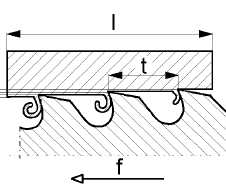
To ideał, ale często w praktyce nie ma wyjścia, dobrze jak są chociaż dwa, a w każdym razie nie 4/", więc dobrze że chociaż trochę drobniejsze 28/" czy nawet 14/" ...supchem pisze:na grubość ciętego materiału powinno przypadać conajmniej 3 - 6 zębów.
http://www.wz-narzedzia.pl/wz/brzeszczo ... x-28z.html ( http://www.wz-narzedzia.pl/wz/brzeszczo ... ynowe.html )
http://www.wz-narzedzia.pl/wz/brzeszczo ... x-26z.html
http://www.wz-narzedzia.pl/wz/brzeszczo ... x-24z.html
http://www.wz-narzedzia.pl/wz/brzeszczo ... 0-18z.html
http://allegro.pl/brzeszczot-maszynowy- ... oty-147670
http://allegro.pl/brzeszczot-maszynowy- ... oty-147670
drobniejszych nie znalazłem... (
i nie wiem czy dla 400-tki u nas znajdzie..)