



Przeprowadziłem pierwsze próby wszystko działa poprawnie , jeżeli chodzi o sygnały wyjścia to muszą byc cztery do każdej pozycji magazynu jeden i jeden sygnał wejścia informujący o uzyskanej pozycji i zaklemowaniu imaka.
Co do komendy sleep zrezygnowałem z niej celowo ponieważ potrzebuje sygnału
przez cały czas aż do momentu zaklemowania na końcu dopisałem deaktywacje wszystkich sygnałów.
Do zasilania silnika wykorzystałem napięcie 3*71v bo tylko takim dysponowałem tym samym napiciem po wyprostowaniu zasilam serwosilniki 100v dc zastanawiam się czy mogę to tak zostawić jakie mam szanse że nie spale silnika.
Pozostał jeszcze jeden problem , mała ilość sygnałów wejściowych nie chce z niczego rezygnować , a więc muszę prawdo podobnie zakupić pokeysa55 lub coś pochodnego.
POZDRAWIAM.
Znaleziono 8 wyników
Wróć do „Modernizacja tokarki - czyli nic wielkiego.”
- 08 sty 2011, 22:30
- Forum: Amatorska Tokarka CNC
- Temat: Modernizacja tokarki - czyli nic wielkiego.
- Odpowiedzi: 28
- Odsłony: 11107
- 26 gru 2010, 11:36
- Forum: Amatorska Tokarka CNC
- Temat: Modernizacja tokarki - czyli nic wielkiego.
- Odpowiedzi: 28
- Odsłony: 11107
Przy pomocy pada mogę sterować maszyną w trybie "jog" ale pozostaje główny problem płynnej regulacji posuwu najlepiej za pomocą potencjometru, jak kolega rozwiązał ten problem?
Wykonałem przeróbkę makra które w tej chwili wygląda tak;
Sub Main()
NewTool = GetSelectedTool()
OldTool = GetCurrentTool()
MaxToolNum = 4
While NewTool > MaxToolNum
NewTool = Question ("Enter New Tool Number up to " & MaxToolNum)
Wend
If (OldTool=0) Then
Code "m30"
End If
If (NewTool=0) Then
Code "m30"
End If
If OldTool <> NewTool Then
If (NewTool = 1) Then
deActivateSignal(Output2)
deActivateSignal(Output3)
deActivateSignal(Output4)
ActivateSignal(Output1)
End If
If (NewTool = 2) Then
deActivateSignal(Output1)
deActivateSignal(Output3)
deActivateSignal(Output4)
ActivateSignal(Output2)
End If
If (NewTool = 3) Then
deActivateSignal(Output1)
deActivateSignal(Output2)
deActivateSignal(Output4)
ActivateSignal(Output3)
End If
If (NewTool = 4) Then
deActivateSignal(Output1)
deActivateSignal(Output2)
deActivateSignal(Output3)
ActivateSignal(Output4)
End If
End If
SystemWaitFor (Input1)
End Sub
Main
wszystko działa prawidłowo zastanawia mnie komenda
SetOEMDRO(824,NewTool)
While IsMoving
jakie jest ich zadanie w oryginalnym cyklu.
Zmieniłem także początek w oryginale trzeba było wpisać w programie obróbczym
np M6T0100 inaczej nie wchodziło czyli np M6t0101 lub M6T0104 a gdy
numer korekcji narzędzia będzie równy zero to wtedy wykonane będzie polecenie M30 zrobiłem to w ten sposób aby w razie pomyłki makro zakończyło program .
Jak tylko zdobędę trafo 3*110v to zrobię pierwsze próby , zastanawiam się nad połączeniem trzech transformatorów toroidalnych ?
