



Używam specjalnych frezów do wosków. Testuję póki co różne strategie, by znaleźć jakiś kompromis. Myślę, że ta powierzchnia mogła by być inna, gdyby to była frezarka pionowa, w końcu nie wymyślają chłodziwa tylko dla marketingu. Niestety nie sprawdzę tego na mojej wielkiej, bo tam chińskie śruby są C7, więc precyzja żadna. Druga sprawa, to że chłodziwo z wiórami płynie na freza, a nie od freza. Ale to tylko teoria. tu "pluje" cały czas, a powierzchnia wychodzi im, że buty spadają... Testy, czas, cierpliwość...
Znaleziono 3 wyniki
Wróć do „Miniaturowa 5 osiowa”
- 02 lis 2018, 06:56
- Forum: Frezarka - konstrukcja metalowa
- Temat: Miniaturowa 5 osiowa
- Odpowiedzi: 12
- Odsłony: 3431
Re: Miniaturowa 5 osiowa
Witam!
Używam specjalnych frezów do wosków. Testuję póki co różne strategie, by znaleźć jakiś kompromis. Myślę, że ta powierzchnia mogła by być inna, gdyby to była frezarka pionowa, w końcu nie wymyślają chłodziwa tylko dla marketingu. Niestety nie sprawdzę tego na mojej wielkiej, bo tam chińskie śruby są C7, więc precyzja żadna. Druga sprawa, to że chłodziwo z wiórami płynie na freza, a nie od freza. Ale to tylko teoria. tu "pluje" cały czas, a powierzchnia wychodzi im, że buty spadają... Testy, czas, cierpliwość...
Używam specjalnych frezów do wosków. Testuję póki co różne strategie, by znaleźć jakiś kompromis. Myślę, że ta powierzchnia mogła by być inna, gdyby to była frezarka pionowa, w końcu nie wymyślają chłodziwa tylko dla marketingu. Niestety nie sprawdzę tego na mojej wielkiej, bo tam chińskie śruby są C7, więc precyzja żadna. Druga sprawa, to że chłodziwo z wiórami płynie na freza, a nie od freza. Ale to tylko teoria. tu "pluje" cały czas, a powierzchnia wychodzi im, że buty spadają... Testy, czas, cierpliwość...
- 01 lis 2018, 13:58
- Forum: Frezarka - konstrukcja metalowa
- Temat: Miniaturowa 5 osiowa
- Odpowiedzi: 12
- Odsłony: 3431
Re: Miniaturowa 5 osiowa
Tutaj pierwsze testy, nic specjalnego: . Ogarnąłem to ogólnie, po pierwsze w postprocesorze UCCNC dla cama fusion 360. Table jako C, natomiast A jest jako table:false, po drugie skonfigurowana jest jak napisał o tym typniepokorny86, czyli ustawiłem funkcję TCP (tool center point), a nie jako indexing machine. Po trzecie przekładnię osi C "dopchałem"montując śrubę dociskową prostopadle do niej w kolebce, w której jest zamontowana. Generalnie udało się to zniwelować do ok. 2 setek, czyli otrzymałem wynik "dasięprzeżyć" . Oczywiście softowo teoretycznie też można, ale po pierwsze przy założeniu, że cam ma funkcję określenia precyzyjnej geometrii każdej osi, a nie wszystkie cam`y to posiadają. Ale pojawił się inny problem. Jeśli obrabiam na sucho powierzchnia płaska jest "the best", a jak używam chłodziwa (niezależnie od rodzaju- nawet specjalny olej do obróbki wosku) na powierzchni robią się bruzdy, czyli tak jakby Z-tka pływała góra-dół. Nieraz jest to kilka linii, a nieraz szeroki rowek o głębokości kilku/kilkunastu setek, to dużo. Obróbka na sucho ma ten mankament, że twardy wosk pyli jak diabli i w drobnych detalach pozostają zbite wióra/pyłek, a którego usuwać np. z 1mm litery jest uciążliwe  Póki co zabawa trwa...
Póki co zabawa trwa...
