposób
0° generuje największe opory)
https://www.cnc.info.pl/topics89/gwinty-vt32777,20.htm


Jak więc widzimy nie możemy zwiększać teoretycznie w nieskończoność średnicy nacinanego gwintu bo w pewnym momencie opory toczenia przekroczą wartość dostarczonej wrzecionu mocy (a w zasadzie momentu obrotowego
Mo)
W praktyce małych słabonapedowych tokareczek hobbystycznych wartość
Mo zależy także od rodzaju zastosowanego napędu - tu tokarki ze stałoobrotowymi silnikami i pośrednimi wielostopniowymi przekładniami pasowymi o dużym przełożeniu (lub przekładniami zębatymi we wrzecienniku jak np w LD 550) są dużo lepszym rozwiązaniem - są dużo "mocniejsze" niż maszynki z bezpośrednim napędem pasowym i regulowanymi elektronicznie obrotami silników o podobnej mocy.










