grekot pisze: ↑24 cze 2021, 13:46
Witam.
Mam taki temat.
Tokarka z osiami XZY.
Oś Y wykonuje pełen obrót dla wartości 360.
Temat jest taki:
Zamiast noża tokarskiego zamontowane wrzeciono frezujące.
Potrzebuję napisać w g-code program który będzie na powierzchni walca gumowego o średnicy około 300mm (ale możliwe że będą to także inne średnice), frezował kółka o średnicy około 100mm.
Gdybym wybrał do pracy płaszczyznę YZ, to teoretycznie poprzez G2, G3, mogę frezować kółka, no ale o ile w osi Z zadanie ruchu o 100 zrobi mi przejazd frezu o 100mm, o tyle w osi Y spowoduje to obrót o kąt 100 stopni, co dla walca o średnicy 300mm, zaowocuje przesunięciem powierzchni walca o jakieś 261mm.
Są jakieś komendy które w jakis sposób skalowały by ruch w osi Y, tak aby można było programować jak na płaszczyźnie, a nie na walcu?
Czyli np ja wydaję komendę ruchu po łuku o promieniu 50mm, i program sobie to skaluje na odpowiedni ruch osi obrotowej Y.
Zadanie genialnie proste , pod warunkiem , że wie się co to jest cykl G112 i posiada się zasoby sprzętowe.
Trochę na ten temat tu ;
transformacja-cylindryczna-na-fanucu-t25796.html
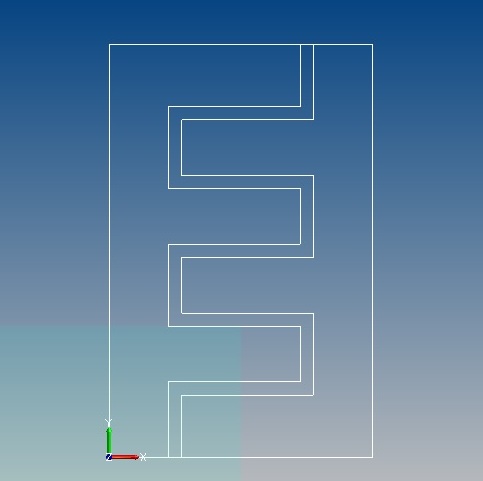
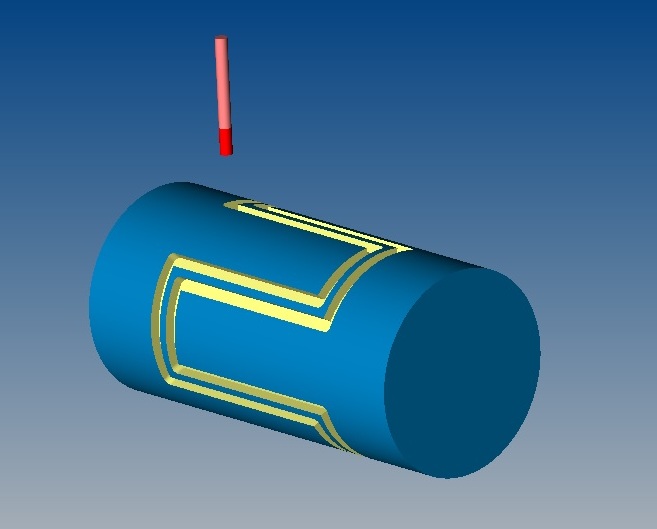
Swego czasu (w 2009r.) ćwiczyłem takie duperele , ale na frezarkę.
Określałem ścieżkę freza w układzie XY , rozwinięcie nawijałem na walec i po transformacji wyszło to (patrz; drugie foto).
sssTOMEKsss pisze: ↑24 cze 2021, 17:00
samo wrzeciono cie nie uratuje, w tokarce musisz mieć jeszcze hamulec który zablokuje cały wrzeciennik przed siłą podczas frezowania
Ot, mądry się wypowiedział.

Chcesz frezować na hamulcu ?
.....
Mariusz.










