MrWaski pisze: Dodatkowo widzę problem z nożami, które są prawe. Należałoby zatem wiercić na lewych obrotach. Falownik to potrafi, ale uchwyt wytaczadła ma prawy gwint...
No i prawidłowo. Obroty do tego wytaczadła z prawymi nożami (
https://darmet.com.pl/pl/blog-techniczn ... -od-lewego - pamiętaj, że noże pracują płytką w dół)

muszą być prawe (jak dla zwykłych wierteł).
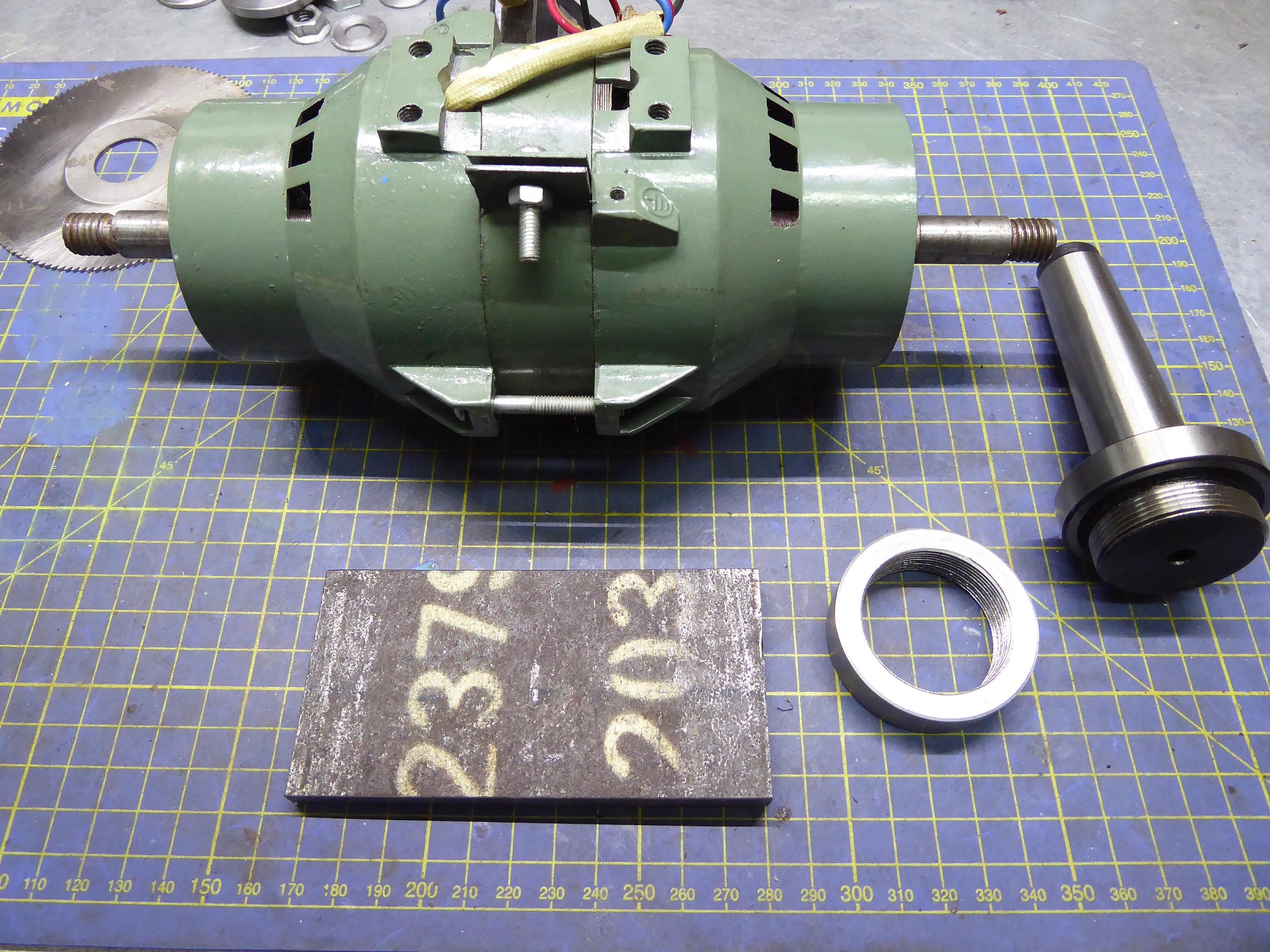
Także prawy gwint chwytu Morse'a, gdyż opory toczenia noża będą nakręcać głowicę na chwyt zaciskając go, a nie luzując.
