



Witam
Na wstępie przepraszam jeśli podobne pytania pojawiły się już na forum, a ja nie potrafię ich znaleźć.
Chciałbym poprosić Was o pomoc przy konfigurowaniu LinuxCnc do obsługi obrotowej osi i dopisanie podprogramu do zmiany narzędzi. Tokarka fizycznie już jest zbudowana a ja nie potrafię skonfigurować softu nawet dodanie osi A stwarza mi problemy. Od czego zacząć? A może poratuje ktoś gotowymi ustawieniami z swojej tokarki?
konfiguracja automatycznej tokarki
Jak dodać obrotową oś i podprogram
-
enterzbigi
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 5
- Posty: 102
- Rejestracja: 02 wrz 2005, 19:53
- Lokalizacja: Grudzi?dz


-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Re: konfiguracja automatycznej tokarki
Taka konfiguracja o jakiej piszesz jest że tak powiem ponadpodstawowa czyli wykracza poza możliwości kreatora i w dużym stopniu zależy od rozwiązań technicznych jakie zastosowały swojej maszynie na przykład wspominasz na osi obrotowej A chociaż nie wiem czy nie masz na myśli C czyli tak zwanego indeksowanego wrzeciona w takim wypadku można to rozwiązać na wiele sposobów widziałem rozwiązania których napędu ze zwykłego silnika a podział kontowy poprzez przekładnie sprzęga no z wrzecionem Ale było też rozwiązanie że silnik który napędza Wrzeciono był Servo To samo tyczy się magazynu narzędzi również znaczenie ma sterowanie w jakie wyposażyłeś maszynę
Reasumując musisz podać więcej szczegółów najlepiej też trochę zdjęć napisz też cię w ogóle Udało się uruchomić maszynę działają podstawowe funkcje jak jeżdżenie osiami trzymanie wymiaru krańcówki Home ewentualnie enkoder wrzeciona Jeśli masz wyposażony sterowanie obrotami. itd
Reasumując musisz podać więcej szczegółów najlepiej też trochę zdjęć napisz też cię w ogóle Udało się uruchomić maszynę działają podstawowe funkcje jak jeżdżenie osiami trzymanie wymiaru krańcówki Home ewentualnie enkoder wrzeciona Jeśli masz wyposażony sterowanie obrotami. itd
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
 senio
senio
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1654
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: konfiguracja automatycznej tokarki
Odnośnie 3 osi zrobiłeś imak obrotowy jako 3 os tak ? W Stepconfigu nie dodasz 3 osi tokarki. Trzeba to zrobić ręcznie w plikach ini oraz halenterzbigi pisze: ↑13 cze 2018, 17:18Chciałbym poprosić Was o pomoc przy konfigurowaniu LinuxCnc do obsługi obrotowej osi i dopisanie podprogramu do zmiany narzędzi.
W Ini dodaj w sekcjach. Oczywiście parametry swojej maszyny wstaw.
Kod: Zaznacz cały
[DISPLAY]
GEOMETRY = XZC
[TRAJ
COORDINATES = X Z C
[AXIS_5]
TYPE = ANGULAR
HOME = 0.0
MAX_VELOCITY = 250.0
MAX_ACCELERATION = 800.0
STEPGEN_MAXACCEL = 1000.0
SCALE = 33.333333333
FERROR = 1
MIN_FERROR = .25
#MIN_LIMIT = -9999.0
#MAX_LIMIT = 9999.0
HOME_OFFSET = 0.0
HOME_SEQUENCE = 0
SEARCH_VEL = 0
LATCH_VEL = 0
USE_INDEX = NO
HOME_SEQUENCE = 0
Kod: Zaznacz cały
# Generated by stepconf 1.1 at Wed Feb 18 18:38:15 2015
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
loadrt trivkins
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hal_parport cfg="0x378 out"
setp parport.0.reset-time 5000
loadrt stepgen step_type=0,0,0
loadrt encoder num_chan=1
loadrt pwmgen output_type=1
