



Liniały muszą mieć kilkanaście-kilkadziesiąt milimetrów dłuższą od maksymalnej długości przesuwu sanek/suportu drogę pomiarową(nie długość całkowitą!) by np maksymalne przesunięcie sań poprzecznych nie uszkodziło liniału któremu wcześniej "skończył się" zakres pomiarowy,
Albo trzeba założyć elastyczne, np sprężynowe czy inne (ewentualnie zrywalne) połączenie sań z liniałem które "naciągnie" zakres liniału do zakresu sań. Nawet wtedy kiedy długość przesuwu obydwu jest identyczna. To drugie jest jednak zawsze obarczone ryzykiem, lepiej dać dłuższe liniały.
Jeśli nie zamierzasz korzystać z rozbudowanych funkcji czytnika to w zasadzie każdy prosty będzie dobry (kwestia tylko jego trwałości i stopnia wrażliwości na zakłócenia EM), bo to w zasadzie nieco większy kalkulator - czyta to co mu sie podaje. Z tego względu zwróciłbym baczniejszą uwagę na jakość wybieranych liniałów, bo to one będą tu gwarantować dokładność pomiarów. Osobiście uważam, że optyczne przewyższają w tym względzie inne rodzaje, choć są z pewnością delikatniejsze, i zazwyczaj gabarytowo większe od magnetycznych czy innych...
jesli chcesz mieć gwarancję na wybrany sprzęt to dystrybutorzy lub producenci polscy(a przynajmniej europejscy) ale cena będzie wyższa...
Znaleziono 43 wyniki
- 22 lip 2019, 13:33
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Chińskie DRO
- Odpowiedzi: 438
- Odsłony: 44563
- 17 lip 2019, 11:33
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Chińskie DRO
- Odpowiedzi: 438
- Odsłony: 44563
Re: Chińskie DRO
Też mam w swojej 700-tce działkę 0,04mm/średnica, ale jakoś się przyzwyczaiłem.. A jak jest DRO to mogłaby być nawet Ѫ∕উ... 
Dodane 31 minuty 26 sekundy:
Według mnie zakładanie DRO z liniałami suwmiarkowymi o dokładności 0,03-0,04mm mija się z celem, chyba, że ktoś potrzebuje małej dokładności rzędu 0,1mm...
Dodane 31 minuty 26 sekundy:
Według mnie zakładanie DRO z liniałami suwmiarkowymi o dokładności 0,03-0,04mm mija się z celem, chyba, że ktoś potrzebuje małej dokładności rzędu 0,1mm...
- 15 lip 2019, 23:07
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Chińskie DRO
- Odpowiedzi: 438
- Odsłony: 44563
Re: Chińskie DRO
A nie próbowałeś np nastawić dla wskazań Y funkcji → 1/2 ? Według jednej z instrukcji powtarzanie 1/2 przełącza cyklicznie między D na R i z powrotem..
- 15 lip 2019, 13:59
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Chińskie DRO
- Odpowiedzi: 438
- Odsłony: 44563
Re: Chińskie DRO
Daj zdjęcie panelu, bo jak przeglądam różne instrukcje(ang.) do SDS6V2 to sa rózne wersje które maja nieidentyczne przyciski funkcyjne (  )
)
To ta instrukcja którą masz?
