



Przez wakacje frezarka dorobiła się nowego elektrowrzeciona. We wrześniu poleciały pierwsze wióry. Niestety od tamtej pory stała sobie spokojnie w ogrzewanym pomieszczeniu. Przyszedł najwyższy czas by pokazać jakiś filmik. W piątek maszynka robiła swoją pierwszą robotę - części do plazmowej siostry. Niestety jak to zwykle bywa, coś musiało pójść nie tak. Zesrał się napęd osi X. Leciały sobie spokojnie wióry i maszyna nagle stanęłą. Wywala błąd A.70 - przeciążenie. Napędy to yaskawa sgda. Generalnie wzmacniacze jak i silniki były nowe... Czasami uda mi się odpalić maszynę i przejedę kilka razy osią, ale efekt jest ten sam. Zwykle po puszczeniu! przejazdu osią w trybie ręcznym wywala błąd, a sama oś w ogóle nie drgnie. Ostatnio włączam maszynę (zezwalam na włączenie wzmacniaczy - F2 w linuxcnc), kilka sekund i błąd. Żeby było śmiesznie czasem błąd jest w linuxcnc, a tylko czasami świeci się dioda alarmowa drivera. Macie pomysł co może być przyczyną takich zachowań? siedzę cały dzień i nie mam pojęcia. Jak nic nie wymyślicie to spróbuje przekładać silniki i drivery, ale wolałbym tego uniknąć, bo to będzie masakra z kablami i kopiowaniem parametrów osi... Wolałbym to rozwiązać mniej inwazyjnie, bo oś czasem przejedzie, a czasem idzie seria przeciążeń... Myślałem nad ponownym strojeniem osi i doborem niższych parametrów, ale nielogicznym dla mnie jest to, że nagle parametry przestały być okej... Jakieś pomysły??
Znaleziono 44 wyniki
Wróć do „Frezarka 500x400x200, stalowa - dragon44”
- 15 mar 2017, 20:32
- Forum: Frezarka - konstrukcja metalowa
- Temat: Frezarka 500x400x200, stalowa - dragon44
- Odpowiedzi: 90
- Odsłony: 36655
Cześć wszystkim po dłuższej przerwie 
Przez wakacje frezarka dorobiła się nowego elektrowrzeciona. We wrześniu poleciały pierwsze wióry. Niestety od tamtej pory stała sobie spokojnie w ogrzewanym pomieszczeniu. Przyszedł najwyższy czas by pokazać jakiś filmik. W piątek maszynka robiła swoją pierwszą robotę - części do plazmowej siostry. Niestety jak to zwykle bywa, coś musiało pójść nie tak. Zesrał się napęd osi X. Leciały sobie spokojnie wióry i maszyna nagle stanęłą. Wywala błąd A.70 - przeciążenie. Napędy to yaskawa sgda. Generalnie wzmacniacze jak i silniki były nowe... Czasami uda mi się odpalić maszynę i przejedę kilka razy osią, ale efekt jest ten sam. Zwykle po puszczeniu! przejazdu osią w trybie ręcznym wywala błąd, a sama oś w ogóle nie drgnie. Ostatnio włączam maszynę (zezwalam na włączenie wzmacniaczy - F2 w linuxcnc), kilka sekund i błąd. Żeby było śmiesznie czasem błąd jest w linuxcnc, a tylko czasami świeci się dioda alarmowa drivera. Macie pomysł co może być przyczyną takich zachowań? siedzę cały dzień i nie mam pojęcia. Jak nic nie wymyślicie to spróbuje przekładać silniki i drivery, ale wolałbym tego uniknąć, bo to będzie masakra z kablami i kopiowaniem parametrów osi... Wolałbym to rozwiązać mniej inwazyjnie, bo oś czasem przejedzie, a czasem idzie seria przeciążeń... Myślałem nad ponownym strojeniem osi i doborem niższych parametrów, ale nielogicznym dla mnie jest to, że nagle parametry przestały być okej... Jakieś pomysły??
