



dziękuję za pomoc
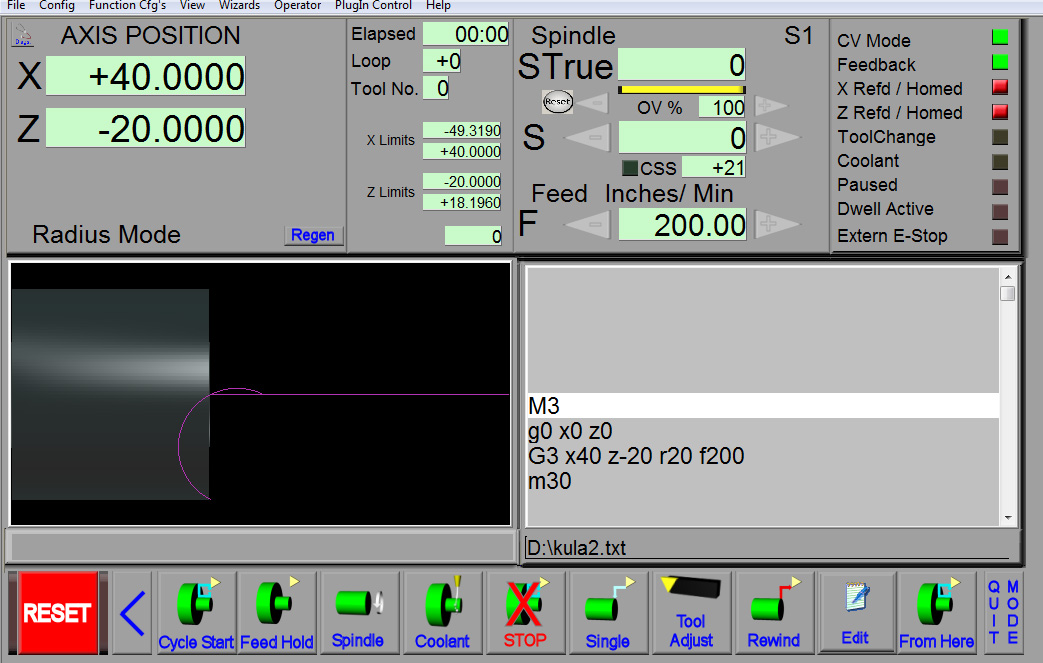
miałem w ustawieniach toczenia odhaczony radius i przez to wynikał błąd
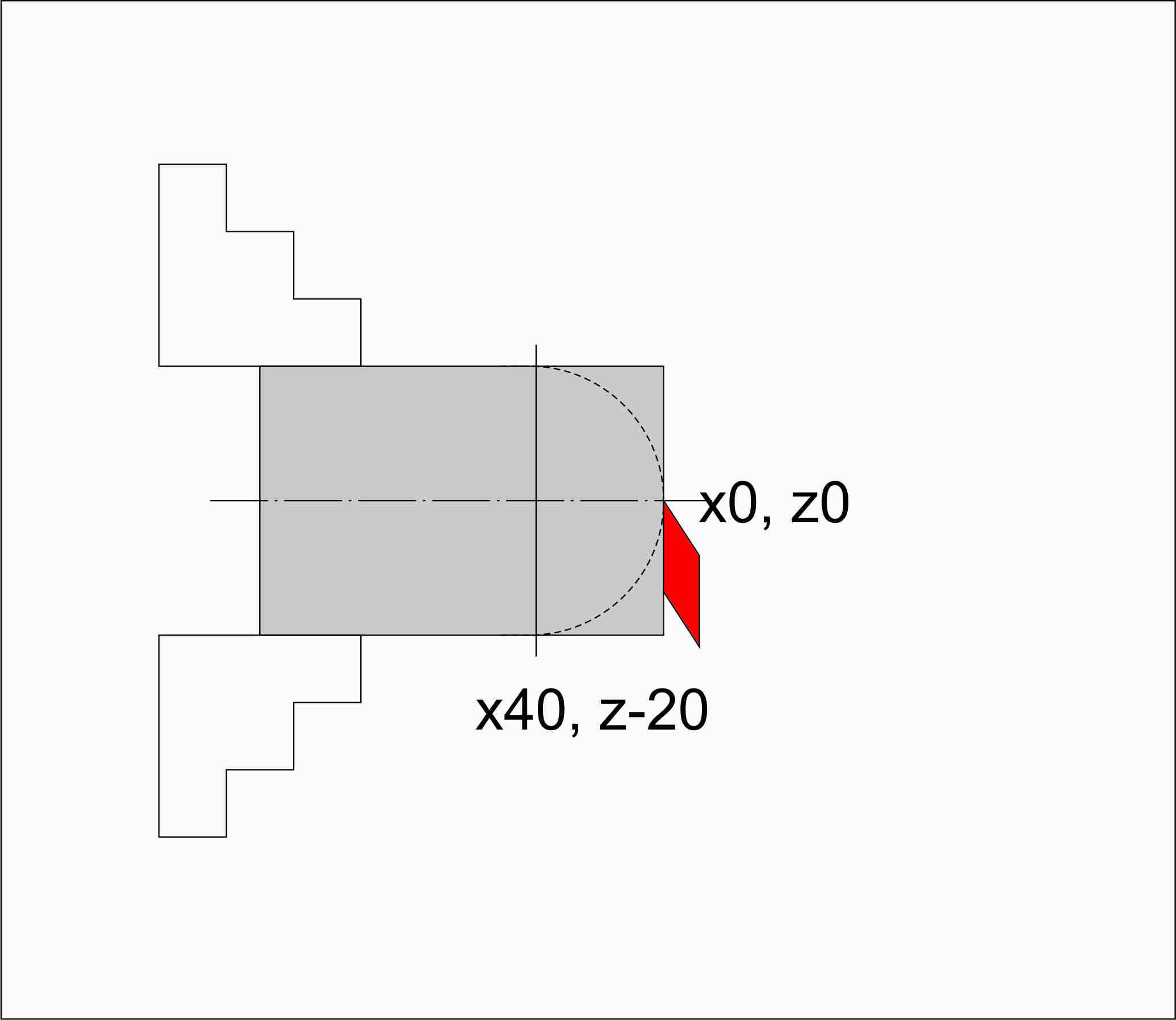
x 40 i teraz wychodzi dobrze
Znaleziono 7 wyników
- 02 wrz 2011, 23:12
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: toczenie półkuli
- Odpowiedzi: 17
- Odsłony: 3828
- 02 wrz 2011, 22:05
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: toczenie półkuli
- Odpowiedzi: 17
- Odsłony: 3828
- 02 wrz 2011, 21:50
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: toczenie półkuli
- Odpowiedzi: 17
- Odsłony: 3828
- 02 wrz 2011, 21:25
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: toczenie półkuli
- Odpowiedzi: 17
- Odsłony: 3828
- 02 wrz 2011, 21:18
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: toczenie półkuli
- Odpowiedzi: 17
- Odsłony: 3828
- 02 wrz 2011, 19:45
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: toczenie półkuli
- Odpowiedzi: 17
- Odsłony: 3828
- 02 wrz 2011, 18:51
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: toczenie półkuli
- Odpowiedzi: 17
- Odsłony: 3828
toczenie półkuli
Witam ,
posiadam przerobioną tokarkę na sterowanie cnc. Z prostymi programami daję sobie radę, ale teraz muszę wytoczyć półkulę z Al i nie radzę sobie z napisaniem programu. Napisałem parę linii programu ale nie wiem gdzie robię błąd.
M3
f1500
g1 x0 z0 f500
g1 z2 f500
G1 X42 f500
G1 Z-20 f500
G1 X40 f500
G3 X0 Z0 I-40 K0 f200
M5
M30
Proszę o pomoc
posiadam przerobioną tokarkę na sterowanie cnc. Z prostymi programami daję sobie radę, ale teraz muszę wytoczyć półkulę z Al i nie radzę sobie z napisaniem programu. Napisałem parę linii programu ale nie wiem gdzie robię błąd.
M3
f1500
g1 x0 z0 f500
g1 z2 f500
G1 X42 f500
G1 Z-20 f500
G1 X40 f500
G3 X0 Z0 I-40 K0 f200
M5
M30
Proszę o pomoc