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf encoder.update-counters base-thread
addf pwmgen.make-pulses base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf encoder.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf stepgen.update-freq servo-thread
addf pwmgen.update servo-thread
net spindle-cmd <= motion.spindle-speed-out => pwmgen.0.value
net spindle-on <= motion.spindle-on => pwmgen.0.enable
net spindle-pwm <= pwmgen.0.pwm
setp pwmgen.0.pwm-freq 100.0
setp pwmgen.0.scale 1166.66666667
setp pwmgen.0.offset 0.114285714286
setp pwmgen.0.dither-pwm true
net spindle-at-speed => motion.spindle-at-speed
net spindle-cw <= motion.spindle-forward
setp encoder.0.position-scale 144.000000
net spindle-position encoder.0.position => motion.spindle-revs
net spindle-velocity encoder.0.velocity => motion.spindle-speed-in
net spindle-index-enable encoder.0.index-enable <=> motion.spindle-index-enable
net spindle-phase-a encoder.0.phase-A
net spindle-phase-b encoder.0.phase-B
net spindle-index encoder.0.phase-Z
net xstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
net xdir => parport.0.pin-03-out
setp parport.0.pin-03-out-invert 1
net zstep => parport.0.pin-06-out
setp parport.0.pin-06-out-reset 1
net zdir => parport.0.pin-07-out
setp parport.0.pin-07-out-invert 1
net cstep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
net cdir => parport.0.pin-05-out
setp parport.0.pin-05-out-invert 1
setp stepgen.0.position-scale [AXIS_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 60000
setp stepgen.0.dirsetup 60000
setp stepgen.0.maxaccel [AXIS_0]STEPGEN_MAXACCEL
net xpos-cmd axis.0.motor-pos-cmd => stepgen.0.position-cmd
net xpos-fb stepgen.0.position-fb => axis.0.motor-pos-fb
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable axis.0.amp-enable-out => stepgen.0.enable
setp stepgen.1.position-scale [AXIS_2]SCALE
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0
setp stepgen.1.dirhold 60000
setp stepgen.1.dirsetup 60000
setp stepgen.1.maxaccel [AXIS_2]STEPGEN_MAXACCEL
net zpos-cmd axis.2.motor-pos-cmd => stepgen.1.position-cmd
net zpos-fb stepgen.1.position-fb => axis.2.motor-pos-fb
net zstep <= stepgen.1.step
net zdir <= stepgen.1.dir
net zenable axis.2.amp-enable-out => stepgen.1.enable
setp stepgen.2.position-scale [AXIS_5]SCALE
setp stepgen.2.steplen 1
setp stepgen.2.stepspace 0
setp stepgen.2.dirhold 35000
setp stepgen.2.dirsetup 35000
setp stepgen.2.maxaccel [AXIS_5]STEPGEN_MAXACCEL
net cpos-cmd axis.5.motor-pos-cmd => stepgen.2.position-cmd
net cpos-fb stepgen.2.position-fb => axis.5.motor-pos-fb
net cstep <= stepgen.2.step
net cdir <= stepgen.2.dir
net cenable axis.5.amp-enable-out => stepgen.2.enable
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared -
enterzbigi
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 102
- Rejestracja: 02 wrz 2005, 19:53
- Lokalizacja: Grudzi?dz
Re: konfiguracja automatycznej tokarki
Witam ponownie
Dziękuję za zainteresowanie tematem, dziś mogę trochę więcej napisać.
Mój tato - emeryt zainspirowany "rewolwerówką" Kamara rozpoczął robić taką konstrukcję gdy Kamar skończył. Z racji nikłych funduszy budowa w trybie hobbystycznym trwała 3 lata większość elementów tato robił sam głównie na frezarce DIY zbudowanej również zainspirowany tym forum.
