



Znaleziono 4 wyniki
Wróć do „Spawanie Alu TIG początki potrzebna pomoc”
- 01 cze 2014, 21:03
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Spawanie Alu TIG początki potrzebna pomoc
- Odpowiedzi: 38
- Odsłony: 20826
- 16 maja 2014, 17:52
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Spawanie Alu TIG początki potrzebna pomoc
- Odpowiedzi: 38
- Odsłony: 20826
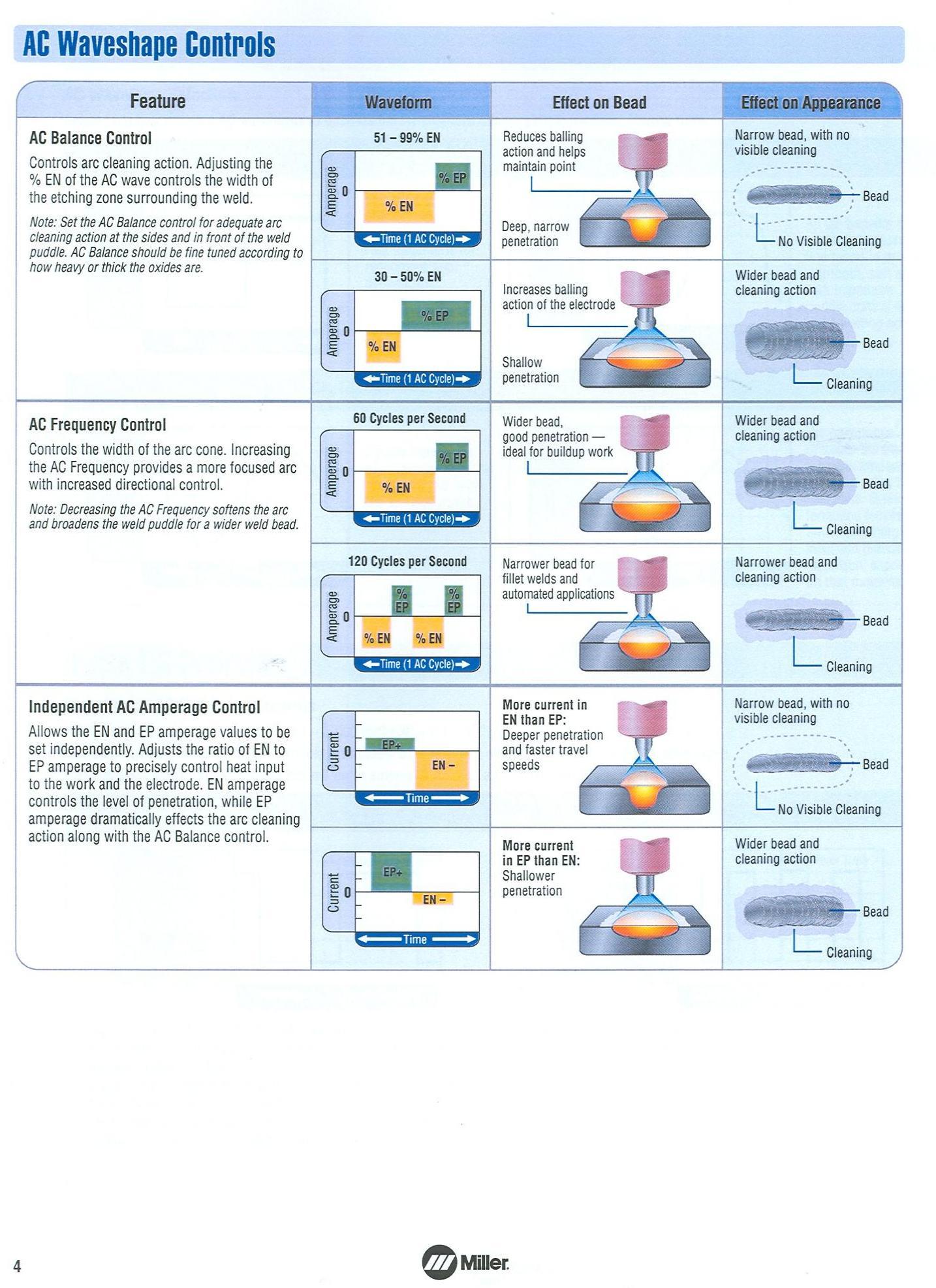
Bląd robisz w rozumieniu sposobu badania wpływu parametrów na spoine przedstawionym na obrazku. Zawsze jest tak, że żeby zbadać wpływ jakiegoś parametru na zjawisko zmienia sie tylko ten parametr a reszte stara się zostawić na stałym poziomie. Wnioski?
Na poszczegolnych obrazkach pokazany jest kolejno wpływ:
-balansu
-czestotliwości
-asymetrycznej kontroli natężenia
na wygląd spoiny i elektrody przy zachowaniu reszty parametrów początkowych na tym samym poziomie. Wnioski? Kształt elektrody w tym wypadku nie jest przyczyną a skutkiem zmiany poszczególnych wyżej wymienionych parametrów.
Na poszczegolnych obrazkach pokazany jest kolejno wpływ:
-balansu
-czestotliwości
-asymetrycznej kontroli natężenia
na wygląd spoiny i elektrody przy zachowaniu reszty parametrów początkowych na tym samym poziomie. Wnioski? Kształt elektrody w tym wypadku nie jest przyczyną a skutkiem zmiany poszczególnych wyżej wymienionych parametrów.
- 15 maja 2014, 22:59
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Spawanie Alu TIG początki potrzebna pomoc
- Odpowiedzi: 38
- Odsłony: 20826
- 15 maja 2014, 00:18
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Spawanie Alu TIG początki potrzebna pomoc
- Odpowiedzi: 38
- Odsłony: 20826
Pospawaj jeszcze trocheForgedPiston pisze:nikt nie udzielił odpowiedzi typu jak zmienię ustawienia A to stanie się to i to itd. Teraz poniekąd rozumiem dlaczego tak było .........
jedno wpisanie w google grafika hasła "balans ac wtopienie" i taki efekt:
Z doswiadczenia proponuje zacząć z balansem 50%, prad spawania silnie zalezy od pojemności cieplnej elementu, szybkości prowadzenia ręki - profile przyjąłbym okolo 30-35A na każdy 1mm grubości materiału. Większe korpusy itp okolo 40A/1mm. A jak cos malego to 25A/1mm moze byc za dużo (element sie nagrzeje i popłynie).
Do alu proponuje spróbować elektrode szarą. Czerwoną bym odrzucił (zdrowie itp), do kwaśnej złota albo lepiej niebieska.
Prąd bazy to nateżenie słabszego prądu w pulsie. Czyli włączasz puls (w spawaniu bez pulsu funkcja nie działa!) i masz na przemian wysoki i niski prąd. Baza to niski, spawania to wysoki. Włącz sobie puls rzedu 1Hz, czasy rzedu 0,5s baza, 0,5s prad spawania i wtedy ładnie zobaczysz w praktyce. A poza tym grafika na spawarce ilustruje przebieg krzywej prądu, patrz na nią i staraj sie zrozumieć co przedstawia.






