g0home pisze: ↑28 lip 2024, 11:35@tuxcnc dziękuję za zaangażowanie. Problem w stworzonym przez Ciebie programie wydaje się prosty , w momencie załączenia G41 narzędzie nie ma możliwości wykonania kompensacji przez co zaczyna to robić w momencie wykonywania ruchu roboczego G1 X10 Y100.
Problem polega na tym, że nie widzę rozwiązania problemu który pojawił się w moim programie tzn. narzędzie wykonało kompensacje, prawidłowo wykonało pierwszą ścieżkę , prawidłowo drugą, trzecią i przy ostatniej X288 odjechał za daleko (prawdopodobnie poruszało się z już wyłączoną kompensacją - kolor zielony)
........
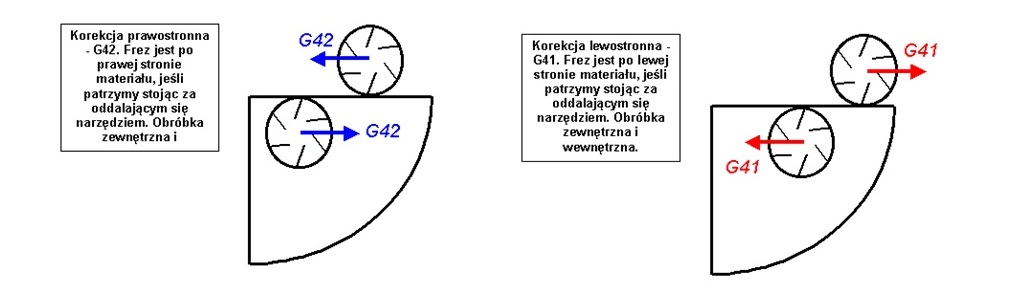
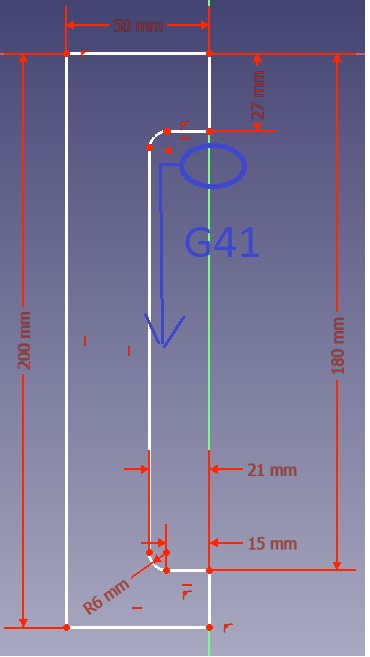
Źle opisałeś na foto grafikę .
G41 to kompensacja lewostronna , a Ty wykreśliłeś prawostronną.
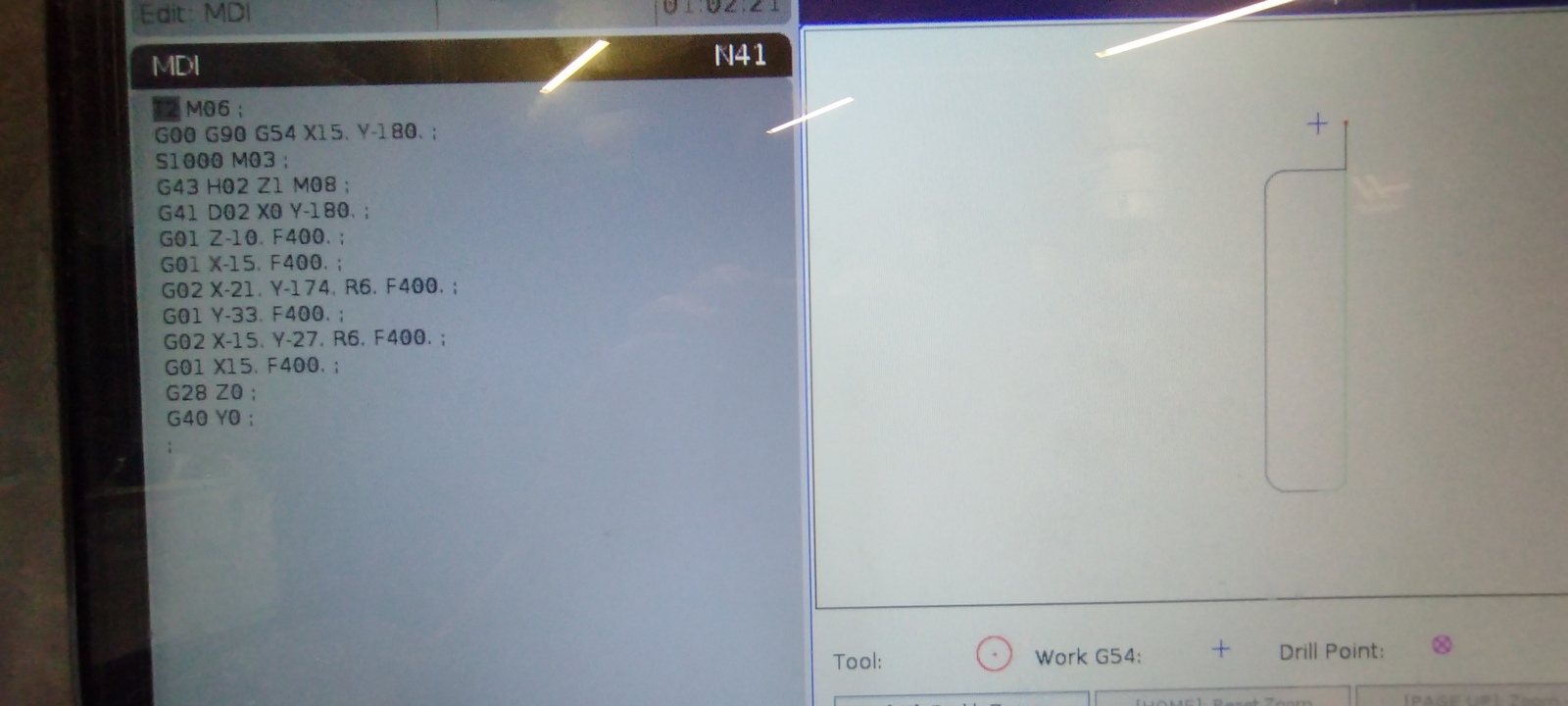
Bloki na żółto nie wprowadzają błędu , a wpisanie dwukrotnie współrzędnej X350 nic nie szkodzi / zmienia w drodze freza.
