



Normalizacje robi się przed hartowaniem, jej zadaniem jest przygotowanie mikrostruktury przed hartowaniem.W czasie hartowania można zrobić normalizację, która zmniejszy ziarno.
Znaleziono 5 wyników
- 08 wrz 2009, 23:43
- Forum: Obróbka metali
- Temat: HARTOWANIE
- Odpowiedzi: 26
- Odsłony: 21022
- 01 wrz 2009, 23:37
- Forum: Obróbka metali
- Temat: HARTOWANIE
- Odpowiedzi: 26
- Odsłony: 21022
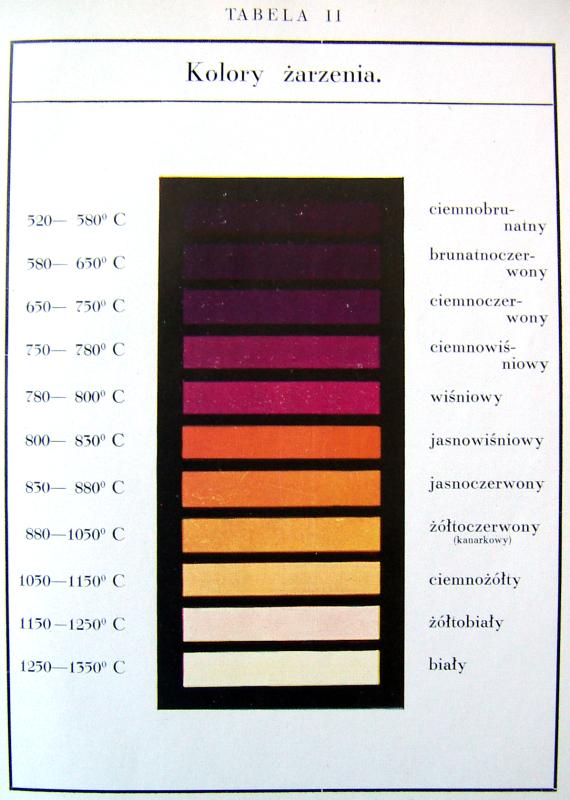
Element musi mieć odpowiedni kolor żarzenia który odpowiada danej temperaturze (subiektyna sprawa, bo karzdy rozróżnia kolory troche inaczej  )
)
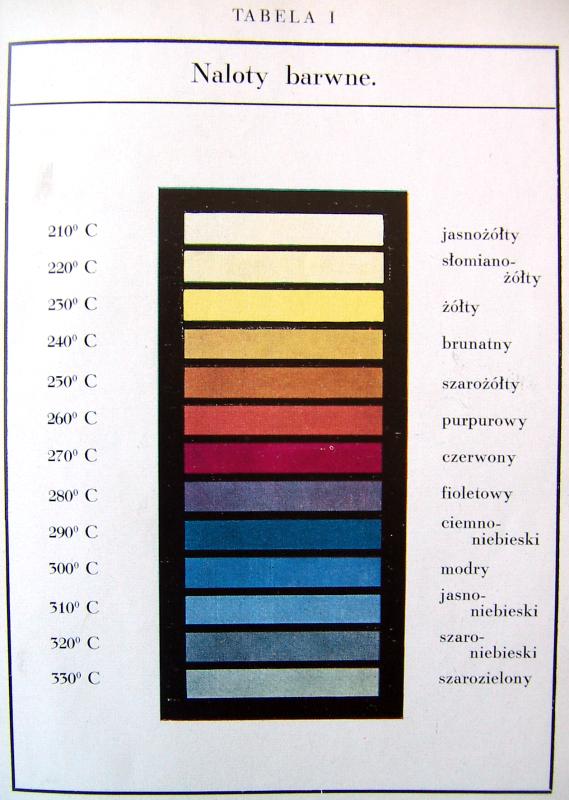
Odpuszcza się potrząc na tzw. barwy nalotowe które powstają na wyszlifowanej powierzchni
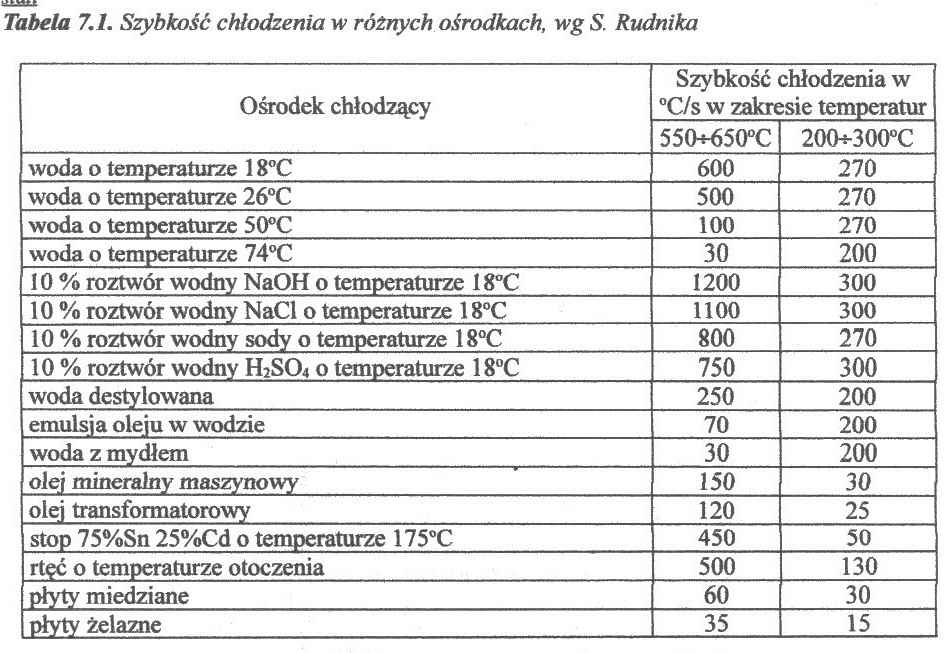
40HM dobrze się hartuje w oleju (naczynie z ciepłym olejem olejem nie może być za małe bo olej, się będzie gotował, przedmiotem podczas hartowania należy poruszać, trzeba uważać bo czasami pryska, zwłaszcza na oczy) przy hartowaniu w wodzie zwłaszcza gdy element ma zlozony ksztalt jest ryzyko popękania. Mieszanina z mydłem ma małą prędkość chłodzenia, i w domowych warunkach jest mniej kłopotliwa niż wiadro z olejem.
