



Witam,
Mam duży problem !!!
Głowica w sl20 nie siada na swojej pozycji.
Brakuje jej (na moje oko) około 2 stopnie.
Miał ktoś może taki problem.
Wie ktoś jak to naprawić?
Proszę o pomoc.
Z góry dziękuję.
[ Dodano: 2010-02-07, 21:33 ]
Witam,
odnośnie niesiadania tej głowicy w SL 20,
Wiem o co chodzi, poluzowało się sprzędiełko obracające głowicą,
Co trzeba zrobić.
1. rozkręć obudowę tak żeby było widać zacisk głowicy.
2. rozluźnij zacisk, tak żeby można było obrócić głowicą w tym samym czasie...
3. popuść jedną stornę sprzęgiełka
4. w MDI wpisz np T1 i wykonaj
5. ręcznie obróć też głowicę tak żeby była pozycja T1
6. dokręć śrubę sprzęgiełka
7. have fun !!! czyli powinno działać
(wuwagi: jeśli masz narzędzia napędzane to dokręć śrubę gniazda do napędzania)
Znaleziono 11 wyników
Wróć do „Tokarki HAASS-a z serii SL10, SL20”
- 22 lip 2009, 12:49
- Forum: HAAS
- Temat: Tokarki HAASS-a z serii SL10, SL20
- Odpowiedzi: 57
- Odsłony: 23846
- 22 lip 2009, 08:09
- Forum: HAAS
- Temat: Tokarki HAASS-a z serii SL10, SL20
- Odpowiedzi: 57
- Odsłony: 23846
Witam,
pracuję na SL 30 i obecnie tocze niewielkie pierścienie z pręta.
Mam problem z zaprogramowaniem wyciągnięcia pręta.
Chciałbym aby maszyna pracowała na posuwie szybkim 100%.
Jednak w momencie wyciągania pręta muszą być szczęki otwarte i wtedy nie mogę użyć G1 z posuwem, bo wyskoczy błąd że szczenki są otwarte, tylko mogę to robić posuwem szybkim który jest nastawiony na 100% a to jest za szybko, ja chciał bym żeby w momencie wyciągania pręta posuw szybki był 25%.
Wie może ktoś jak to zaprogramować aby operator nie musiał zmieniać posuwu szybkiego ręcznie?
pracuję na SL 30 i obecnie tocze niewielkie pierścienie z pręta.
Mam problem z zaprogramowaniem wyciągnięcia pręta.
Chciałbym aby maszyna pracowała na posuwie szybkim 100%.
Jednak w momencie wyciągania pręta muszą być szczęki otwarte i wtedy nie mogę użyć G1 z posuwem, bo wyskoczy błąd że szczenki są otwarte, tylko mogę to robić posuwem szybkim który jest nastawiony na 100% a to jest za szybko, ja chciał bym żeby w momencie wyciągania pręta posuw szybki był 25%.
Wie może ktoś jak to zaprogramować aby operator nie musiał zmieniać posuwu szybkiego ręcznie?
- 01 lip 2009, 13:17
- Forum: HAAS
- Temat: Tokarki HAASS-a z serii SL10, SL20
- Odpowiedzi: 57
- Odsłony: 23846
Witam,
Dziękuję bardzo za odpowiedzi odnośnie G42 i G41.
Dzisiaj mam pytanie z innej beczki bo odnośnie frezarki MiniMill a dokładnie gwintowania sztywnego.
Wie ktoś czy można sprawdzić czy ta maszyna ma opcję gwintowania sztywnego?
Chodzi mi o to czy jest to gdzieś zapisane w sterowniku. Jestem nowym programistą a w dokumentacji nigdzie nie znalazłem takiej informacji.
Jeśli by ktoś wiedział to proszę o pomoc.
Pozdrawiam!
Dziękuję bardzo za odpowiedzi odnośnie G42 i G41.
Dzisiaj mam pytanie z innej beczki bo odnośnie frezarki MiniMill a dokładnie gwintowania sztywnego.
Wie ktoś czy można sprawdzić czy ta maszyna ma opcję gwintowania sztywnego?
Chodzi mi o to czy jest to gdzieś zapisane w sterowniku. Jestem nowym programistą a w dokumentacji nigdzie nie znalazłem takiej informacji.
Jeśli by ktoś wiedział to proszę o pomoc.
Pozdrawiam!
- 25 cze 2009, 21:31
- Forum: HAAS
- Temat: Tokarki HAASS-a z serii SL10, SL20
- Odpowiedzi: 57
- Odsłony: 23846
Witam,
proszę o pomoc odnośnie korekcji G41/G42 G40
W załączonym rusunku przedstawiłem geometrię którą mam zrobić na gotowo.
