



Sterowanie blokadą funkcją m działa prawidłowo wykorzystaliśmy wyjscie na przekaźnik m7 i m8
Chodzi nam o zrobienie czegos jako watchdog w linuxcnc który sprawdzałby poprawność pracy blokady. Sygnał zamkniecia blokady uzyskamy z krancówki gdyby cos nawaliło program pauzował by i jakiś alarm uruchomił.
Znaleziono 5 wyników
Wróć do „konfiguracja automatycznej tokarki”
- 22 lip 2018, 18:30
- Forum: LinuxCNC (dawniej EMC2)
- Temat: konfiguracja automatycznej tokarki
- Odpowiedzi: 11
- Odsłony: 3353
- 22 lip 2018, 08:35
- Forum: LinuxCNC (dawniej EMC2)
- Temat: konfiguracja automatycznej tokarki
- Odpowiedzi: 11
- Odsłony: 3353
Re: konfiguracja automatycznej tokarki
Witam po małej przerwie.
Po małych problemach mam stworzoną oś A . Tak jak pisał Senio należy stworzyć własną i dodać brakującą oś .Jak ktoś jest zainteresowany mogę wstawić moje konfiguracje ale tylko do podglądu tak jak pisał Senio .A teraz mam prośbę do kolegi Kamara jak zrobić blokadę i zabezpieczenie , morze kolega podpowie jak to stworzyć .Mam podłączony rozdzielacz powietrzny i siłownik blokuje tylko jak to podłączyć do komputera i programu będę wdzięczny .
Po małych problemach mam stworzoną oś A . Tak jak pisał Senio należy stworzyć własną i dodać brakującą oś .Jak ktoś jest zainteresowany mogę wstawić moje konfiguracje ale tylko do podglądu tak jak pisał Senio .A teraz mam prośbę do kolegi Kamara jak zrobić blokadę i zabezpieczenie , morze kolega podpowie jak to stworzyć .Mam podłączony rozdzielacz powietrzny i siłownik blokuje tylko jak to podłączyć do komputera i programu będę wdzięczny .
- 18 cze 2018, 20:01
- Forum: LinuxCNC (dawniej EMC2)
- Temat: konfiguracja automatycznej tokarki
- Odpowiedzi: 11
- Odsłony: 3353
Re: konfiguracja automatycznej tokarki
Debug file information:
.
./tokarka.hal:91: Pin 'axis.5.motor-pos-cmd' does not exist
Taki oto komunikat mam po uzupełnieniu ini tokarki i skopiowaniu hal
Zainstalowałem Debiana Wheezy z linuxCNC 2.7.13
(Mogę poprosić o przypomnienie jak wstawia się kod do posta
Do tego jak stworzyłem nowy domyślny config w stepconf to sam się wywala ;/
.
./tokarka.hal:91: Pin 'axis.5.motor-pos-cmd' does not exist
Taki oto komunikat mam po uzupełnieniu ini tokarki i skopiowaniu hal
Zainstalowałem Debiana Wheezy z linuxCNC 2.7.13
(Mogę poprosić o przypomnienie jak wstawia się kod do posta
Do tego jak stworzyłem nowy domyślny config w stepconf to sam się wywala ;/
- 15 cze 2018, 20:07
- Forum: LinuxCNC (dawniej EMC2)
- Temat: konfiguracja automatycznej tokarki
- Odpowiedzi: 11
- Odsłony: 3353
Re: konfiguracja automatycznej tokarki
Witam ponownie
Dziękuję za zainteresowanie tematem, dziś mogę trochę więcej napisać.
Mój tato - emeryt zainspirowany "rewolwerówką" Kamara rozpoczął robić taką konstrukcję gdy Kamar skończył. Z racji nikłych funduszy budowa w trybie hobbystycznym trwała 3 lata większość elementów tato robił sam głównie na frezarce DIY zbudowanej również zainspirowany tym forum.