Przy ostatniej X288 nie mogło jechać przy wyłączonej kompensacji , gdyż jej odwołanie jest po tym bloku , pod koniec programu.
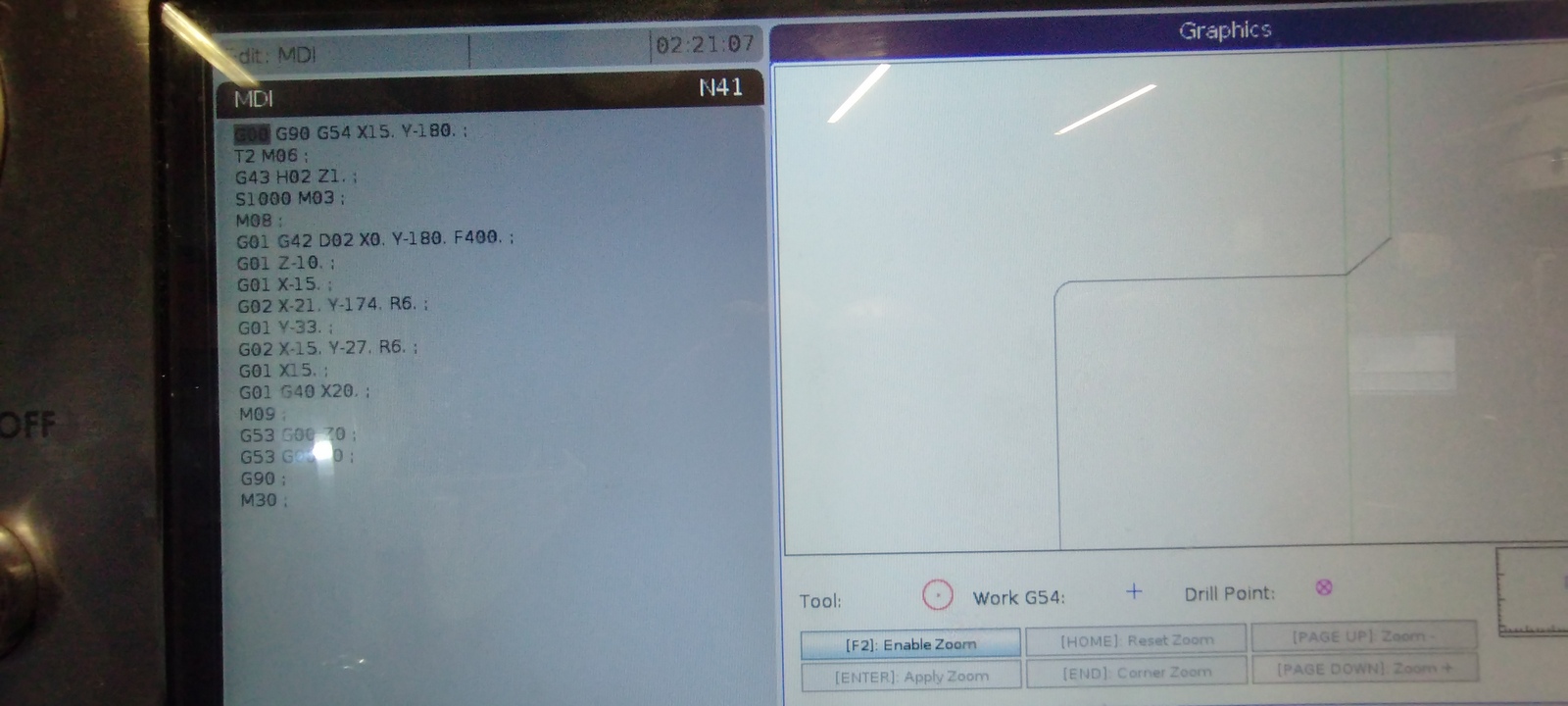
Z tej grafiki trudno określić o co To chodzi i w czym masz problem.
Najlepiej puść program w single blokach i popatrz czy za każdym razem maszyna dochodzi do punktu jaki ma zadany w danym bloku.
.... moim zdaniem wszystko jest ok.
Mariusz.