POZDRAWIAM
Wykonałem przeróbkę makra które w tej chwili wygląda tak;
Sub Main()
NewTool = GetSelectedTool()
OldTool = GetCurrentTool()
MaxToolNum = 4
While NewTool > MaxToolNum
NewTool = Question ("Enter New Tool Number up to " & MaxToolNum)
Wend
If (OldTool=0) Then
Code "m30"
End If
If (NewTool=0) Then
Code "m30"
End If
If OldTool <> NewTool Then
If (NewTool = 1) Then
deActivateSignal(Output2)
deActivateSignal(Output3)
deActivateSignal(Output4)
ActivateSignal(Output1)
End If
If (NewTool = 2) Then
deActivateSignal(Output1)
deActivateSignal(Output3)
deActivateSignal(Output4)
ActivateSignal(Output2)
End If
If (NewTool = 3) Then
deActivateSignal(Output1)
deActivateSignal(Output2)
deActivateSignal(Output4)
ActivateSignal(Output3)
End If
If (NewTool = 4) Then
deActivateSignal(Output1)
deActivateSignal(Output2)
deActivateSignal(Output3)
ActivateSignal(Output4)
End If
End If
SystemWaitFor (Input1)
End Sub
Main
wszystko działa prawidłowo zastanawia mnie komenda
SetOEMDRO(824,NewTool)
While IsMoving
jakie jest ich zadanie w oryginalnym cyklu.
Zmieniłem także początek w oryginale trzeba było wpisać w programie obróbczym
np M6T0100 inaczej nie wchodziło czyli np M6t0101 lub M6T0104 a gdy
numer korekcji narzędzia będzie równy zero to wtedy wykonane będzie polecenie M30 zrobiłem to w ten sposób aby w razie pomyłki makro zakończyło program .
Jak tylko zdobędę trafo 3*110v to zrobię pierwsze próby , zastanawiam się nad połączeniem trzech transformatorów toroidalnych ?
POZDRAWIAM
- 20 gru 2010, 10:19
- Forum: Amatorska Tokarka CNC
- Temat: Modernizacja tokarki - czyli nic wielkiego.
- Odpowiedzi: 28
- Odsłony: 11107
Przede wszystkim potrzebuje więcej wejść między innymi do manipulatora obecnie nie mam nawet tak podstawowej rzeczy jak regulacja posuwu czyli przy programowaniu nie mogę pozwolić sobie na żaden błąd , do prototypu sterownika który praktycznie został ukończony
potrzebuje czterech pinów wyjściowych i jednego wejściowego którego nie posiadam pomimo tego że mam dodatkową kartę LPT.
Jeżeli chodzi o dolną przekładnie to na samym wstępie modernizacji została usunięta , napęd jest w obecnej chwili bezpośrednio z silnika.
Męczę się dalej nad makrem moje musiało by wyglądać tak :
Sub Main()
NewTool = GetSelectedTool()
OldTool = GetCurrentTool()
MaxToolNum = 4
While NewTool > MaxToolNum
NewTool = Question ("Enter New Tool Number up to " & MaxToolNum)
Wend
If NewTool = OldTool Or NewTool = 0 Then
Exit Sub
End If
If OldTool <> NewTool Then
If (NewTool = 1) Then
ActivateSignal(1)
( oczekiwanie na sygnał imak na zadanej pozycji np pin10 stan wysoki )
sleep 300
End If
i tu problem jaką komedę wstawić za ( oczekiwanie na sygnał imak na zadanej pozycji np pin10 stan wysoki ) tak żeby mach czekał na sygnał zwrotny ,
pozostaje jeszcze problem zdefiniowania nr portu dla pokeysa55.
POZDRAWIAM.
potrzebuje czterech pinów wyjściowych i jednego wejściowego którego nie posiadam pomimo tego że mam dodatkową kartę LPT.
Jeżeli chodzi o dolną przekładnie to na samym wstępie modernizacji została usunięta , napęd jest w obecnej chwili bezpośrednio z silnika.
Męczę się dalej nad makrem moje musiało by wyglądać tak :
Sub Main()
NewTool = GetSelectedTool()
OldTool = GetCurrentTool()
MaxToolNum = 4
While NewTool > MaxToolNum
NewTool = Question ("Enter New Tool Number up to " & MaxToolNum)
Wend
If NewTool = OldTool Or NewTool = 0 Then
Exit Sub
End If
If OldTool <> NewTool Then
If (NewTool = 1) Then
ActivateSignal(1)
( oczekiwanie na sygnał imak na zadanej pozycji np pin10 stan wysoki )
sleep 300
End If
i tu problem jaką komedę wstawić za ( oczekiwanie na sygnał imak na zadanej pozycji np pin10 stan wysoki ) tak żeby mach czekał na sygnał zwrotny ,
pozostaje jeszcze problem zdefiniowania nr portu dla pokeysa55.