Przez wakacje frezarka dorobiła się nowego elektrowrzeciona. We wrześniu poleciały pierwsze wióry. Niestety od tamtej pory stała sobie spokojnie w ogrzewanym pomieszczeniu. Przyszedł najwyższy czas by pokazać jakiś filmik. W piątek maszynka robiła swoją pierwszą robotę - części do plazmowej siostry. Niestety jak to zwykle bywa, coś musiało pójść nie tak. Zesrał się napęd osi X. Leciały sobie spokojnie wióry i maszyna nagle stanęłą. Wywala błąd A.70 - przeciążenie. Napędy to yaskawa sgda. Generalnie wzmacniacze jak i silniki były nowe... Czasami uda mi się odpalić maszynę i przejedę kilka razy osią, ale efekt jest ten sam. Zwykle po puszczeniu! przejazdu osią w trybie ręcznym wywala błąd, a sama oś w ogóle nie drgnie. Ostatnio włączam maszynę (zezwalam na włączenie wzmacniaczy - F2 w linuxcnc), kilka sekund i błąd. Żeby było śmiesznie czasem błąd jest w linuxcnc, a tylko czasami świeci się dioda alarmowa drivera. Macie pomysł co może być przyczyną takich zachowań? siedzę cały dzień i nie mam pojęcia. Jak nic nie wymyślicie to spróbuje przekładać silniki i drivery, ale wolałbym tego uniknąć, bo to będzie masakra z kablami i kopiowaniem parametrów osi... Wolałbym to rozwiązać mniej inwazyjnie, bo oś czasem przejedzie, a czasem idzie seria przeciążeń... Myślałem nad ponownym strojeniem osi i doborem niższych parametrów, ale nielogicznym dla mnie jest to, że nagle parametry przestały być okej... Jakieś pomysły??
- 07 cze 2016, 22:17
- Forum: Frezarka - konstrukcja metalowa
- Temat: Frezarka 500x400x200, stalowa - dragon44
- Odpowiedzi: 90
- Odsłony: 36655
Słuchajcie, dopieszczam właśnie frezarkę, osłona na oś stołu zamontowana, zostało mi w zasadzie tylko podłączyć wężyk z chłodziwem oraz dostroić pid. Zauważyłem również, że przypadkiem odwróciłem oś Y i mam teraz problem. Wstępną konfigurację robiłem na linuxcnc 2.6 w kreatorze. Teraz zaktualizowałem linuxcnc do 2.7 i nie mam możliwości wejść w tamten graficzny edytor. Jakie linijki w halu odpowiadają za kierunek ruchu osi? Zdaję sobie sprawę, że czeka mnie przerabianie parametrów bazowania w ini, ale z tym sobie poradzę. Martwi mnie jedynie ten hal. Który sygnał i jak obrócić?
- 26 maja 2016, 22:29
- Forum: Frezarka - konstrukcja metalowa
- Temat: Frezarka 500x400x200, stalowa - dragon44
- Odpowiedzi: 90
- Odsłony: 36655
DOHC, trochę mnie uspokoiłeś a kamar, rozwiał wątpliwości i wyjaśnił przy okazji czemu mam z boku pompy dziurę xD hehe
Jeden z kolegów pytał poprzez prywatne wiadomości o podstawę frezarki i osłony. Najpierw trochę czytania. Sama frezarka waży jakieś 350 kg. Serwa w X i Y są ustawione na 5g, także maszyna startuje z miejsca i w miejscu się zatrzymuje. Żeby mi nie jeździła po warsztacie z całą podstawą postanowiłem wykonać ją dość konkretnie. Całość ramy podstawy wykonana jest z ceowników gorącowalcowanych 80x45 zamkniętych w profil 80x90. Osłony są pospawane z blach #2. Trochę się obawiam czy nie będą grały podczas frezowania, ale to się okaże na dniach. Następnym razem zrobię małą wannę przy samej frezarce i osłony na niezależnych stopach, by nie przenosiły drgań. Pod frezarką będą dwie szuflady. Pierwsza górna na wióry, druga dolna na chłodziwo. Pod bocznymi osłonami te puste przestrzenie chcę wypełnić bloczkami betonowymi. Myślę, że podstawa waży też koło 300-400kg. Łącznie z betonem mam nadzieję, że dojdę w okolicę półtorej tony. Zdjęcia szuflad wrzucę jutro, bo nie mam nic na kompie w domu.

