



melonmelon pisze:ja tam konserwatywny w tym temacie jestem
Znaleziono 5 wyników
- 09 kwie 2016, 19:24
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Prostowanie wałka
- Odpowiedzi: 21
- Odsłony: 5599
- 09 kwie 2016, 09:56
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Prostowanie wałka
- Odpowiedzi: 21
- Odsłony: 5599
Są tam zawarte dwie informacje:IMPULS3 pisze:ale to nadal nie daje odpowiedzi jak prostować
- pierwsza, że metoda chłodzenia w dwu temperaturach znacząco zmniejsza odkształcenia,
- druga (o która kolega pyta), prostowania jeszcze na gorąco, kiedy temperatura powierzchni i środka materiału ma tę samą wartość co wyrównuje naprężenia, przed "dohartowaniem" ostatecznym materiału (w czasie którego pojawia się martenzyt),
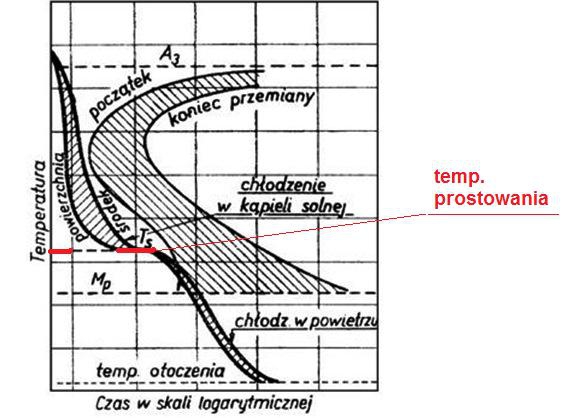
(dla porównania temperatury powierzchni (p) i środka(r) przy hartowaniu dwustopniowym (a,) i jednostopniowym (b,)
a,)

b,)

o naprężeniach
http://www.labmat.pw.plock.pl/metal/pdf/w-9.pdf
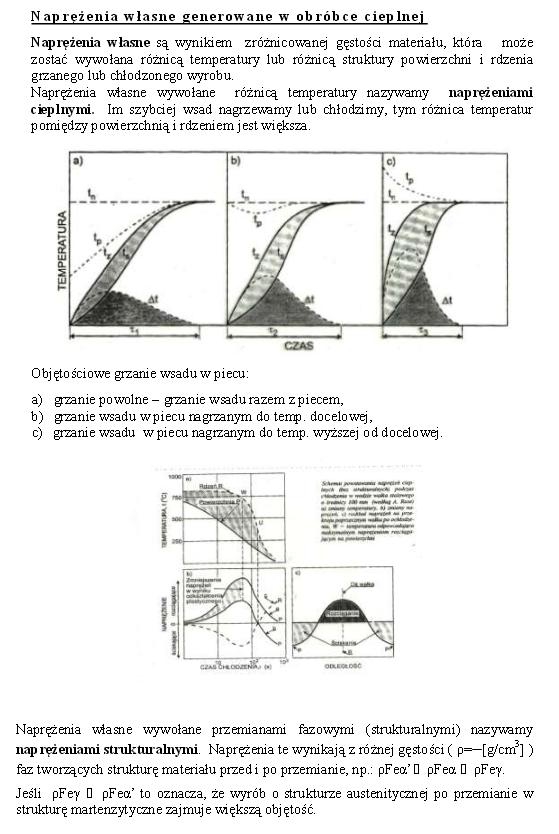
Hartowanie „ Ausbay „(dwustopniowe) jest procesem hartowania martenzytycznego złożonym z dwóch etapów chłodzenia. Pierwszy etap przebiega z prędkością równą lub większą od prędkości krytycznej i jest kontynuowany do temperatury występowania „ klina ” na krzywej CTP ( pod charakterystycznymi noskami na krzywej CTP), np.: 540oC. Jest to obszar znajdujący się powyżej temp. Ms, w którym następuje wyrównanie temperatur na przekroju obrabianego elementu (powierzchnia – rdzeń) w czasie nie przekraczającym czasu trwałości austenitu. Następny etap to dalsze chłodzenie z przejściem przez temperaturę Ms i zapewnienie w ten sposób niemal jednoczesnej przemiany martenzytycznej w całym przekroju obrabianego elementu.
Taki sposób prowadzenia etapu chłodzenia minimalizuje naprężenia i odkształcenia, zapewniając uzyskanie właściwości mechanicznych (twardość, wytrzymałość na rozciąganie, wytrzymałość na kruche pękanie itd.) odpowiadających uzyskiwanym za pomocą konwencjonalnego hartowania, ale z wyraźnym ograniczeniem ryzyka wystąpienia pęknięć hartowniczych.
Nie będę tu rozwijał wątku, bo w necie bez problemu znajdą koledzy mnóstwo opracowań na ten temat jeśli ktoś zechce się weń zagłębiać..
http://www.im.mif.pg.gda.pl/download/ma ... czanie.pdf
http://mailgrupowy.pl/shared/resources/ ... arzedziowe
http://www.stalnierdzewna.com/baza-wied ... artowania/
https://notatek.pl/hartowanie-stopniowe ... wanie#gref
Istnieje jeszcze jedna, mało znana metoda usuwania naprężeń przy hartowaniu, o której pisze kolega melonmelon - wibracyjna..
http://pubserv.uprp.pl/publicationserve ... 1279B1.pdf
Edit. Chyba tu znajdą koledzy meritum... (zwłaszcza rozdz. 1.5; 4.6; 4.6.3; 5.; 5.4 )
http://www.bc.pollub.pl/Content/573/technologia.pdf
http://zasada.zut.edu.pl/m1-31/Skawinsk ... maszyn.pdf
http://simr.pw.edu.pl/var/wwwglowna/sto ... f9a3e1.pdf (12.3; itd...)
- 08 kwie 2016, 12:17
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Prostowanie wałka
- Odpowiedzi: 21
- Odsłony: 5599
- 05 kwie 2016, 11:14
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Prostowanie wałka
- Odpowiedzi: 21
- Odsłony: 5599
Teoretycznie tak. Ale w praktyce może się zdarzyć, że materiał w trakcie o.c. "rzuci" aż tyle, że pozostawiony na obróbkę wykańczającą naddatek nie wyda, wtedy trzeba prostować.
Dlatego planując produkcję większej serii lub masową danego detalu, dla sprawdzenia teorii robi się fizycznie próby technologiczne by ewentualnie skorygować technologię wykonania/wymiary przygotówek..
Przy pojedynczych egzemplarzach trzeba proces korygować doraźnie.
Dlatego planując produkcję większej serii lub masową danego detalu, dla sprawdzenia teorii robi się fizycznie próby technologiczne by ewentualnie skorygować technologię wykonania/wymiary przygotówek..
Przy pojedynczych egzemplarzach trzeba proces korygować doraźnie.
- 05 kwie 2016, 08:31
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Prostowanie wałka
- Odpowiedzi: 21
- Odsłony: 5599
Prostowałem hartowany(indukcyjnie) wałek zębaty do suportu (atakujący listwę zębatą) i z bicia 0,68mm doprowadziłem do 0,03. Jak pisze kolega IMPULS3 prostować można w zależności od twardości, ale proces technologiczny powinien być tak skonstruowany by tego unikać (np obróbka finalna, szlifowanie po o.c.), bo prostowanie generuje to w materiale dodatkowe naprężenia.