- 10 paź 2018, 21:46
- Forum: Frezarka - konstrukcja metalowa
- Temat: Miniaturowa 5 osiowa
- Odpowiedzi: 12
- Odsłony: 3431
Miniaturowa 5 osiowa
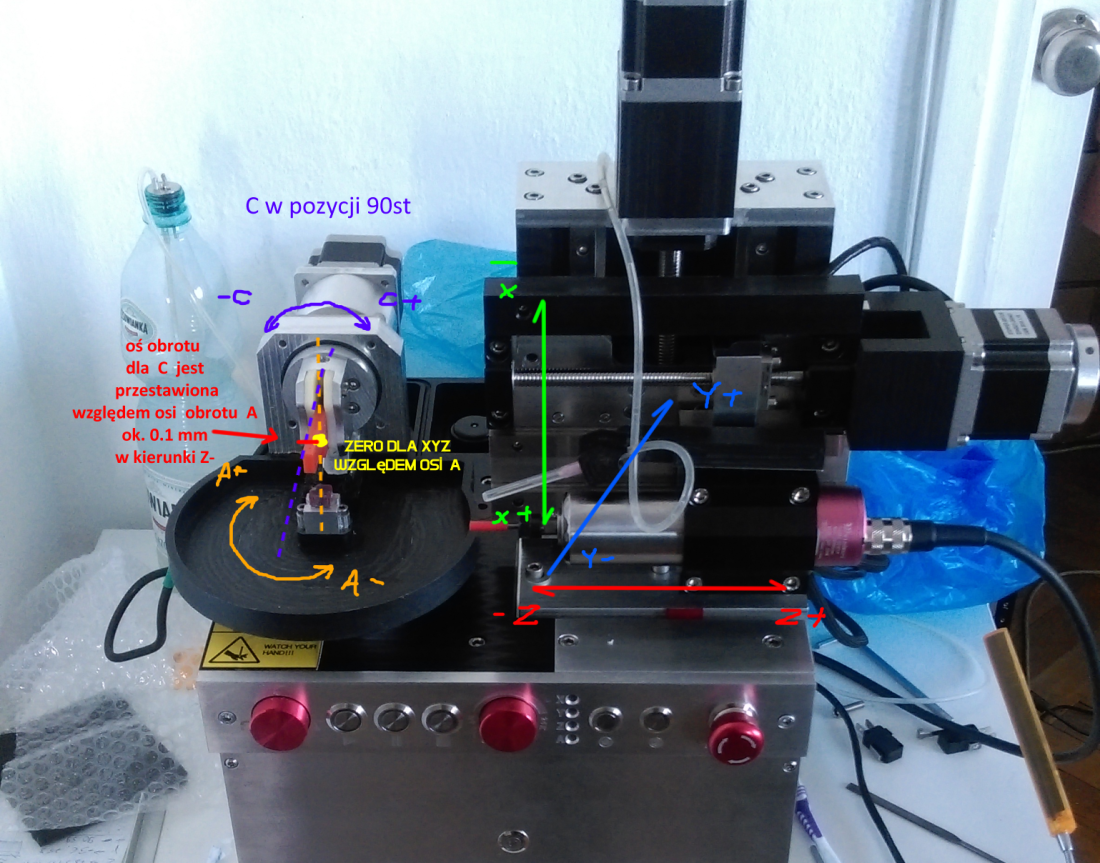
Witam Wszystkich po dłuuuuugim okresie nieobecności, wiele się działo i po ponad roku czasu powstało takie "coś". A mianowicie miniaturowa frezarka 5 osiowa. Ogólnie geometria jak na homemade jest więcej niż zadowalająca, ale jest jeden zonk, bo przecież nie może być za różowo. Mianowicie osie obrotu na kolebce (oś A i C) są przesunięte o jakieś 0.1mm względem siebie, więc się nie przecinają. I teraz pytanie do osób, które mają wiedzę z zakresu obsługi takich maszyn. Jak się koryguje takie rozbieżności. Czy za to odpowiada funkcja offsetów w postprocesorze, który trzeba zmodyfikować dla takiej maszyny? Jeśli tak to w jaki sposób się to robi i względem której osi. Rozjaśnię to na przykładzie zdjęcia. Konstrukcja jest standardowa czyli A na X+ , a C na Z- (klasyczna kolebka). Jak się prawidłowo kalibruje takie 5 osi?
Zapraszam do dyskusji.
Zapraszam do dyskusji.






