



To coś podobnego do wytaczadła jak zrozumiałem tylko ta regulacja nie służy do promienia tylko centrycznego ustawienia np. wiertlaarek74 pisze:Moge polecic oprawke [mocowanie w tulejce zaciskowej] na tokarke z regulacja bicia osiowego na narzedziu gdzie czujnikiem ustawia bicie na koncu wiertla dalem takie rozwiazanie w jednej firmie do dlugiego wiercenia na tokarce 300mm.podobne rozwiazanie jest tez na frezarki gdzie jest dlugie wiercenie lub rozwiercanie a zalezy nam aby bylo najmniejsze bicie na koncu narzedzia.
Pozdrawiam
www.jgservice.pl
Znaleziono 11 wyników
Wróć do „WIERCENIE DŁUGIEGO OTWORU”
- 10 lut 2011, 20:56
- Forum: Obróbka metali
- Temat: WIERCENIE DŁUGIEGO OTWORU
- Odpowiedzi: 44
- Odsłony: 19972
- 03 lut 2011, 21:17
- Forum: Obróbka metali
- Temat: WIERCENIE DŁUGIEGO OTWORU
- Odpowiedzi: 44
- Odsłony: 19972
Pierwsze próby wyciskania z wirnika wałka nie powiodła się 
Metoda była taka ::: zamocowałem wirnik w uchwycie tokarskim i za pomocą konika z kłem obrotowym wyciskałem wałek -- ani drgnie!!!
A to części składowe mojego silnika:

[ Dodano: 2011-02-03, 21:24 ]
Metoda była taka ::: zamocowałem wirnik w uchwycie tokarskim i za pomocą konika z kłem obrotowym wyciskałem wałek -- ani drgnie!!!
A to części składowe mojego silnika:
[ Dodano: 2011-02-03, 21:24 ]
Sory! ale to masło maślane - nic ni rozumiem z tego zdaniaacetylenek pisze:Co do wyważania to kluczem do wyważenia wirnika jest jego wyważenie (po obróbce na wyważarce).
- 03 lut 2011, 16:09
- Forum: Obróbka metali
- Temat: WIERCENIE DŁUGIEGO OTWORU
- Odpowiedzi: 44
- Odsłony: 19972
Co do łożysk to będą inne Z silnika zostaje stojan z uzwojeniami i wirnik bez wałka który chyba wypchne jeśli koledzy mają racjekamar pisze:a dodatkowe łożyskowanie przewidujesz ?
A z jakiego rodzaju stali zrobić elementy np. wałek główny w którym będą mocowane oprawki, czy NC10 będzie dobra bo można ją hartowac i dobrze szlifowac albo z czego zrobic dekle (obudowe) .
[ Dodano: 2011-02-03, 16:33 ]
A może ktoś wie gdzie można wywarzyć taki wirnik w warszawie lub okolicy?acetylenek pisze:Co do wyważania to kluczem do wyważenia wirnika jest jego wyważenie (po obróbce na wyważarce).
Bardzo trudno byłoby uzyskać po obróbce wyważony wirnik (chodzi o wyważenie dynamiczne na 0) więc nie przejmowałbym się tym wierceniem (zakładając że nie zdejmujemy wirnika i nie przekładamy na inny wał) dla dużych obrotów np 6000 obr/min i tak pasowałoby wyważyć dynamicznie wirnik.
- 01 lut 2011, 12:22
- Forum: Obróbka metali
- Temat: WIERCENIE DŁUGIEGO OTWORU
- Odpowiedzi: 44
- Odsłony: 19972
Rozumiem że zewnętrzna częśc jest osadzona na wałku który da się wypchnąc np. na prasie , tylko czy ta zewnętrzna częśc się nie rozleci ? na oko to jest zrobiona z wielu cienkich sprasowanych blach.kamar pisze:Wypchnie. Siedzi na klinie albo moletce.
