



pewnie zrobiłoby kratkę (może nawet podobna by była do rybiej łuskikonktenbit pisze:Czy puszczenie obróbki drugi raz w poprzek zmieniło by coś na plus?
Znaleziono 3 wyniki
Wróć do „Czym może być spowodowana tak zła powierzchnia po frezowaniu”
- 28 paź 2014, 00:28
- Forum: Frezowanie / Frezarki Konwencjonalne
- Temat: Czym może być spowodowana tak zła powierzchnia po frezowaniu
- Odpowiedzi: 13
- Odsłony: 4924
- 27 paź 2014, 10:37
- Forum: Frezowanie / Frezarki Konwencjonalne
- Temat: Czym może być spowodowana tak zła powierzchnia po frezowaniu
- Odpowiedzi: 13
- Odsłony: 4924
To nie barwnik powoduje przyklejanie obrabianego materiału do narzędzia, tylko temperatura na krawędzi ostrza, która powodując w mikroskali powstawanie na nim tzw "miękkich plam" o obniżonej twardości (a przez to i zwiększonego tarcia, zwłaszcza w stalach szybkotnących HSS) jest jedną z przyczyn powstawania narostów (obok własności samego materiału i warunków skrawania). Do powstałego narostu "przyklejają się" dalsze warstwy bardzo uplastycznionego (zgniot i temperatura w tym obszarze) spływającego wióra, powodując "zapchanie" kanałów wiórowych narzędzia.konktenbit pisze:Co do mgły z denaturatu to ma tego lecieć dużo czy mało? Teraz miałem ustawione tak, że dykta nie zbierała się tylko pod wpływem nadmuchu odparowywała Mam jeszcze takie podejrzenie odnośnie denaturatu że ten barwnik powodował przyklejanie się wiórów
Jakie temperatury panują w obrębie najbliższym krawędzi skrawającej (tu dla stali akurat, dla metali kolorowych będą trochę niższe), i to praktycznie niezależnie od jakości chłodzenia, może sobie kolega uzmysłowić tymi rysunkami poglądowymi i zdjęciami termo.

(vide - http://slideplayer.pl/slide/2318276/ Jak tworzy się sam narost obejrzeć może kolega tu
http://www.youtube.com/watch?feature=pl ... RuSYQ5Npek

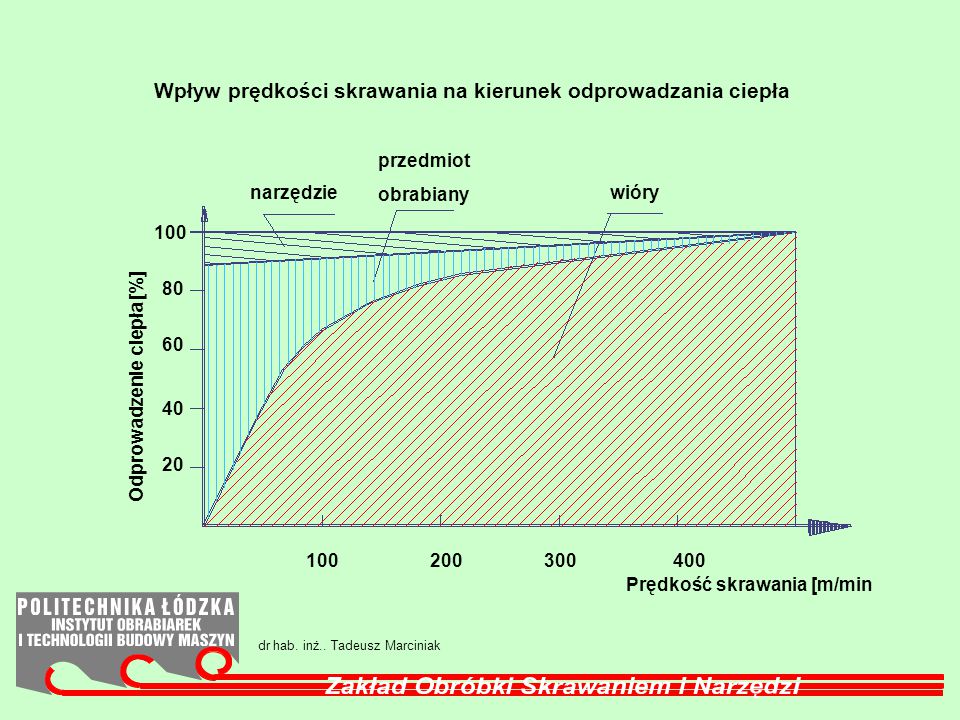
Jak widać, choć najwyższe temperatury występują na samym ostrzu, to gro ciepła zabiera z sobą wiór(zdjęcia termowizyjne dla płytek powlekanych)
Dlatego doprowadzenie chłodzenia jak najbliżej krawędzi skrawającej, obok zadania niedopuszczenia do powstania nadmiernej temperatury, ma również wytworzyć warstewkę smarną między odciętym materiałem a narzędziem zmniejszającą tarcie i ułatwiającą spływ wióra.
Denaturat stosuje się z racji jego wysokiej zdolności odprowadzania ciepła (bardzo szybko paruje zabierając ciepło, wystarczy posmarować rękę by się przekonać), ale z tego powodu nie ma praktycznie żadnych własności smarnych (jest "suchy" jak to mówią starzy tokarze), i często wyparowuje jeszcze zanim dotrze w bezpośredni obszar najwyższej temperatury (zwłaszcza przy zbyt skąpym chłodzeniu).
Czasem pomaga dodanie do denaturatu niewielkiej ilości nafty, która polepsza pojemność cieplną chłodziwa, i smarność tej mieszanki, ale dużo nie pomoże gdy parametry skrawania są niewłaściwie dobrane.
Wpływ dobranej szybkości skrawania na proces powstawania i zrywania narostu można zobaczyć na tym wykresie
Reasumując, właściwe dobranie parametrów skrawania oraz właściwie zastosowane chłodziwo ma bardzo duży wpływ na warunki skrawania (i oględnie mówiąc wygląd powierzchni detalu)..


- 26 paź 2014, 17:31
- Forum: Frezowanie / Frezarki Konwencjonalne
- Temat: Czym może być spowodowana tak zła powierzchnia po frezowaniu
- Odpowiedzi: 13
- Odsłony: 4924
konktenbit pisze:Powierzchnia wygląda jak na zdjęciach.
A narost się nie robił, aluminium się nie lepiło do frezu?(co może być skutkiem powyższego). A ta "rybia łuska" na obrzeżach wskazywałaby na wiotkość narzędzia, być może spowodowaną zalepianiem się rowka wiórowego.oprawcafotografii pisze:Jak na kulkę to 0.1mm wierszowanie to dużo za dużo.