POZDRAWIAM.
- 19 gru 2010, 12:21
- Forum: Amatorska Tokarka CNC
- Temat: Modernizacja tokarki - czyli nic wielkiego.
- Odpowiedzi: 28
- Odsłony: 11107
Obecnie rozpocząłem lutowanie płytki sterującej wprowadziłem jeszcze wiele poprawek .
Nie wykluczam w przyszłości zakupu plc oczywiście najlepszym rozwiązaniem byłby
zakup gotowego kompletu od kolegi Marka dlatego zapytam o cenę takiego gotowca .
Na dzień dzisiejszy nie czuje się na siłach wykonać samodzielnie soft do sterownika plc,
obecnie nurtują mnie bardziej przyziemne problemy jak np zrozumienie makra m6
w swojej maszynie mam zamiar zamontować pokeys55 dla zwiększenia wejść i wyjść
których mi brakuje nie bardzo wiem jak to zdefiniować w makro m6 chodzi mi o zdefiniowanie nr portu w tym wypadku port nr 10.
Zastanawia mnie działanie makra kolegi Marka przy każdym wyborze numeru
narzędzia są te same komendy tzn. de aktywacja pinu10
i aktywacja pinu 11 i 12 trochę się pogubiłem.
Za dotychczas ową pomoc kolegi Marka z góry dziękuje bo bardzo ułatwiło mi zadanie.
POZDRAWIAM.
Nie wykluczam w przyszłości zakupu plc oczywiście najlepszym rozwiązaniem byłby
zakup gotowego kompletu od kolegi Marka dlatego zapytam o cenę takiego gotowca .
Na dzień dzisiejszy nie czuje się na siłach wykonać samodzielnie soft do sterownika plc,
obecnie nurtują mnie bardziej przyziemne problemy jak np zrozumienie makra m6
w swojej maszynie mam zamiar zamontować pokeys55 dla zwiększenia wejść i wyjść
których mi brakuje nie bardzo wiem jak to zdefiniować w makro m6 chodzi mi o zdefiniowanie nr portu w tym wypadku port nr 10.
Zastanawia mnie działanie makra kolegi Marka przy każdym wyborze numeru
narzędzia są te same komendy tzn. de aktywacja pinu10
i aktywacja pinu 11 i 12 trochę się pogubiłem.
Za dotychczas ową pomoc kolegi Marka z góry dziękuje bo bardzo ułatwiło mi zadanie.
POZDRAWIAM.
- 15 gru 2010, 21:24
- Forum: Amatorska Tokarka CNC
- Temat: Modernizacja tokarki - czyli nic wielkiego.
- Odpowiedzi: 28
- Odsłony: 11107
Mam w zamiarze uruchomić tylko jeden imak drugi pozostawiam manualny
który do tej pory bardzo dobrze się spisuje zarówno pod względem szybkości i prostoty wymiany narzędzi jak i powtarzalności wymiarów.
Jeżeli chodzi o sterownik PLC to gdzie i za ile można go kupić no i dochodzi jeszcze problem z programowaniem .
Mam jeszcze pytanie odnośnie programowania makra pod machem gdzie zdobędę komendy i ich opis .
POZDRAWIAM.
który do tej pory bardzo dobrze się spisuje zarówno pod względem szybkości i prostoty wymiany narzędzi jak i powtarzalności wymiarów.
Jeżeli chodzi o sterownik PLC to gdzie i za ile można go kupić no i dochodzi jeszcze problem z programowaniem .
Mam jeszcze pytanie odnośnie programowania makra pod machem gdzie zdobędę komendy i ich opis .
POZDRAWIAM.
- 12 gru 2010, 21:11
- Forum: Amatorska Tokarka CNC
- Temat: Modernizacja tokarki - czyli nic wielkiego.
- Odpowiedzi: 28
- Odsłony: 11107
Mam kolejne pytanie do kolegi margor wykonałem wstępny projekt sterowania
magazynem.