https://www.google.com/url?sa=t&rct=j&q ... D0qdD14rQo
wg tej instrukcji https://atrump.com/images/tech_support/ ... O_Sino.pdf
https://boltontool.com/pdf/SINO%202%20Axis_DRO.pdf
może cały pic polega na tym, że ustawiając wstępnie czytnik masz już DIR(średnicę) w osi /osiach, a naciskając TOOL przełączasz na promień(Radius),
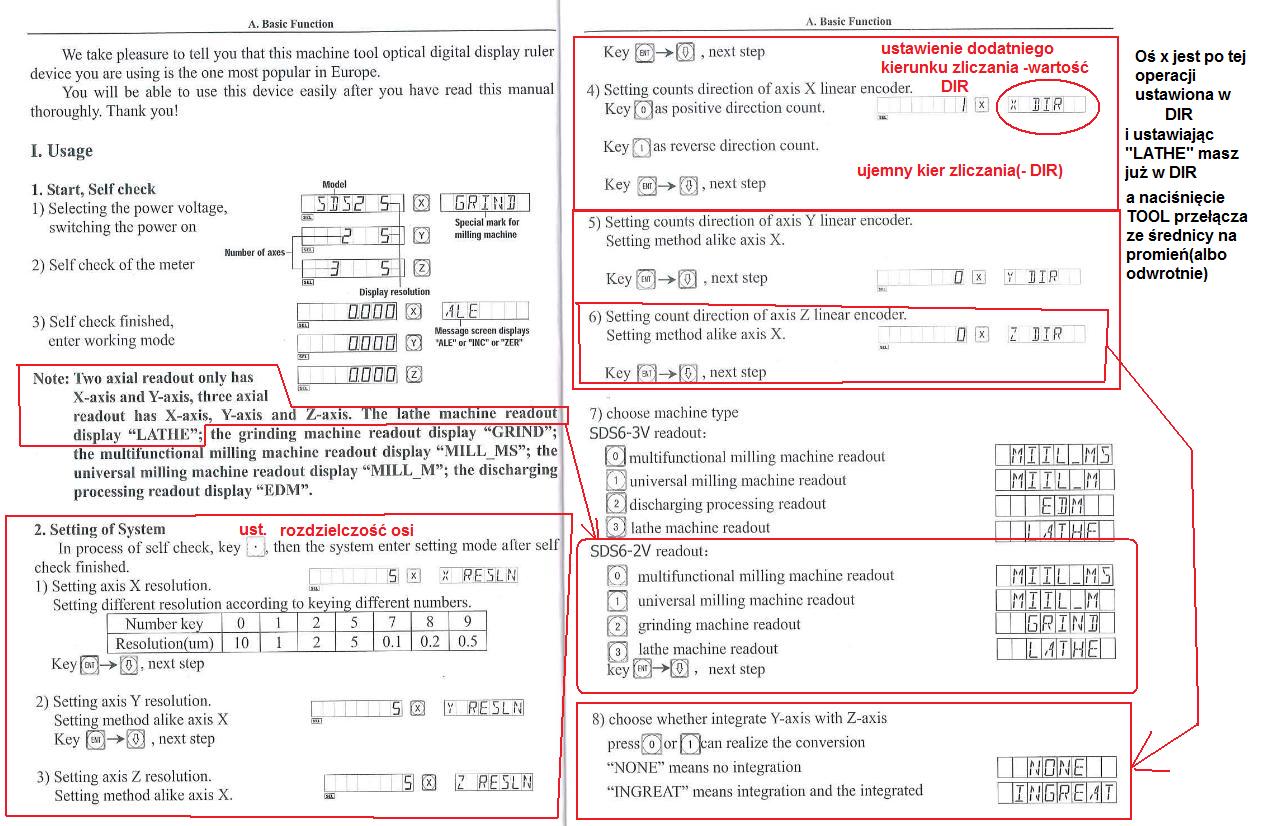
bo znalazłem taki opis funkcji przycisku TOOL
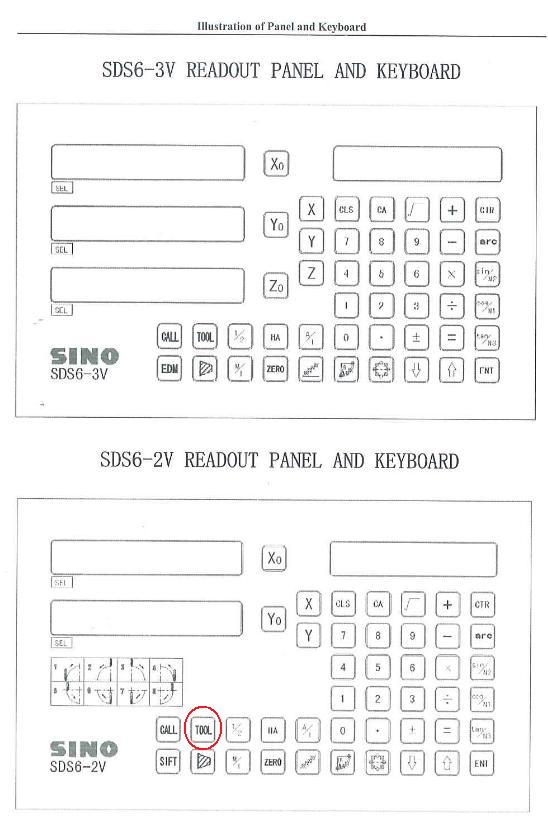
Może popróbuj go(TOOL) nacisnąć, lub kombinację Oś X+TOOL, (być może przed lub po TOOL klikając na SIFT który w V2 zmienia chyba funkcje w TOOL