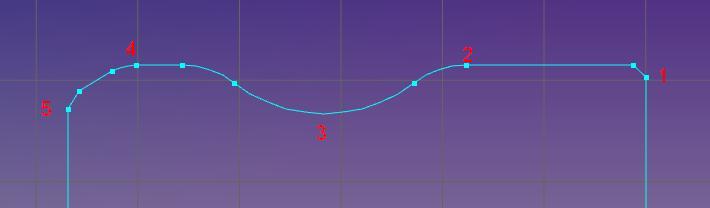
Czy dla całej długości geometrii od punktu 1 do 5 mogę użyć raz korekcję G42 i tyle czy
musze podzielić to na odcinki w zależności czy nóż idzie do góry czy do dołu. Ruch noża jest w lewo.
Te odcinki wtedy miałyby różne korekcje?
od punktu 1 do 2 korekcja G42
od punktu 2 do 3 korekcja G41
od punktu 3 do 4 korekcja G42
od punktu 4 do 5 korekcja G41
Czy ja dobrze rozumuję?
Aha dodam że wykonuję to nożem z płytką V kąt przystawienia 107,5 stopnia.
Jeśli ktoś wie jak sobie z tym poradzić to proszę o odpowidź.
Pozdrawiam
proszę o pomoc odnośnie korekcji G41/G42 G40
W załączonym rusunku przedstawiłem geometrię którą mam zrobić na gotowo.
Czy dla całej długości geometrii od punktu 1 do 5 mogę użyć raz korekcję G42 i tyle czy
musze podzielić to na odcinki w zależności czy nóż idzie do góry czy do dołu. Ruch noża jest w lewo.
Te odcinki wtedy miałyby różne korekcje?
od punktu 1 do 2 korekcja G42
od punktu 2 do 3 korekcja G41
od punktu 3 do 4 korekcja G42
od punktu 4 do 5 korekcja G41
Czy ja dobrze rozumuję?
Aha dodam że wykonuję to nożem z płytką V kąt przystawienia 107,5 stopnia.
Jeśli ktoś wie jak sobie z tym poradzić to proszę o odpowidź.
Pozdrawiam
- 27 mar 2009, 19:11
- Forum: HAAS
- Temat: Tokarki HAASS-a z serii SL10, SL20
- Odpowiedzi: 57
- Odsłony: 23846
- 23 mar 2009, 18:10
- Forum: HAAS
- Temat: Tokarki HAASS-a z serii SL10, SL20
- Odpowiedzi: 57
- Odsłony: 23846
- 10 mar 2009, 20:56
- Forum: HAAS
- Temat: Tokarki HAASS-a z serii SL10, SL20
- Odpowiedzi: 57
- Odsłony: 23846
- 06 mar 2009, 22:33
- Forum: HAAS
- Temat: Tokarki HAASS-a z serii SL10, SL20
- Odpowiedzi: 57
- Odsłony: 23846
- 05 mar 2009, 18:59
- Forum: HAAS
- Temat: Tokarki HAASS-a z serii SL10, SL20
- Odpowiedzi: 57
- Odsłony: 23846
Witam,
mam takie pytanie, a mianowicie, czy można wykorzystać cykl G83 w wierceniu promieniowym (w kierunku X).
Wie ktoś może czy można ustawiać kolejność pozycjonowania osi.
Jeśli turret przed włączeniem maszyny nie znajduje się na G28, to po wączeniu turret wykonuje najpierw odjazd po X a nie po Z. Czy można zmienić tą kolejność?
mam takie pytanie, a mianowicie, czy można wykorzystać cykl G83 w wierceniu promieniowym (w kierunku X).
Wie ktoś może czy można ustawiać kolejność pozycjonowania osi.
Jeśli turret przed włączeniem maszyny nie znajduje się na G28, to po wączeniu turret wykonuje najpierw odjazd po X a nie po Z. Czy można zmienić tą kolejność?
- 03 mar 2009, 21:22
- Forum: HAAS
- Temat: Tokarki HAASS-a z serii SL10, SL20
- Odpowiedzi: 57
- Odsłony: 23846
Wielkie dzięki,
za przejrzystą instrukcję,
Wszystko działa jak w opisie.
Jestem dośc świeży na sterowanieu Hassa.
na sterowanieu Hassa.
Ponieżej podaję jak wykorzystałem cykl G83 po odblokowaniu pozaosiowego wiercenia - może się przyda komuś, jak ja, początkującemu na Hassie:
.
.
G0 X30. Z5.
M154 (włącznie osi C)
G80 G98
C30 .M14 (kąt 30 i hamulec wrzeciona)
G83 Z-35. R1. Q6000 F50.
M15 (wyłącznie hamulca)
C60. M14
M15
C90. M14
M15
G80
M155 (wyłącznie trybu osi C)
.
.
za przejrzystą instrukcję,
Wszystko działa jak w opisie.
Jestem dośc świeży
Ponieżej podaję jak wykorzystałem cykl G83 po odblokowaniu pozaosiowego wiercenia - może się przyda komuś, jak ja, początkującemu na Hassie:
.
.
G0 X30. Z5.
M154 (włącznie osi C)
G80 G98
C30 .M14 (kąt 30 i hamulec wrzeciona)
G83 Z-35. R1. Q6000 F50.
M15 (wyłącznie hamulca)
C60. M14
M15
C90. M14
M15
G80
M155 (wyłącznie trybu osi C)
.
.