Odpuszcza się potrząc na tzw. barwy nalotowe które powstają na wyszlifowanej powierzchni
40HM dobrze się hartuje w oleju (naczynie z ciepłym olejem olejem nie może być za małe bo olej, się będzie gotował, przedmiotem podczas hartowania należy poruszać, trzeba uważać bo czasami pryska, zwłaszcza na oczy) przy hartowaniu w wodzie zwłaszcza gdy element ma zlozony ksztalt jest ryzyko popękania. Mieszanina z mydłem ma małą prędkość chłodzenia, i w domowych warunkach jest mniej kłopotliwa niż wiadro z olejem.
- 31 sie 2009, 22:47
- Forum: Obróbka metali
- Temat: HARTOWANIE
- Odpowiedzi: 26
- Odsłony: 21022
możesz jeśli tylko uzyskasz odpowiednia temp. którą w polowych warunkach ocenia się po barwie żarzenia, element musi być równomiernie nagrzany, w przeciwnym razie będzie miał różne twardości w różnych miejscach, ja osobiście używam do takich zabaw pieca do CO, a olej do chłodzenia zastępuje ciepłą wodą z dodatkiem mydła.rudzik6 pisze:A czy mogę element ze stali 40HM o wymiarach fi 40mm na l=50mm zahartowac w kominku zamkniętym,
- 05 maja 2009, 23:49
- Forum: Obróbka metali
- Temat: HARTOWANIE
- Odpowiedzi: 26
- Odsłony: 21022
jasiu... pisze:Żeby nastąpiła przemiana eutektyczna (bez tego nie masz hartowania)
chyba Pomyliłeś przemiany eutektoidalną z eutektyczna, przemiana eutektyczna zachodzi w przypadków ,,czystych'' stopów żelaza z węglem o zawartości większej od punktu E (2,11%) czyli to są już prawie żeliwa a tak wogule to nic wspólnego z hartowaniem nie ma,
Hartując podgrzewamy powyżej temp. eutektoidalnej żeby dostać austenit (lub austenit plus cementyt)
Co do ceny za hartowanie to jeśli np. znajdziesz zakład gdzie hartownia pracuje w systemie ciągłym i akurat robią wsad z takiego samego gatunku jak Twój element, dorzucą go do reszty wsadu i z racji tego że nie trzeba grzać piec tylko na Twoje kilka kilo to cena nie powinna być wygórowana.
- 04 maja 2009, 23:09
- Forum: Obróbka metali
- Temat: HARTOWANIE
- Odpowiedzi: 26
- Odsłony: 21022
Moim zdaniem najlepiej byłoby taki element zahartować na profesjonalnej hartowni. Czasami w domu zdarza mi się hartować jakieś drobne elementy za pomocą pieca do CO albo palnika ale hartowanie za pomocą palnika acetylenowego elementu o takich wymiarach i jeszcze z otworami ciemno widzę (element nie będzie napewno równomiernie nagrzany co może powodować paczenie, różnice w twardości, albo pękanie), jak się hartuje palnikiem trzeba mieć w tym trochę doświadczenia bo temp. określasz na podstawie barwy żarzenia, z odpuszczaniem na barwy nalotowe też jest trochę problemu, pyzatym takie elementy hartuje się zwykle na olej (musiałbyś mieć wiaderko oleju). Naddatek na szlifowanie niewielki można zostawić bo długie elementy lubią się nieraz wypaczyć. Jeśli zlecisz hartowanie na hartowni gdzie mają piec z atmosferą ENDO, to masz pewność że element nie będzie pozendrowany i powierzchniowo odwęglony (gwintom napewno się nic nie stanie). Co do gatunku stali to nic nie mogę doradzić bo nie wiem w jakich konkretnie warunkach będzie pracował ten element.