("Klawisz funkcyjny do filtrowania danych- ma tylko odczyt SDS6-2V")
inna instrukcja
http://www.boltontools.net/pdf/SDS6ZX45.pdf
STOŻKI
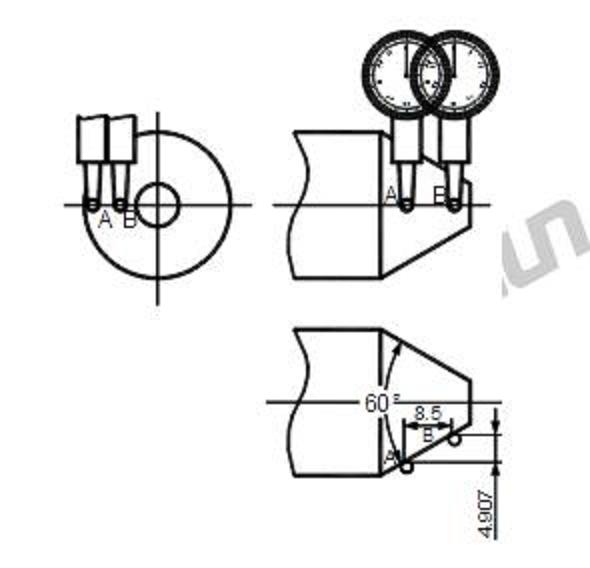
Funkcja POMIARU kąta wytoczonego już stożka (a nie do toczenia stożka !), ewentualnie pomiaru jednej ze średnic(stożka ściętego) kiedy bazową znamy. Jeśli wytoczymy stożek na tokarce, to tą funkcją możemy zmierzyć dokładny jego kąt.
możemy zmierzyć dokładny jego kąt.
(zamieszczam scren z oryginalnej strony, bo te tłumaczenie rzeczywiście jest rozmazane i nie widać istotnych szczegółów).
