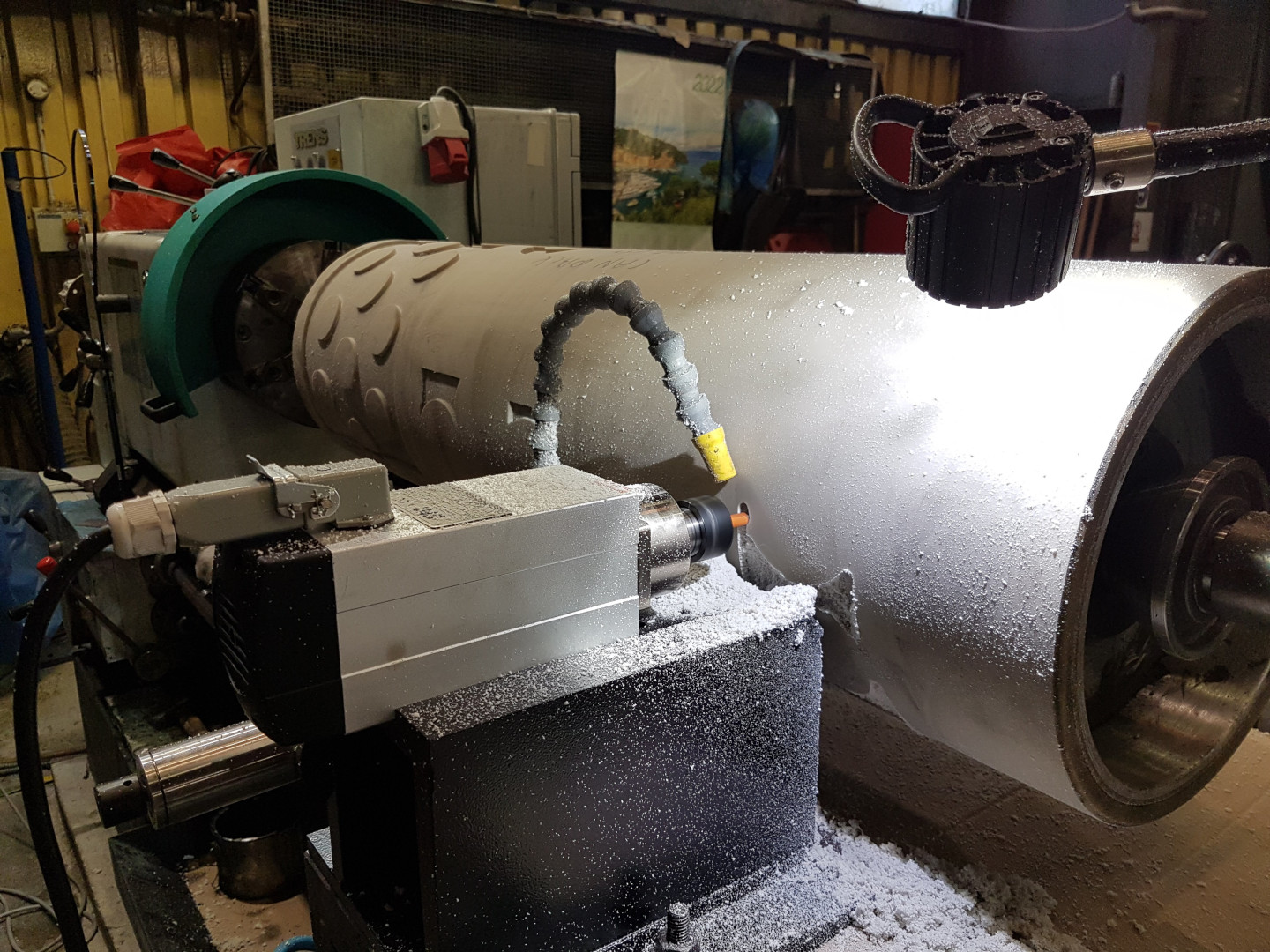
Chciałem poinformować że z powodzeniem udało się zrealizować frezowanie na powierzchni walca.
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Wróć do „Frezowanie w walcu, na tokarce”
tuxcnc pisze:choćby taki że prosisz o bezpłatną pomoc w komercyjnym projekcie, albo taki że zadajesz pytanie a nie robisz nic by zrozumieć odpowiedź.
tuxcnc pisze:Jak pisałem wcześniej, okrąg zastępujesz ciągiem odcinków o równej długości. Koniec każdego odcinka określa wektor o długości promienia, zaczepiony w środku okręgu i obrócony o kąt 360/<ilość_odcinków>. Znając kąt i długość wektora obliczasz współrzędne końca z sinusa i cosinusa. W Z dostajesz od razu w milimetrach, w Y musisz przeliczyć z milimetrów na stopnie, co jest trywialne znając średnicę walca. Używając
tuxcnc pisze:Piękno czystego g-kodu polega właśnie na tym, że jest jednoznaczny nawet gdy robisz takie głupoty jak mnożenie milimetrów razy stopnie.
Tutaj konkretnie masz zadany jeden ruch o 20 milimetrów w osi Z i równocześnie o 3600 stopni w osi A. Powinien wyjść gwint o skoku 2 mm.
WZÓR pisze:Swego czasu (w 2009r.) ćwiczyłem takie duperele , ale na frezarkę.
Określałem ścieżkę freza w układzie XY , rozwinięcie nawijałem na walec i po transformacji wyszło to (patrz; drugie foto).