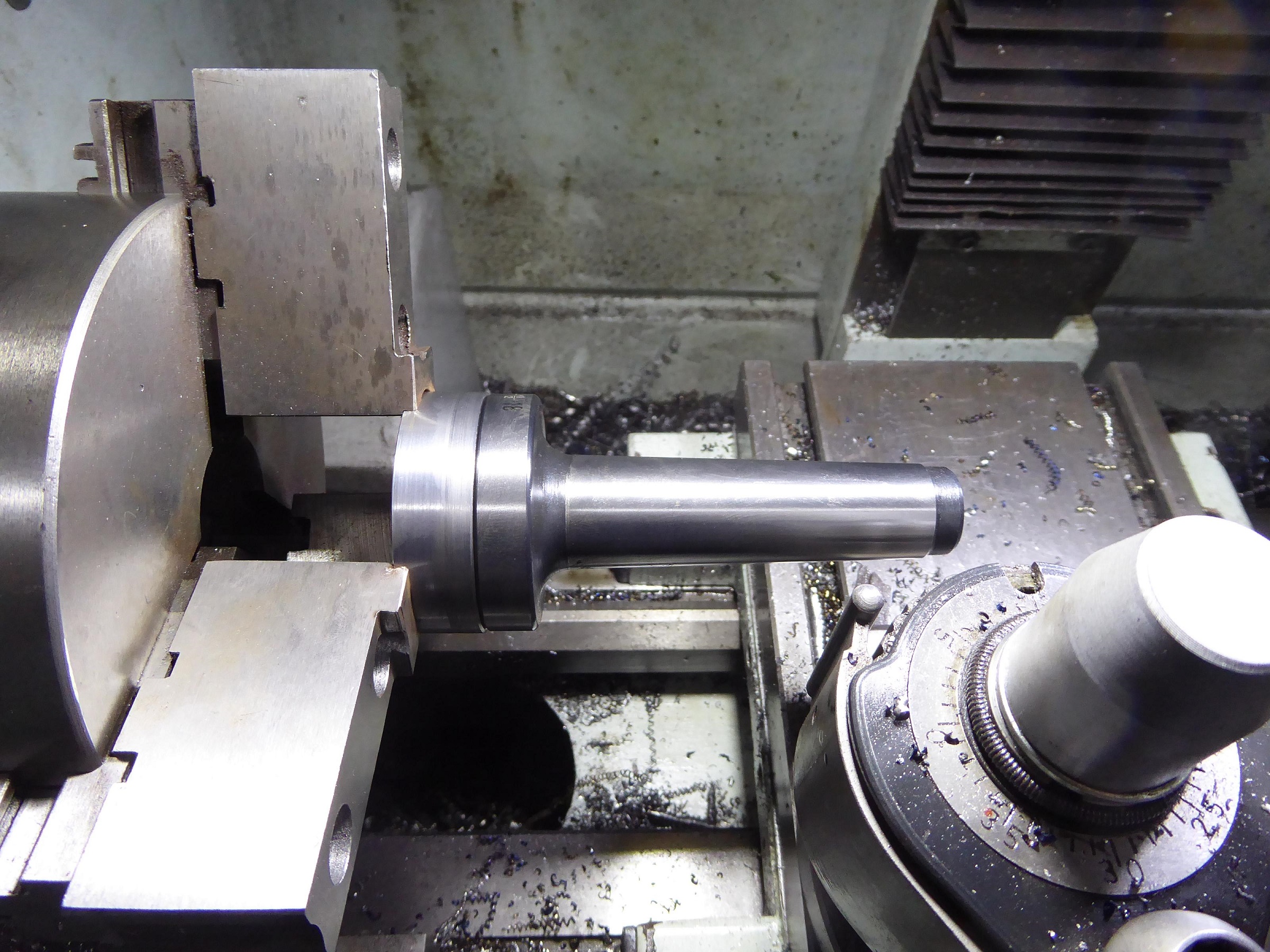
Roztaczałem takim (⌀50mm/Mk2) otwór w płycie ≠13mm do średnicy jak widać na zdjęciu (⌀ ponad 90mm).