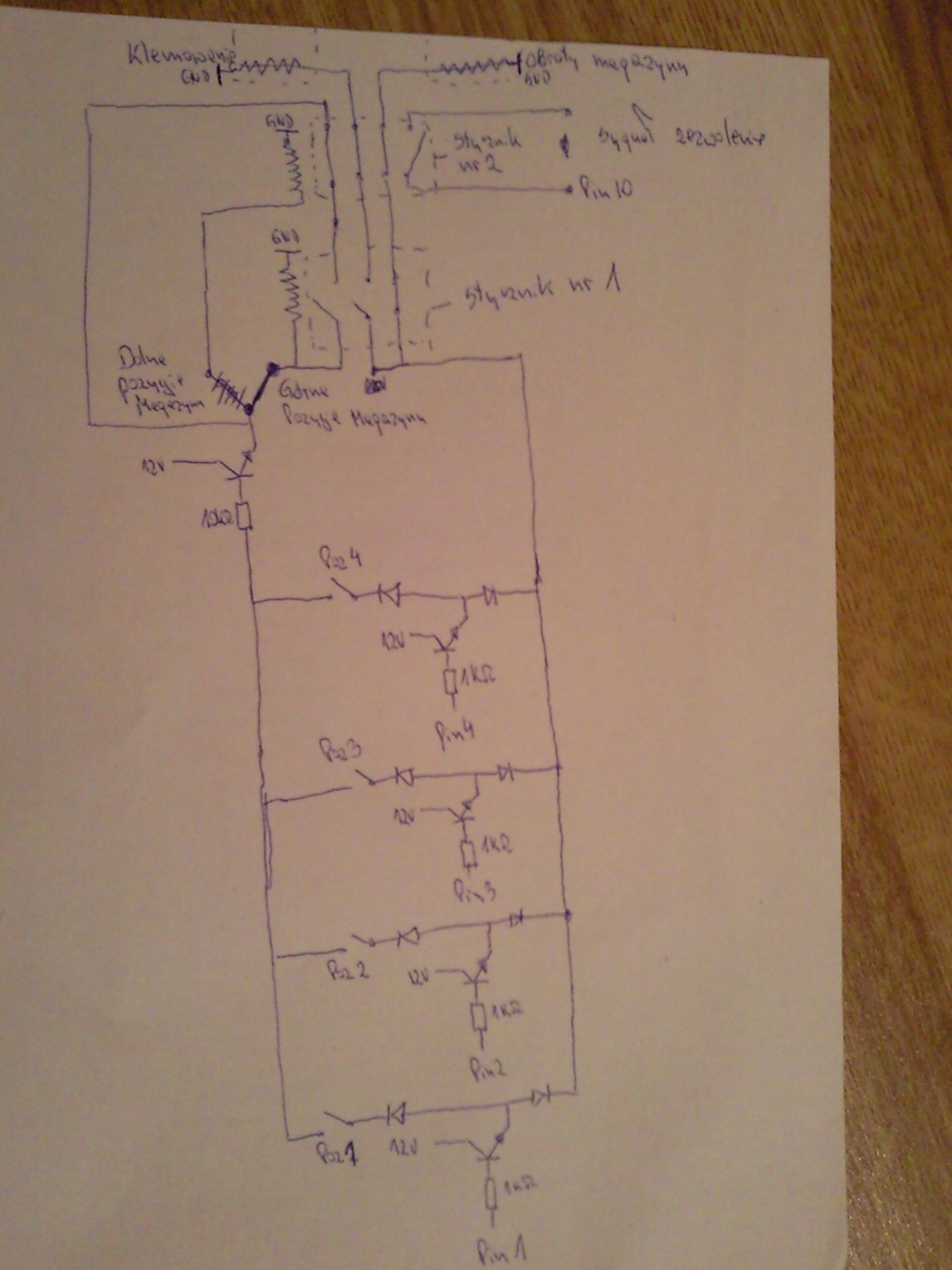
Jest wykonany bardzo nie fachowo dlatego objaśnię o co mi w nim chodziło.