[ Dodano: 2011-02-01, 12:25 ]
Paski zębate są przecież w układach rozrządu samochodów i przy tych 3000 kompletnie nic nie słychać. ą może to dlatego że silnik jest w porównaniu z pracą paska tak głośnykamar pisze:Wypchnie. Siedzi na klinie albo moletce.
[ Dodano: 2011-02-01, 11:58 ]Zależy jakie będziesz miał max obroty - powyżej 3000 pasek zebaty bedzie wył makabrycznie.Kowal pisze:
Atak w ogóle to zastanawiam się czy nie zrobić mocowania oprawek jako oddzielny element i połączyć go z silnikiem grubym pasem zębatym
- 01 lut 2011, 10:57
- Forum: Obróbka metali
- Temat: WIERCENIE DŁUGIEGO OTWORU
- Odpowiedzi: 44
- Odsłony: 19972
- 01 lut 2011, 00:38
- Forum: Obróbka metali
- Temat: WIERCENIE DŁUGIEGO OTWORU
- Odpowiedzi: 44
- Odsłony: 19972
- 31 sty 2011, 23:43
- Forum: Obróbka metali
- Temat: WIERCENIE DŁUGIEGO OTWORU
- Odpowiedzi: 44
- Odsłony: 19972
Co do odbiorcy to sam nim jestem : przewiercenie tak długiego otworu jest mi potrzebne do silnika widocznego poniżejradeko pisze:Przedyskutuj temat z odbiorcą i być może rzeczywiście nie ma potrzeby aż tak dokładnego wiercenia po całości. Może tylko końcówki wystarczą , zawsze można dojść do consensusu, zmienić technologiczność konstrukcji , a jeżeli będzie się upierał to niech Ci dostarczy wiertło działowe w ramach kooperacji na swój koszt ...
Nie raz spotkałem się z nie technologicznymi projektami, bo ktoś za biurkiem wymyślił rzeczy niemożliwe do wykonania w danych warunkach na warsztacie, albo konstruktorowi zapomniało się wyłączyć opcję "dodaj odchyłki" podczas wymiarowania w CAD.
Powodzenia

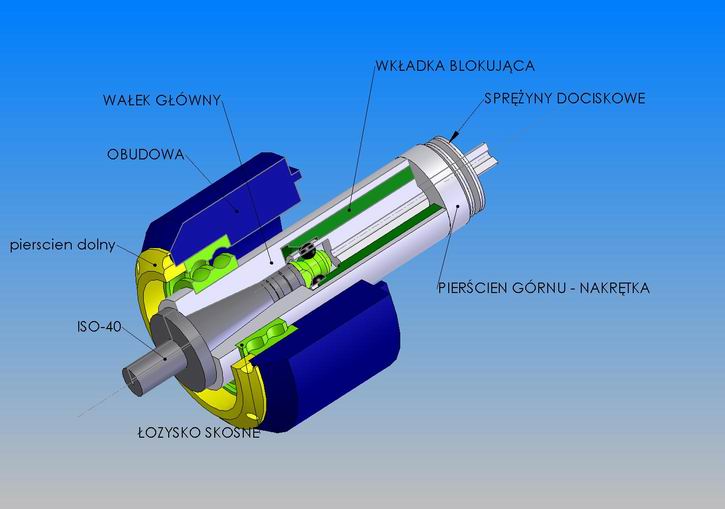
Przymierzam sie do zrobienia wrzeciona podobnego jak gdzies na jednym z postów na forum
W temacie poniżej widac wstępny projekt:
https://www.cnc.info.pl/topics63/mocowa ... t22826.htm
Z gróbsza mówiąc chodzi o zrobienie mocowania na oprawke ISO 40 z wymianą narzędzia. Przez środek musi przechodzić trzpień do zaciskania i zwalniania oprawki wiec wszystko musi być centrycznie.
[ Dodano: 2011-02-01, 00:14 ]
No wiec wszystko jak pisałem wyżej.acetylenek pisze:Może trzeba zadać pytanie po co tak dokładny otwór przez całą długość?