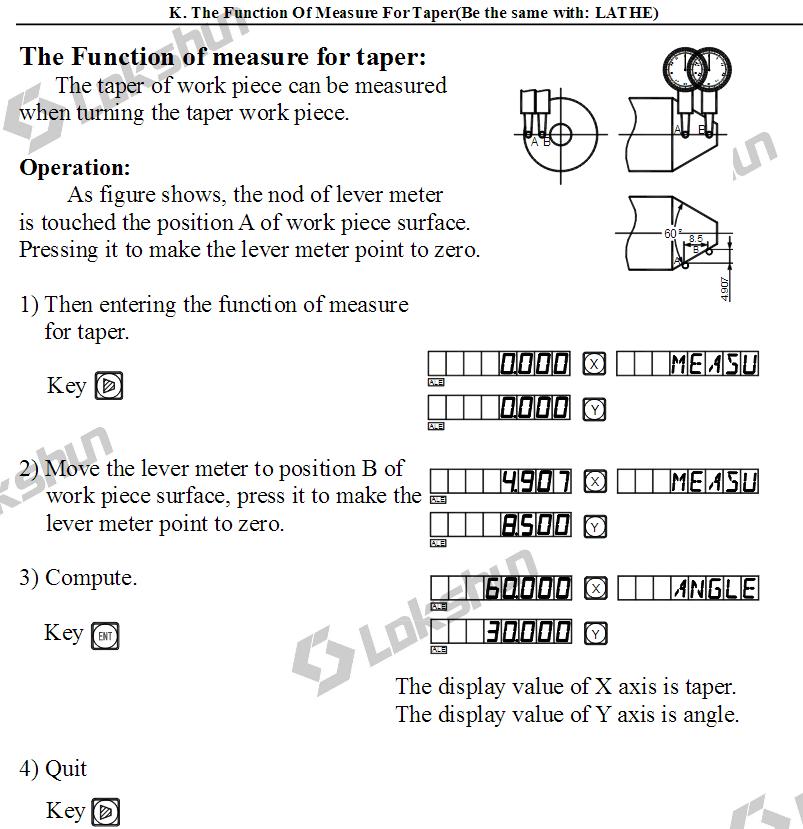
Do tego pomiaru w imaku należy umocować czujnik zegarowy lub diatest(im dokładniejszy tym dokładniej zmierzymy kąt) który będzie nam określał odchyłkę punktu pomiaru → przy obu pomiarach czytnika (liniałami na stożku) wskazanie zamocowanego w imaku czujnika dotykającego stożka musi pokazywać "0" by pomiar wg liniału był prawidłowy.
1 • Najpierw ustalamy bazę("0") pomiaru dotykając czujnikiem stożek w dowolnym punkcie A(większa średnica) tak by czujnik pokazał nam "0"
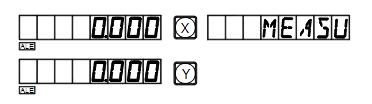
2 • naciskamy przycisk
czytnik powinien pokazać nam zera w osiach i "MEASURE" (pomiar) w trzecim(Z/Zo).
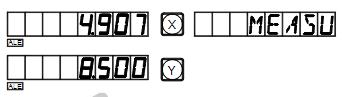
3 • przesuwasz czujnik do drugiego punktu → B (mniejsza średnica) o dowolną odległość od A (w osi symetrii stożka Y - na rysunku pokazano akurat 8,5), dosuwasz czujnik do stożka tak by wskazał znowu "0", czytnik pokaże przesunięcia w osiach X i Y odczytane przez liniały, np jak na rysunku stożka
4 • naciskasz przycisk ENTER by komputer wyliczył kąt stożka i kąt tworzącej stożka(czyli 1/2 kąta stożka)według odczytów z osi X i Y, wyświetlacze pokażą:
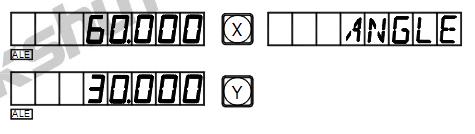
gdzie czytnik X pokaże kąt stożka, czytnik Y kąt tworzącej, a trzeci (Z/Zo) pokazuje obliczoną wielkość "ANGLE" czyli "KĄT"
5 • Aby wyjść z pomiarów stożka naciśnij ponownie
Ważna uwaga !!