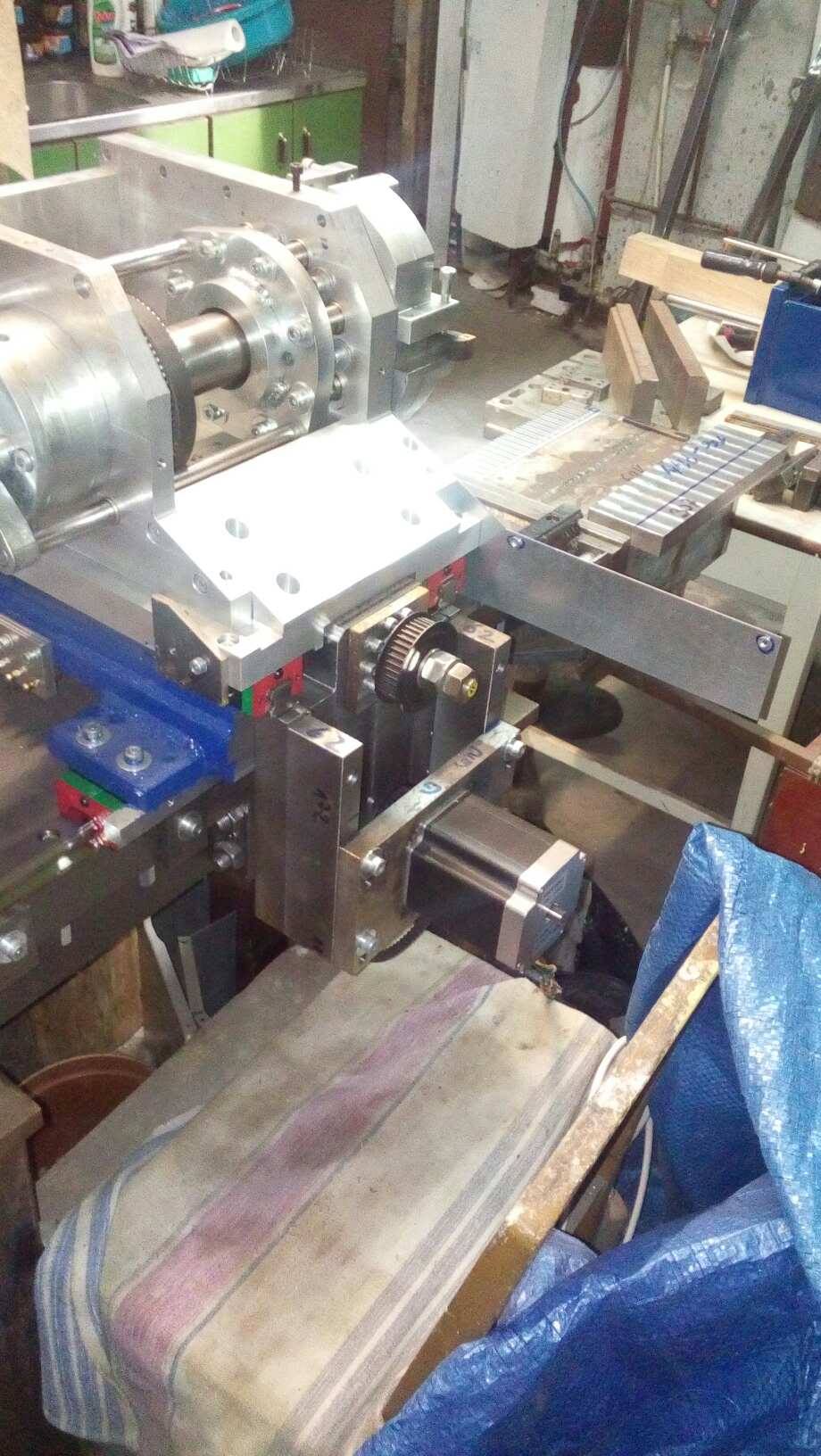
Tokarka jak na razie ma w działające posuwy X Z wrzeciono będzie napędzane z silnika z falownikiem z tarczą jako enkoder (taki plan serwo za drogie)
Głowica rewolwerowa napędzana silnikiem krokowym blokowana siłownikiem pneumatycznym



Dziękuję za zainteresowanie tematem, dziś mogę trochę więcej napisać.
Mój tato - emeryt zainspirowany "rewolwerówką" Kamara rozpoczął robić taką konstrukcję gdy Kamar skończył. Z racji nikłych funduszy budowa w trybie hobbystycznym trwała 3 lata większość elementów tato robił sam głównie na frezarce DIY zbudowanej również zainspirowany tym forum.
Tokarka jak na razie ma w działające posuwy X Z wrzeciono będzie napędzane z silnika z falownikiem z tarczą jako enkoder (taki plan serwo za drogie)
Głowica rewolwerowa napędzana silnikiem krokowym blokowana siłownikiem pneumatycznym
-
senio
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1654
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: konfiguracja automatycznej tokarki
@enterzbigi
Czyli tak jak napisałem. Moja trzecia oś dodana jest na podstawie plików ini i hal rewolwerówki Kamara. Też to z jego plików podglądałem i zrobiłem u siebie. A jak dodasz juz oś C i będzie latała to pukaj do Kamara o resztę obsługi tego imaka.
Czyli tak jak napisałem. Moja trzecia oś dodana jest na podstawie plików ini i hal rewolwerówki Kamara. Też to z jego plików podglądałem i zrobiłem u siebie. A jak dodasz juz oś C i będzie latała to pukaj do Kamara o resztę obsługi tego imaka.
