



Znaleziono 4 wyniki
- 05 sty 2010, 18:55
- Forum: CNC podstawy
- Temat: Program
- Odpowiedzi: 9
- Odsłony: 3242
Odpowiedzieć na błąd można, widząc cały program. Błędem może być coś innego. Albo i kaprys programu PM. U mnie wszystko tak jak widzisz gra. A jeśli chodzi o wytoczenie otworu to potraktuj tą pierwszą stronę jako lekcję i spróbuj wytoczenie zrobić sam. Jak nie będzie wychodzić to daj to co zrobiłeś na forum, to ci pomożemy.
- 04 sty 2010, 21:41
- Forum: CNC podstawy
- Temat: Program
- Odpowiedzi: 9
- Odsłony: 3242

- 04 sty 2010, 18:21
- Forum: CNC podstawy
- Temat: Program
- Odpowiedzi: 9
- Odsłony: 3242
- 03 sty 2010, 20:15
- Forum: CNC podstawy
- Temat: Program
- Odpowiedzi: 9
- Odsłony: 3242
Witam
Z progmasterem czasami tak jest że program masz dobry a on nie rusza. Wersja edukacyjna darmowa, trudno. Wtedy piszę program jeszcze raz, nie kopiuję.
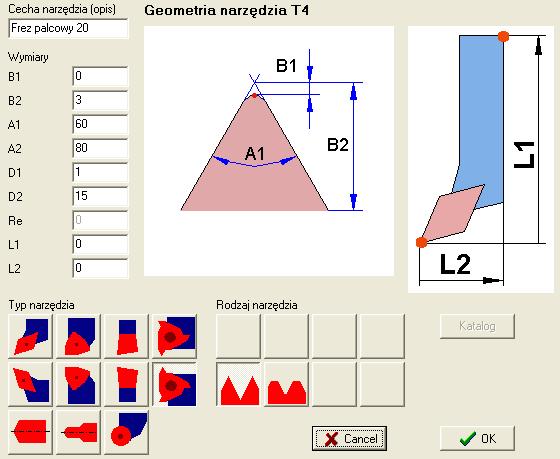
Ten program u mnie poszedł. Ja bym go zrobił w takiej wersji. Przy takim gwincie lepiej by było gwintownikiem. Ale w toczeniu nie mogę zdefiniować narzędzia gwintownika.
%_N_CNCINFO7_MPF
; 03-01-2010
N5 G40 G54 G71 G90 G96 DIAMON KONT G450
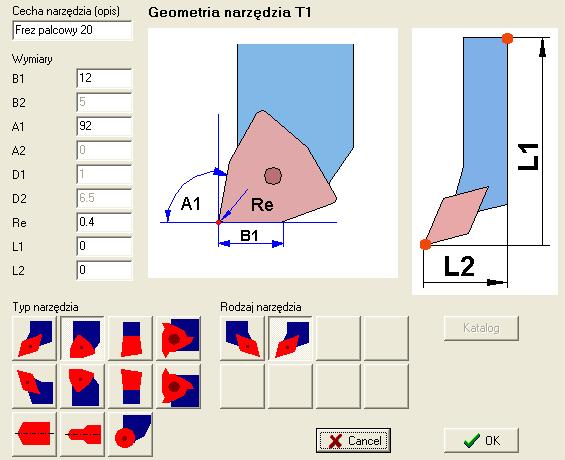
N10 T1 D1 S150 F0.3 M4 M8 ;obr zgrubna
N15 LIMS=2000
N20 G0 X70 Z9
N25 CYCLE95("6",3,0.2,0.5,,0.3,,,1,,)
N30 G0 X100 Z100
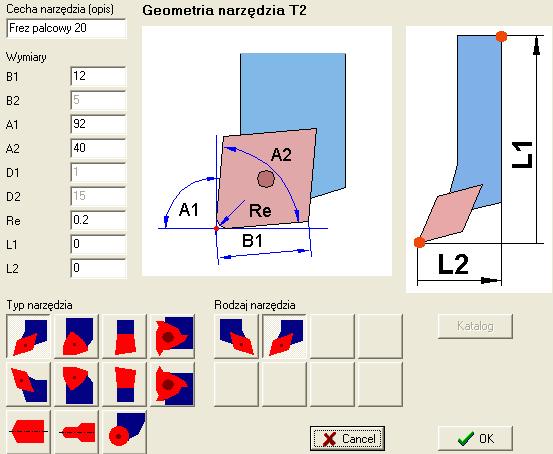
N35 T2 D1 S180 F0.1 M4 M8 ;obr wyk kat ostrza max 40st
N40 LIMS=3000
N45 G0 X10 Z10
N50 G1 X18 Z0 G42
N55 X20
N60 G2 X30 Z-3 CR=5.66
N65 G1 X30 Z-5
N70 X32 Z-6
N75 X32 Z-11
N80 X30 Z-12
N85 G2 X56.5 Z-48 CR=50.25
N90 G1 X58.97 Z-55
N95 G1 Z-57
N100 X62
N105 G0 X100 Z100 G40
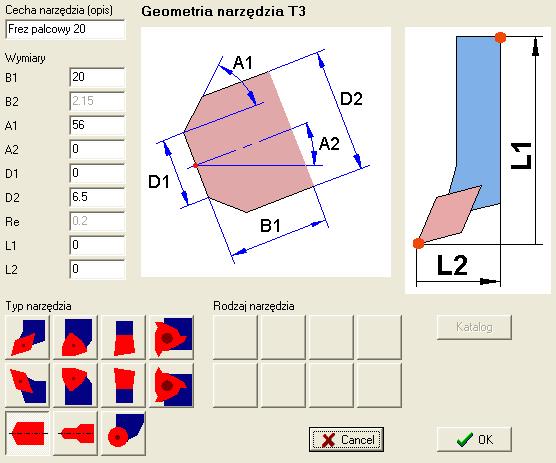