Przed pomiarem kąta stożka metoda pomiaru osi czytnika musi być przestawione w tryb "ALE" (wartości absolutne)
przeczytaj jeszcze to
http://www.sklep.doobrabiarek.pl/pl/p/C ... 2-osie/616
Dodane 1 godzina 37 sekundy:
Według tej z kolei "SEL" a nie DIR oznacza średnicę... (tylko dla konfiguracji dla TOKARKA i tylko dla osi X)
https://boltontool.com/pdf/SINO%202%20Axis_DRO.pdf
To ta instrukcja którą masz?
https://www.google.com/url?sa=t&rct=j&q ... D0qdD14rQo
wg tej instrukcji https://atrump.com/images/tech_support/ ... O_Sino.pdf
https://boltontool.com/pdf/SINO%202%20Axis_DRO.pdf
może cały pic polega na tym, że ustawiając wstępnie czytnik masz już DIR(średnicę) w osi /osiach, a naciskając TOOL przełączasz na promień(Radius),
bo znalazłem taki opis funkcji przycisku TOOL
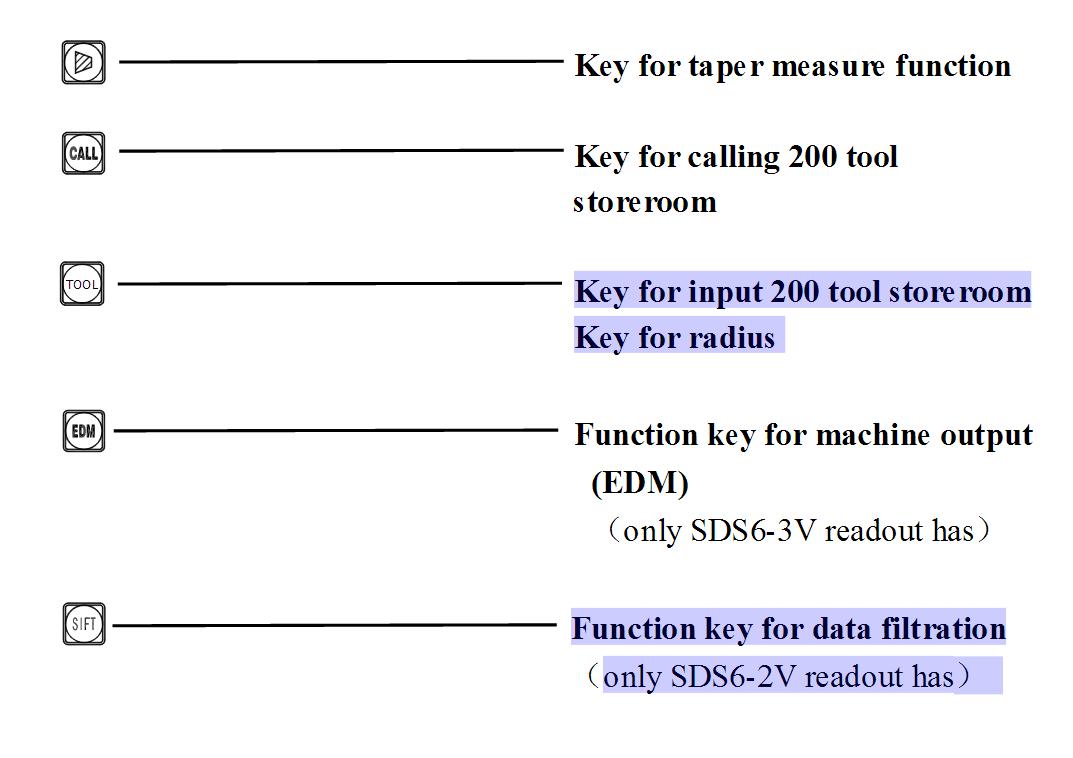
nie jestem jednak pewien czy to nie odnosi się do promienia okręgu dla frezarki, ale być może że w konfiguracji dla tokarki to inaczej przełącznik R/D, bo w widoiku paneli nie ma R/D a TOOL jest.Key for input 200 tool storeroom
Key for radius
Klucz do magazynu narzędzi 200 wejść
Klucz do promienia
Może popróbuj go(TOOL) nacisnąć, lub kombinację Oś X+TOOL, (być może przed lub po TOOL klikając na SIFT który w V2 zmienia chyba funkcje w TOOL
("Klawisz funkcyjny do filtrowania danych- ma tylko odczyt SDS6-2V")
inna instrukcja
http://www.boltontools.net/pdf/SDS6ZX45.pdf
STOŻKI
Funkcja POMIARU kąta wytoczonego już stożka (a nie do toczenia stożka !), ewentualnie pomiaru jednej ze średnic(stożka ściętego) kiedy bazową znamy. Jeśli wytoczymy stożek na tokarce, to tą funkcją
możemy zmierzyć dokładny jego kąt. (zamieszczam scren z oryginalnej strony, bo te tłumaczenie rzeczywiście jest rozmazane i nie widać istotnych szczegółów).