-
enterzbigi
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 102
- Rejestracja: 02 wrz 2005, 19:53
- Lokalizacja: Grudzi?dz
Re: konfiguracja automatycznej tokarki
Debug file information:
.
./tokarka.hal:91: Pin 'axis.5.motor-pos-cmd' does not exist
Taki oto komunikat mam po uzupełnieniu ini tokarki i skopiowaniu hal
Zainstalowałem Debiana Wheezy z linuxCNC 2.7.13
(Mogę poprosić o przypomnienie jak wstawia się kod do posta
Do tego jak stworzyłem nowy domyślny config w stepconf to sam się wywala ;/
.
./tokarka.hal:91: Pin 'axis.5.motor-pos-cmd' does not exist
Taki oto komunikat mam po uzupełnieniu ini tokarki i skopiowaniu hal
Zainstalowałem Debiana Wheezy z linuxCNC 2.7.13
(Mogę poprosić o przypomnienie jak wstawia się kod do posta
Do tego jak stworzyłem nowy domyślny config w stepconf to sam się wywala ;/
-
senio
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1654
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: konfiguracja automatycznej tokarki
Ty nie masz skopiować do siebie, tego co wkleiłem z mojej maszyny. To jest tylko dla podglądu. Porównaj pliki hal Twój i mój. Czego nie masz odnośnie osi C dodaj w swoim pliku hal wzorując się na tym wklejonym przykładzie.
-
enterzbigi
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 102
- Rejestracja: 02 wrz 2005, 19:53
- Lokalizacja: Grudzi?dz
Re: konfiguracja automatycznej tokarki
Witam po małej przerwie.
Po małych problemach mam stworzoną oś A . Tak jak pisał Senio należy stworzyć własną i dodać brakującą oś .Jak ktoś jest zainteresowany mogę wstawić moje konfiguracje ale tylko do podglądu tak jak pisał Senio .A teraz mam prośbę do kolegi Kamara jak zrobić blokadę i zabezpieczenie , morze kolega podpowie jak to stworzyć .Mam podłączony rozdzielacz powietrzny i siłownik blokuje tylko jak to podłączyć do komputera i programu będę wdzięczny .
Po małych problemach mam stworzoną oś A . Tak jak pisał Senio należy stworzyć własną i dodać brakującą oś .Jak ktoś jest zainteresowany mogę wstawić moje konfiguracje ale tylko do podglądu tak jak pisał Senio .A teraz mam prośbę do kolegi Kamara jak zrobić blokadę i zabezpieczenie , morze kolega podpowie jak to stworzyć .Mam podłączony rozdzielacz powietrzny i siłownik blokuje tylko jak to podłączyć do komputera i programu będę wdzięczny .
-
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Re: konfiguracja automatycznej tokarki
blokadę możesz aktywować własna funkcją M
taką funkcje można dopisać dla linuxCNC
http://linuxcnc.org/docs/html/gcode/m-c ... :m100-m199
mój M kod
oznacza- ustaw PIN 4 na (drugim porcie LPT - bo pierwszy ma nr 0) w stan Fałsz czyli logiczne 0 i to np. wyłącza nam przekaźnik na tym własnie pinie
taką funkcje można dopisać dla linuxCNC
http://linuxcnc.org/docs/html/gcode/m-c ... :m100-m199
mój M kod
Kod: Zaznacz cały
#!/bin/sh
halcmd setp parport.1.pin-04-out False
exit 0sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
enterzbigi
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 102
- Rejestracja: 02 wrz 2005, 19:53
- Lokalizacja: Grudzi?dz
Re: konfiguracja automatycznej tokarki
Sterowanie blokadą funkcją m działa prawidłowo wykorzystaliśmy wyjscie na przekaźnik m7 i m8
Chodzi nam o zrobienie czegos jako watchdog w linuxcnc który sprawdzałby poprawność pracy blokady. Sygnał zamkniecia blokady uzyskamy z krancówki gdyby cos nawaliło program pauzował by i jakiś alarm uruchomił.
Chodzi nam o zrobienie czegos jako watchdog w linuxcnc który sprawdzałby poprawność pracy blokady. Sygnał zamkniecia blokady uzyskamy z krancówki gdyby cos nawaliło program pauzował by i jakiś alarm uruchomił.