N110 T3 D1 G95 S900 F.2 M3 M8 ;wiertlo fi6,5
N115 G0 Z5
N120 X0
N125 CYCLE82(2,0,2,-12,12,)
N130 G0 X100 Z100
N135 T4 D1 S120 F.2 M3 M8 ;gwintowanie
N140 G0 Z5
N145 X5
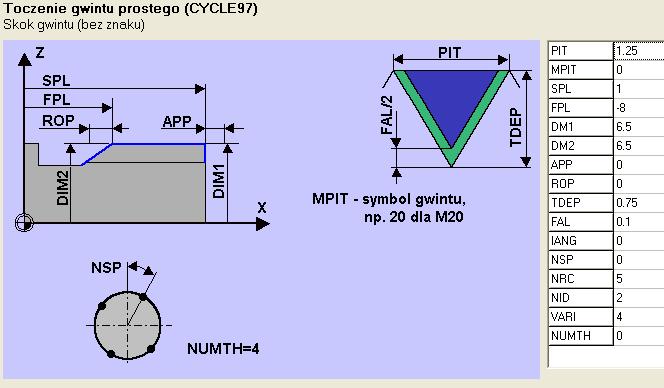
N150 CYCLE97(1.25,,1,-8,6.5,6.5,,,0.75,0.1,0,,5,2,4,)
N155 G0 X100 Z100
N160 G53 T0 D0 G0 Z400.000 X500.000 M9 M5
N165 M30
%_N_6_SPF
G1 X18 Z0
G1 X20
G2 X30 Z-3 CR=5.66
G1 X30 Z-5
G1 X32 Z-6
G1 X32 Z-11
G2 X56.5 Z-48 CR=50.25
G1 X58.97 Z-55
G1 Z-57
G1 X62
Z progmasterem czasami tak jest że program masz dobry a on nie rusza. Wersja edukacyjna darmowa, trudno. Wtedy piszę program jeszcze raz, nie kopiuję.
Ten program u mnie poszedł. Ja bym go zrobił w takiej wersji. Przy takim gwincie lepiej by było gwintownikiem. Ale w toczeniu nie mogę zdefiniować narzędzia gwintownika.
%_N_CNCINFO7_MPF
; 03-01-2010
N5 G40 G54 G71 G90 G96 DIAMON KONT G450
N10 T1 D1 S150 F0.3 M4 M8 ;obr zgrubna
N15 LIMS=2000
N20 G0 X70 Z9
N25 CYCLE95("6",3,0.2,0.5,,0.3,,,1,,)
N30 G0 X100 Z100
N35 T2 D1 S180 F0.1 M4 M8 ;obr wyk kat ostrza max 40st
N40 LIMS=3000
N45 G0 X10 Z10
N50 G1 X18 Z0 G42
N55 X20
N60 G2 X30 Z-3 CR=5.66
N65 G1 X30 Z-5
N70 X32 Z-6
N75 X32 Z-11
N80 X30 Z-12
N85 G2 X56.5 Z-48 CR=50.25
N90 G1 X58.97 Z-55
N95 G1 Z-57
N100 X62
N105 G0 X100 Z100 G40
N110 T3 D1 G95 S900 F.2 M3 M8 ;wiertlo fi6,5
N115 G0 Z5
N120 X0
N125 CYCLE82(2,0,2,-12,12,)
N130 G0 X100 Z100
N135 T4 D1 S120 F.2 M3 M8 ;gwintowanie
N140 G0 Z5
N145 X5
N150 CYCLE97(1.25,,1,-8,6.5,6.5,,,0.75,0.1,0,,5,2,4,)
N155 G0 X100 Z100
N160 G53 T0 D0 G0 Z400.000 X500.000 M9 M5
N165 M30
%_N_6_SPF
G1 X18 Z0
G1 X20
G2 X30 Z-3 CR=5.66
G1 X30 Z-5
G1 X32 Z-6
G1 X32 Z-11
G2 X56.5 Z-48 CR=50.25
G1 X58.97 Z-55
G1 Z-57
G1 X62