Do tego pomiaru w imaku należy umocować czujnik zegarowy lub diatest(im dokładniejszy tym dokładniej zmierzymy kąt) który będzie nam określał odchyłkę punktu pomiaru → przy obu pomiarach czytnika (liniałami na stożku) wskazanie zamocowanego w imaku czujnika dotykającego stożka musi pokazywać "0" by pomiar wg liniału był prawidłowy.
1 • Najpierw ustalamy bazę("0") pomiaru dotykając czujnikiem stożek w dowolnym punkcie A(większa średnica) tak by czujnik pokazał nam "0"
2 • naciskamy przycisk
czytnik powinien pokazać nam zera w osiach i "MEASURE" (pomiar) w trzecim(Z/Zo).
3 • przesuwasz czujnik do drugiego punktu → B (mniejsza średnica) o dowolną odległość od A (w osi symetrii stożka Y - na rysunku pokazano akurat 8,5), dosuwasz czujnik do stożka tak by wskazał znowu "0", czytnik pokaże przesunięcia w osiach X i Y odczytane przez liniały, np jak na rysunku stożka
4 • naciskasz przycisk ENTER by komputer wyliczył kąt stożka i kąt tworzącej stożka(czyli 1/2 kąta stożka)według odczytów z osi X i Y, wyświetlacze pokażą:
gdzie czytnik X pokaże kąt stożka, czytnik Y kąt tworzącej, a trzeci (Z/Zo) pokazuje obliczoną wielkość "ANGLE" czyli "KĄT"
5 • Aby wyjść z pomiarów stożka naciśnij ponownie
Ważna uwaga !!
Przed pomiarem kąta stożka metoda pomiaru osi czytnika musi być przestawione w tryb "ALE" (wartości absolutne)
przeczytaj jeszcze to
http://www.sklep.doobrabiarek.pl/pl/p/C ... 2-osie/616
Dodane 1 godzina 37 sekundy:
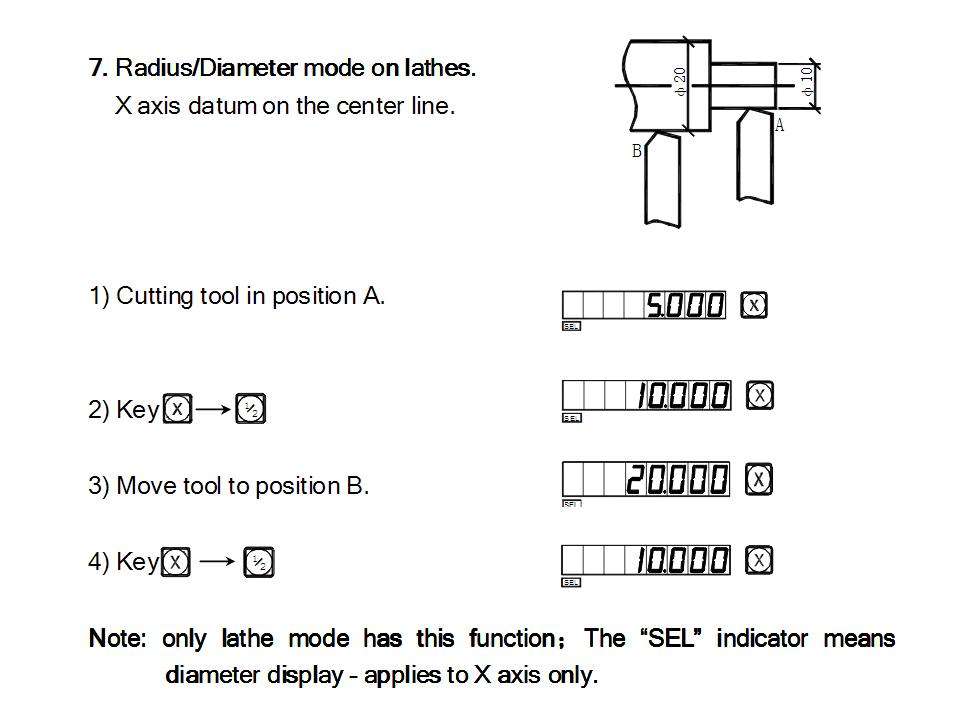
Według tej z kolei "SEL" a nie DIR oznacza średnicę... (tylko dla konfiguracji dla TOKARKA i tylko dla osi X)
https://boltontool.com/pdf/SINO%202%20Axis_DRO.pdf
Przełączanie promienia / średnicy (dostępne tylko na osi X) odbywa się poprzez naciśnięcie
X→½
Powtarzanie tej sekwencji spowoduje odwrócenie
przełącznik. W trybie średnicy SEL zostanie podświetlony pod wyświetlaczem osi X.
- 14 lip 2019, 20:56
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Chińskie DRO
- Odpowiedzi: 438
- Odsłony: 44563
Re: Chińskie DRO
nie chcę kolegi martwić, ale o ile sie nie mylę to patrząc zestaw funkcji - wiercenie obwód, wiercenie ukośne linii, obróbka pochyłej płaszczyźnie, obróbka łuku kołowego itd