Gdy w programie pojawi się komenda np M6T1 to w porcie LPT na pinie 1 pojawi się
stan wysoki 5v sygnał ten poprzez tranzystor i dalej przez styczniki nr 1 i 2 które nie załączone mają styk zamknięty włączają 12v cewkę stycznika obrotu imaka
będzie się on kręcił do momentu zamknięcia styku w imaku ( poz 1 ) co spowoduje załączenie tranzystora ( lewa górna strona rysunku ) który poprzez przełącznik w imaku ( górna i dolna pozycja imaka ) znajdującego się w pozycji górnej załącza cewkę stycznika
nr1 co jednoczenie rozłącza styk obrotu imaka i załącza styk klem owania czyli lewe obroty silnika do momenty przełączenia styku przełącznika na dolną pozycje imaka
wtedy włącza się stycznik nr 2 co powoduje zatrzymanie silnika i zwarcie sygnału zezwolenia ( zwarcie do masy pinu 10 ) co ma spowodować załączenie stanu niskiego pinu 1
i zakończenie maro M6.
Zdaje sobie sprawę ze wielu rzeczy na schemacie jeszcze nie ma np optoizolacji
i wielu innych drobiazgów.
A teraz do sedna sprawy czy jest nadzieja ze przy pomocy takiego prostego układu
mogę prawidłowo sterować tym imakiem i co przerobić w pierwszej wersji makro m6 żeby można było go zaadoptować do mojego pomysłu.
POZDRAWIAM.
magazynem.
Jest wykonany bardzo nie fachowo dlatego objaśnię o co mi w nim chodziło.
Gdy w programie pojawi się komenda np M6T1 to w porcie LPT na pinie 1 pojawi się
stan wysoki 5v sygnał ten poprzez tranzystor i dalej przez styczniki nr 1 i 2 które nie załączone mają styk zamknięty włączają 12v cewkę stycznika obrotu imaka
będzie się on kręcił do momentu zamknięcia styku w imaku ( poz 1 ) co spowoduje załączenie tranzystora ( lewa górna strona rysunku ) który poprzez przełącznik w imaku ( górna i dolna pozycja imaka ) znajdującego się w pozycji górnej załącza cewkę stycznika
nr1 co jednoczenie rozłącza styk obrotu imaka i załącza styk klem owania czyli lewe obroty silnika do momenty przełączenia styku przełącznika na dolną pozycje imaka
wtedy włącza się stycznik nr 2 co powoduje zatrzymanie silnika i zwarcie sygnału zezwolenia ( zwarcie do masy pinu 10 ) co ma spowodować załączenie stanu niskiego pinu 1
i zakończenie maro M6.
Zdaje sobie sprawę ze wielu rzeczy na schemacie jeszcze nie ma np optoizolacji
i wielu innych drobiazgów.
A teraz do sedna sprawy czy jest nadzieja ze przy pomocy takiego prostego układu
mogę prawidłowo sterować tym imakiem i co przerobić w pierwszej wersji makro m6 żeby można było go zaadoptować do mojego pomysłu.
POZDRAWIAM.
- 06 gru 2010, 17:21
- Forum: Amatorska Tokarka CNC
- Temat: Modernizacja tokarki - czyli nic wielkiego.
- Odpowiedzi: 28
- Odsłony: 11107
Imaki które posiadam są oryginalne od tokarki graziano sag210nc,
na moich imakach nie ma żadnych informacji o napięciu zasilającym silnikiem,
jak mam rozumieć te 110v jako 3*110v czy też między fazowe 110.
Następnym problemem jest elektrohamulec zastanawiam się czy jest niezbędny do
poprawnej pracy imaka , a jeżeli tak to jakim napięciem jest sterowany.
Próbowałem odpalić makro M6 od kolegi margor ale mi się nie udało , MACH3
zgłasza błąd formatu.
Załączam kilka fotek mojej tokarki.




Pozdrawiam
na moich imakach nie ma żadnych informacji o napięciu zasilającym silnikiem,
jak mam rozumieć te 110v jako 3*110v czy też między fazowe 110.
Następnym problemem jest elektrohamulec zastanawiam się czy jest niezbędny do
poprawnej pracy imaka , a jeżeli tak to jakim napięciem jest sterowany.
Próbowałem odpalić makro M6 od kolegi margor ale mi się nie udało , MACH3
zgłasza błąd formatu.
Załączam kilka fotek mojej tokarki.
Pozdrawiam
- 05 gru 2010, 21:53
- Forum: Amatorska Tokarka CNC
- Temat: Modernizacja tokarki - czyli nic wielkiego.
- Odpowiedzi: 28
- Odsłony: 11107





