Po pierwsze to zapytam czy nie masz obaw dotyczących ujawniania w jaki sposób działa ta maszyna?
Ze zdjęcia i opisu wywnioskowałem, że rurę gumową nawlekasz na walec, mocujesz trzy tak przygotowane walce na maszynie, ręcznie dokręcając tymi korbkami z przodu. Uruchomiony program dosuwa noże do walców, opuszcza je, obraca wałkami o 360+ stopni, odsuwa, przesuwa o 3mm i ponownie tnie. U góry nad nożami są śrubki regulacyjne ze sprężyną. Do tego używana jest jakaś ciecz tymi niebieskimi rurkami. Zwilżało to jedynie, nie chlapało, bo osłona jest niewielka.
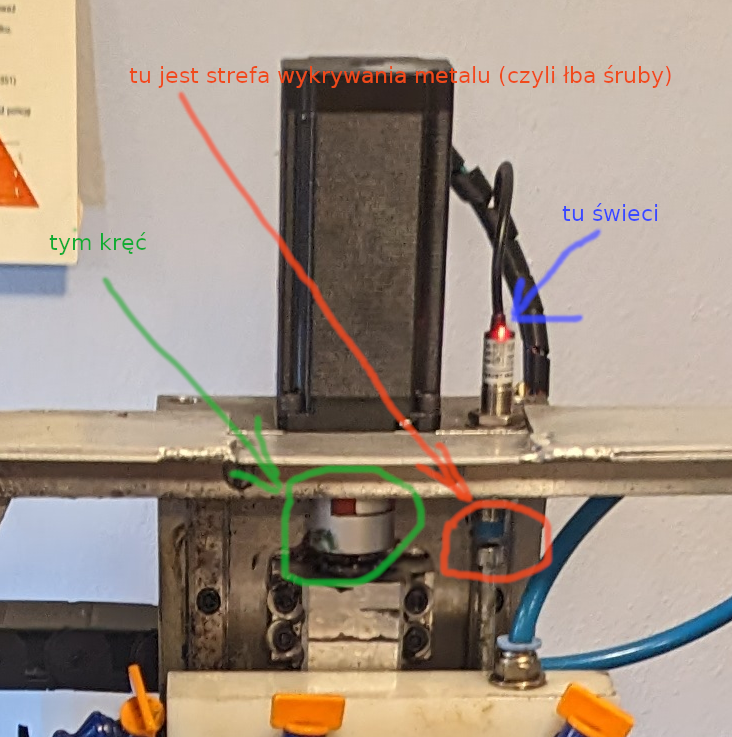
Na zdjęciu jedna z krańcówek - ta górna - świeci. Może trzeba ręcznie zjechać niżej i spróbować zbazować jeszcze raz?
1. Wyłącz maszynę.
2. Ręcznie obracaj sprzęgłem - tym czymś pod czarnym silnikiem na górze, żeby to ramię z nożami obniżyło się w dół o kilka centymetrów.
3. Włącz maszynę.
4. Gdzieś z tyłu jest jeszcze jednak krańcówka. Jeśli świeci na czerwono to zrób jak w pkt. 2 żeby się od niej odsunąć.
5. Kliknij na "bazuj wszystkie".