te jest dedykowane bardziej dla frezarki niż tokarki, jedynie funkcja R/D(promień/średnica) jest tokarska. Fakt że wg producenta niby można ją do tokarki zastosować("funkcja tokarki (dopasowanie)" - cokolwiek to znaczy), ale typowej funkcji dla tokarki - toczenie stożka- nie mają


https://www.sierramachinetools.com/prod ... 1-5m-lathe
którą mają uniwersalne


No chyba, że instrukcja podaje pod inną konfiguracją przycisków...
te jest dedykowane bardziej dla frezarki niż tokarki, jedynie funkcja R/D(promień/średnica) jest tokarska. Fakt że wg producenta niby można ją do tokarki zastosować("funkcja tokarki (dopasowanie)" - cokolwiek to znaczy), ale typowej funkcji dla tokarki - toczenie stożka- nie mają
https://www.sierramachinetools.com/prod ... 1-5m-lathe
którą mają uniwersalne
No chyba, że instrukcja podaje pod inną konfiguracją przycisków...
- 13 sty 2019, 21:59
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Chińskie DRO
- Odpowiedzi: 438
- Odsłony: 44563


- 13 sty 2019, 16:01
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Chińskie DRO
- Odpowiedzi: 438
- Odsłony: 44563
Re: Chińskie DRO
To jest tylko powiększony czytnik z funkcjami jak w suwmiarce, i takiej przełączanej funkcji promień/średnica tam nie znajdziesz.

To i inne funkcje oferuje już bardziej zaawansowane DRO, np w formie funkcji na smartfon czy tablet...
https://ctmprojectsblog.wordpress.com/2 ... eless-dro/
https://www.facebook.com/bludro/
https://lensprojects.wordpress.com/2015 ... l-readout/
http://benchtopmachineshop.blogspot.com ... d-dro.html
http://benchtopmachineshop.blogspot.com ... chdro.html
https://twitter.com/hashtag/touchdro
To i inne funkcje oferuje już bardziej zaawansowane DRO, np w formie funkcji na smartfon czy tablet...
https://ctmprojectsblog.wordpress.com/2 ... eless-dro/
https://www.facebook.com/bludro/
https://lensprojects.wordpress.com/2015 ... l-readout/
http://benchtopmachineshop.blogspot.com ... d-dro.html
http://benchtopmachineshop.blogspot.com ... chdro.html
https://twitter.com/hashtag/touchdro
- 24 lis 2018, 00:57
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Chińskie DRO
- Odpowiedzi: 438
- Odsłony: 44563
Re: Chińskie DRO
Optyczne są lepsze, ale bardziej delikatne i większe.