Może wystarczy np. po 100mm z każdej strony a między nimi np. parę dziesiątych więcej.
To ma być otwór w wale silnika elektrycznego i coś ma być w nim zamocowane. Co i jak ma być zamocowane? Może odpowiedź pozwoli zaproponować coś bardziej technologicznego.
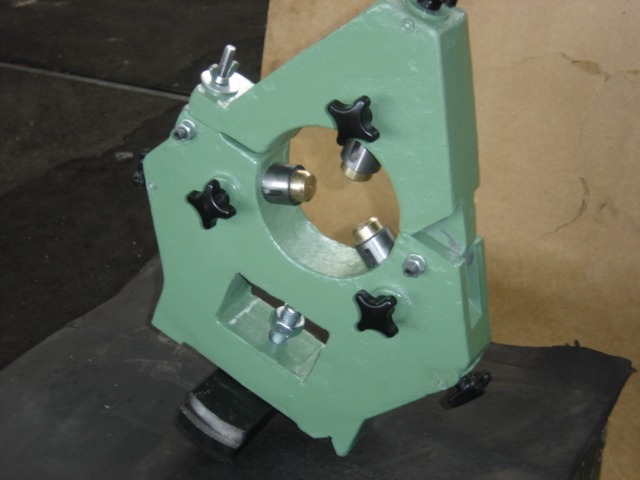
Atak w ogóle to zastanawiam się czy nie zrobić mocowania oprawek jako oddzielny element i połączyć go z silnikiem grubym pasem zębatym chodzi o coś takiego jak tu tylko w innej skali
 ,
, lub tu jest cały projekt takiego wrzecionka
http://henriksplace.se/cnc/new_machine_ ... indle.html
takie rozwiązanie ma według mnie następujące zalety:
1) mogę zrobić wszystkie elementy "od środka i będą wtedy centryczne.
2) jeśli będę miał za mały moment to poprzez zmianę kół będę mógł go zmienić
3) silnik "uratuje" od ewentualnego zniszczenia jeśli źle wypadnie wiercenie.
4) no i wogóle projektując sam uchwyt będę miał większą swobodę dobrania rozmiarów- nie będą mnie ograniczać wymiary silnika.
[ Dodano: 2011-02-01, 00:21 ]
Co do zasad ogólnych to znalazłem coś takiego:wt pisze:Zasady ogólne mamy takie. Przedmiot wiercony obraca się we wrzecionie, wiertło centrycznie osadzone w koniku. Bardzo ważne jest centryczne nawiercenie nawiertakiem. Wskazane jest wstępne wykonanie otworu małej średnicy, wtedy duże wiertło nie musi "rozgniatać" środka. Dla długich otworów wskazane wiercenie z obydwóch stron. Dokładne prowadzenie wiercenia przez wykwalifikowanego operatora i na dokładnej maszynie powoduje, że wiertło "samoczynnie" zachowuje centryczność. Ale już nieduże zejście z osi powoduje ucieczkę wiertła w bok.
- 28 sty 2011, 17:17
- Forum: Obróbka metali
- Temat: WIERCENIE DŁUGIEGO OTWORU
- Odpowiedzi: 44
- Odsłony: 19972
No nad tym się jeszcze nie zastanawiałem ale potrzebny będzie chyba okular. czyli mocuje jeden koniec wirnika w uchwycie tokarki a od strony wiercenia trzeba będzie zamocowac okular ( chba tak to sie nazywa )mike217 pisze:Zapewne ten wirnik był poddany ulepszaniu i ma tez nakiełki. Jak chcesz ten wirnik złapać do wiercenia?
- 28 sty 2011, 15:52
- Forum: Obróbka metali
- Temat: WIERCENIE DŁUGIEGO OTWORU
- Odpowiedzi: 44
- Odsłony: 19972
- 27 sty 2011, 22:45
- Forum: Obróbka metali
- Temat: WIERCENIE DŁUGIEGO OTWORU
- Odpowiedzi: 44
- Odsłony: 19972