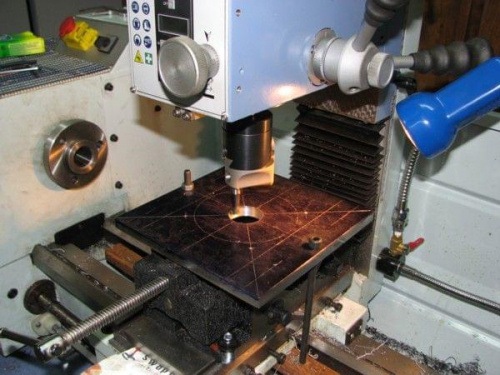
Nawet nieźle szło.
Teoretycznie wraz ze wzrostem średnicy prędkość obrotowa powinna się zmniejszać, ale to zależy od sztywności maszyny/narzędzia(by nie wpadało w drgania). 200 obrotów wystarczy przy mniejszej średnicy, przy większej się okaże.
Optymalne obroty są zależne od wytaczanej średnicy (prędkość skrawania Vc, dla spieków VHM w stali przyjmuje się typowo 100÷120m/min), więc teoretycznie w/g wzoru:
gdzie:
Dc – średnica narzędzia bądź detalu w mm.
otrzymamy
n dla ⌀120mm → 100mm/min • 1000/120mm • 3,14 = 244,9779519843214obr/min,
n≈245obr/min
ale w tym przypadku raczej należy je mocno zaniżyć ze względu na sztywność maszyny..
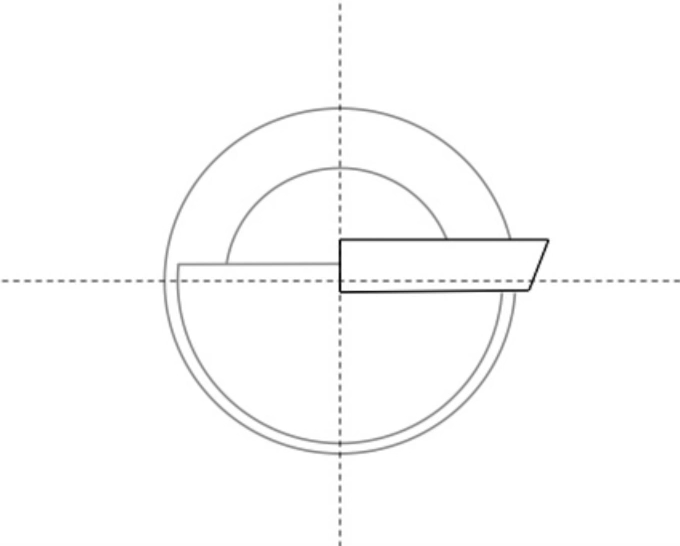
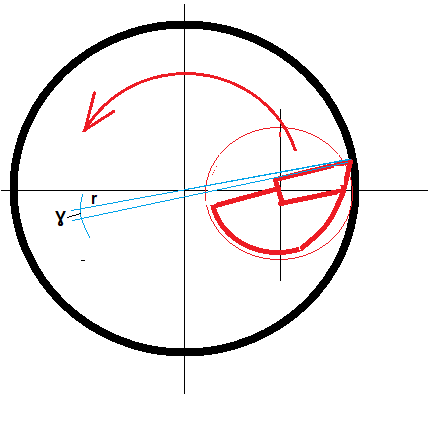
Zastosuj do wytaczanej w danym momencie średnicy możliwie krótki, sztywny nóż z zestawu, i ustaw go do stycznej (wytaczanego okręgu) tak, by kąt natarcia
Ɣ ostrza był jak najbardziej dodatni (nawet gdyby trzeba płytkę lekko od spodu skośnie podszlifować)
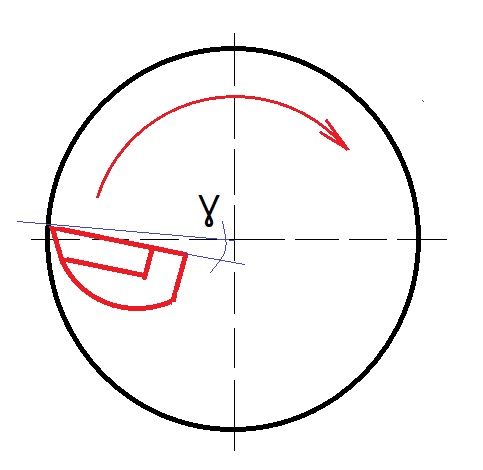
To zmniejszy opory skrawania i tendencję do wpadania w drgania...
I nie zapomnij, że przestawienie średnicy noża śrubą wytaczadła o 0,01mm powiększa wytaczaną średnicę o 0,02mm