- 02 lis 2018, 23:42
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Chińskie DRO
- Odpowiedzi: 438
- Odsłony: 44563
Re: Chińskie DRO
Wystarczą, trzeciej osi w tokarce używa się raczej do mierzenia przesunięć szufladki narzędziowej(pod imakiem)

zsumowanego w odczycie z przesuwem suportu wzdłuż łoża, co daje wypadkowe położenie noża względem materiału zamocowanego w uchwycie, niż do konika.
Ale, że sporadycznie używa się szufladki narzędziowej, to w zupełności wystarczy 2 osiowy.
zsumowanego w odczycie z przesuwem suportu wzdłuż łoża, co daje wypadkowe położenie noża względem materiału zamocowanego w uchwycie, niż do konika.
Ale, że sporadycznie używa się szufladki narzędziowej, to w zupełności wystarczy 2 osiowy.
- 02 lis 2018, 10:00
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Chińskie DRO
- Odpowiedzi: 438
- Odsłony: 44563
Re: Chińskie DRO
Dokładnie, ale musisz wybrać odpowiedni wariant oprogramowania wyświetlacza, bo sąZ tego co czytam o możliwościach DRO, mógłbym np. na frezarce wiercić z pinoli dowolną ilość otworów na dowolnym okręgu - czy się mylę? Wyświetlacz wskazywałby kolejne pozycje, a ja tylko najeżdżałbym głowicą?
- dedykowane dla tokarek (najczęściej w symbolu mają albo "L"-Lathe),

- frezarek - "M"-Milling w symbolu,


- albo uniwersalne(także dla innych obrabiarek, np drążarek, itd) z oprogramowaniem i do tego, i do tego, ale często(choć nie zawsze) nieco wtedy dla każdego zastosowania okrojone..

Porównaj sobie na tych zdjęciach funkcje przycisków w dolnym rzędzie dla każdej wersji, (L; M) a zauważysz, że niektórych nie ma w jednej, a są w drugiej(np "stożek" w L, i "podzielnica" w M). I odwrotnie.
Oczywiście najlepiej byłoby porównywać zapisy w instrukcjach, które można dla danego modelu znaleźć często w necie, np:
https://www.google.com/url?sa=t&rct=j&q ... D0qdD14rQo (PL; str.45)
http://www.boltontools.net/pdf/SDS6ZX45.pdf (str.62)
https://www.trabiss-int.com/wp-content/ ... l-V2.0.pdf (str.44)
https://www.trabiss-int.com/wp-content/ ... ctions.pdf (str.25)
A realizacja funkcji podziału okręgu(podzielnicy, lub punktów na łuku, bo niektóre modele też na to pozwalają, - "P.C.D.* Function"), jest w sumie bardzo prosta - po wprowadzeniu (w/g instrukcji) danych co do punktu obrotu(osi okręgu), jego średnicy, położenia 1-go punktu na kręgu, oraz ilości punktów(podziału) kręcąc korbami stołu krzyżowego najeżdża się na kolejny dany punkt tak długo aby wyświetlacz (w osi X oraz Y) pokazywał 0,0000; robi co jest do zrobienia, i przełącza wskazania wyświetlaczy na kolejny punkt.
filmy dużo wyjaśniają..
https://www.google.com/search?q=DRO+P.C ... =firefox-b
* P.C.D. - Pitch Circle Diameter - "Równy podział koła"






