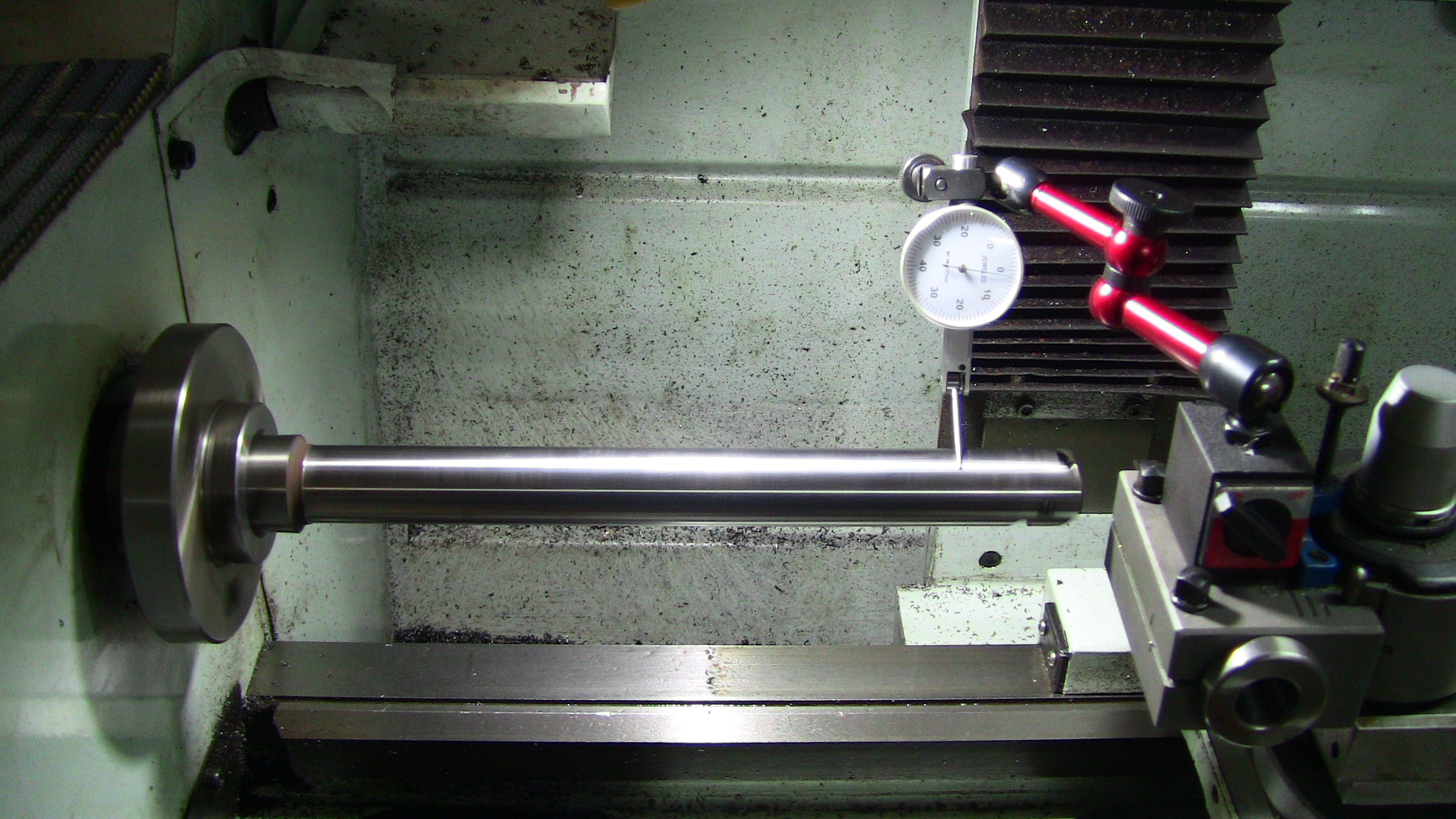
To jest "wyjście awaryjne" z braku wytaczadła ze stożkiem Mk3, mam też wytaczadło Mk1, i z tuleją 4/1 nie stwierdziłem jakichś istotnych dla wyniku różnic w odczytach w porównaniu z Mk4 (czujnik 0,01mm), więc można sądzić, że tolerancja wykonania redukcji 4/3 nie wpłynie na zafałszowanie odczytów..siarap pisze:Jaki jest sens redukowania stożka przez tuleje jeżeli potrzebuje możliwie najdokładniejszego wyniku
Oczywiście, odpowiedziałem tylko na pytanie,siarap pisze:Racja z tą osią obrotu noża ale potrzebuje wytaczadła do ustawiania nie do wytaczania.
że logicznie byłoby bez znaczenia dla zastosowania podawanie w symbolu wytaczadła klasy dokładności jego wykonania, zwłaszcza współosiowości...Oznacżenia ptw1, ptw3 czy ptwt oznaczają dokładność wytaczadła?
Ale co oznaczają te cyfry obok typu - tego nie wiem..