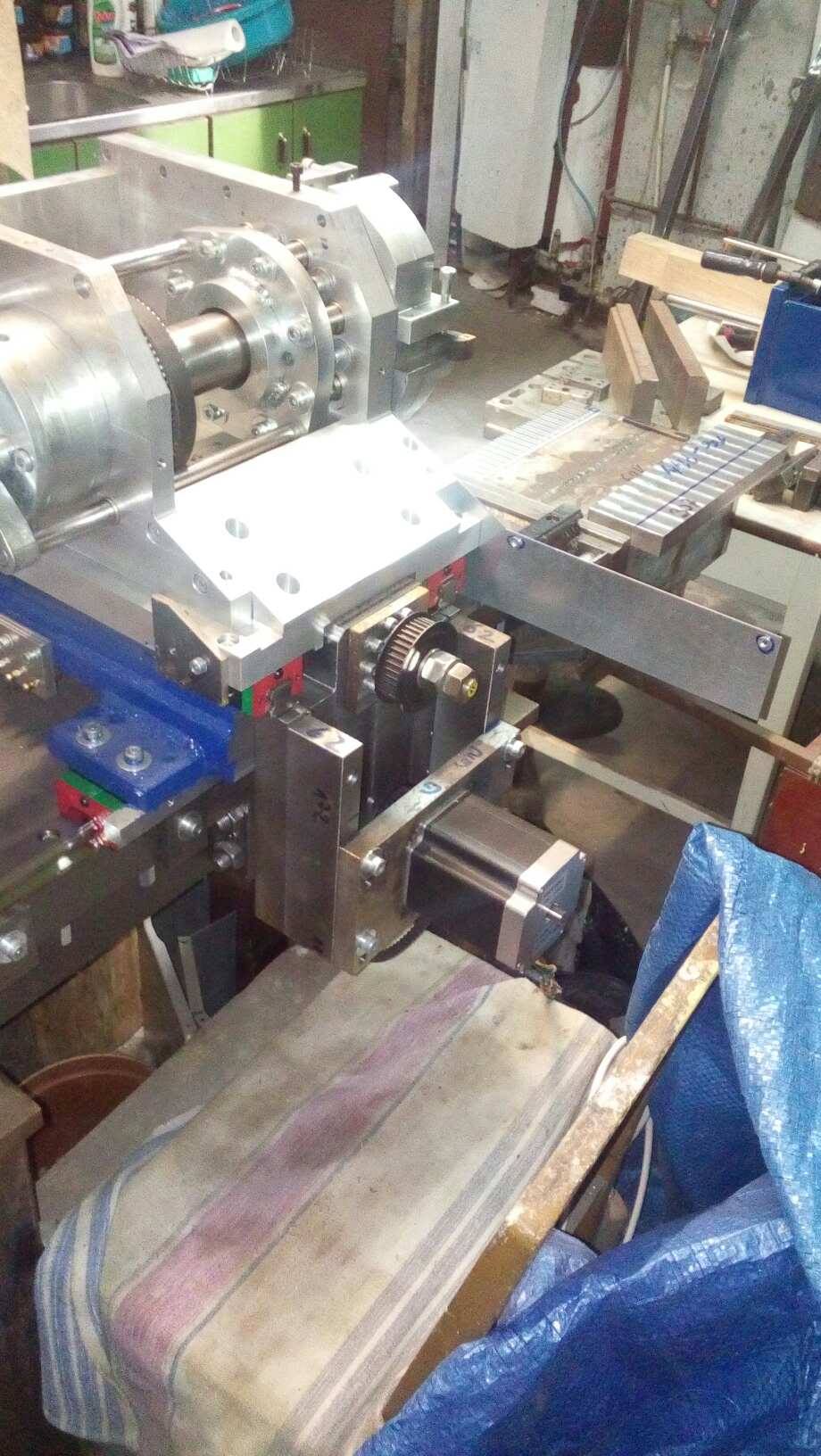
Tokarka jak na razie ma w działające posuwy X Z wrzeciono będzie napędzane z silnika z falownikiem z tarczą jako enkoder (taki plan serwo za drogie)
Głowica rewolwerowa napędzana silnikiem krokowym blokowana siłownikiem pneumatycznym



Dziękuję za zainteresowanie tematem, dziś mogę trochę więcej napisać.
Mój tato - emeryt zainspirowany "rewolwerówką" Kamara rozpoczął robić taką konstrukcję gdy Kamar skończył. Z racji nikłych funduszy budowa w trybie hobbystycznym trwała 3 lata większość elementów tato robił sam głównie na frezarce DIY zbudowanej również zainspirowany tym forum.
Tokarka jak na razie ma w działające posuwy X Z wrzeciono będzie napędzane z silnika z falownikiem z tarczą jako enkoder (taki plan serwo za drogie)
Głowica rewolwerowa napędzana silnikiem krokowym blokowana siłownikiem pneumatycznym
- 13 cze 2018, 17:18
- Forum: LinuxCNC (dawniej EMC2)
- Temat: konfiguracja automatycznej tokarki
- Odpowiedzi: 11
- Odsłony: 3353
konfiguracja automatycznej tokarki
Witam
Na wstępie przepraszam jeśli podobne pytania pojawiły się już na forum, a ja nie potrafię ich znaleźć.
Chciałbym poprosić Was o pomoc przy konfigurowaniu LinuxCnc do obsługi obrotowej osi i dopisanie podprogramu do zmiany narzędzi. Tokarka fizycznie już jest zbudowana a ja nie potrafię skonfigurować softu nawet dodanie osi A stwarza mi problemy. Od czego zacząć? A może poratuje ktoś gotowymi ustawieniami z swojej tokarki?
Na wstępie przepraszam jeśli podobne pytania pojawiły się już na forum, a ja nie potrafię ich znaleźć.
Chciałbym poprosić Was o pomoc przy konfigurowaniu LinuxCnc do obsługi obrotowej osi i dopisanie podprogramu do zmiany narzędzi. Tokarka fizycznie już jest zbudowana a ja nie potrafię skonfigurować softu nawet dodanie osi A stwarza mi problemy. Od czego zacząć? A może poratuje ktoś gotowymi ustawieniami z swojej tokarki?