Jeden z kolegów pytał poprzez prywatne wiadomości o podstawę frezarki i osłony. Najpierw trochę czytania. Sama frezarka waży jakieś 350 kg. Serwa w X i Y są ustawione na 5g, także maszyna startuje z miejsca i w miejscu się zatrzymuje. Żeby mi nie jeździła po warsztacie z całą podstawą postanowiłem wykonać ją dość konkretnie. Całość ramy podstawy wykonana jest z ceowników gorącowalcowanych 80x45 zamkniętych w profil 80x90. Osłony są pospawane z blach #2. Trochę się obawiam czy nie będą grały podczas frezowania, ale to się okaże na dniach. Następnym razem zrobię małą wannę przy samej frezarce i osłony na niezależnych stopach, by nie przenosiły drgań. Pod frezarką będą dwie szuflady. Pierwsza górna na wióry, druga dolna na chłodziwo. Pod bocznymi osłonami te puste przestrzenie chcę wypełnić bloczkami betonowymi. Myślę, że podstawa waży też koło 300-400kg. Łącznie z betonem mam nadzieję, że dojdę w okolicę półtorej tony. Zdjęcia szuflad wrzucę jutro, bo nie mam nic na kompie w domu.
- 23 maja 2016, 20:58
- Forum: Frezarka - konstrukcja metalowa
- Temat: Frezarka 500x400x200, stalowa - dragon44
- Odpowiedzi: 90
- Odsłony: 36655
Panowie, mam pytanie. Postanowiłem zabrać się za zamontowanie układu chłodziwa w maszynie. Niby wszystko proste, ale napotkałem problem. Posiadam pompę o wydajności 40 L/min (taka czechosłowacka poczciwinka). Z drugiej strony chcę dać dwa wężyki (te segmentowe, tradycyjne) 1/2" wraz z zaworami. I teraz pytanie, co będzie, jak włączę pompę i oba zawory zamknę? Domyślam się, że wzrośnie ciśnienie, ale jak bardzo? czy nic się nie stanie, czy może zaworek nie wytrzyma, a może pompa będzie mieliła bez znaczącego wzrostu ciśnienia? tylko czy to jej nie przeciąży? Doszedłem do wniosku, że powinienem zastosować zawór bezpieczeństwa, tak, by żadna z wyżej wymienionych sytuacji nie miała miejsca. Tylko teraz pytanie jaki? na jakie ciśnienie? Wiem, że dużo pytań jak na jeden post, ale może ktoś mi rozwieje wątpliwości - jak poprawnie zbudować taki układ
- 18 maja 2016, 23:26
- Forum: Frezarka - konstrukcja metalowa
- Temat: Frezarka 500x400x200, stalowa - dragon44
- Odpowiedzi: 90
- Odsłony: 36655
Śruba w zasadzie nie była napinana. przykręcona i wisi ;p
Rozebrałem dzisiaj pół zetki, japier$icze, nie miałem pojęcia, że aż tak to tam na milimetry poupychałem ;p hehehe, no ale udało się wyjąć samą śrubę. Przy okazji braku śruby sprawdziłem ile muszę nabić siłownik, by skompensować wagę zetki. Musiałem nabić do siedmiu barów, by móc ją "spokojnie" poruszać w górę i w dół. Wózki mam z naprężeniem wstępnym, więc i tak ciężko chodzi. Przy sześciu spadła. Miałem reduktor tylko do siedmiu i nie testowałem powyżej. Pewnie niektórzy się zdziwią, że aż 7 barów, ale zetka jest ze stali, jest za silnikiem jeszcze blacha, no i sam silnik, trochę to warzy, a siłownik jaki miałem pod ręką ma tylko 31 mm średnicy po zewnętrznej. Ale wracając do chrupania. Rozkręciłem, pomierzyłem, popodkładałem, skręciłem i działa xD Ten przeskok co obrót minął. Czy są wszystkie kulki w nakrętce nie sprawdzałem. Nie mam odpowiedniego smaru, więc darowałem sobie dłubanie, skoro nakrętka toczy się po śrubie bez niespodzianek. Okazało się że zatoczenie od strony napędowej bije pięć setek, a od podtrzymującej półtorej dychy ;/ Zataczana była w czasach kiedy myślałem, że jak ktoś mówi że umie, to znaczy, że umie... dziś już w to nie wierzę Raz program poszedł bez narzędzia w powietrzu i było ok. Później puściłem w materiale. Poszło ładnie. Jutro machnę pozostałe pięć pogłębień i zabiorę się za planowanie i rowki 
Wniosek taki, że Gaspar miał rację z biciem na śrubie. Widocznie musiałem ją niecentrycznie zamontować, co w połączeniu ze spapranymi zatoczeniami przekraczało możliwości toczne kulek Warto wspomnieć, że mocowanie nakrętki tocznej mam zrobione z większym otworem, przez co mam możliwość w tym miejscu nieco przesunąć śrubę, minimalizując błędy wymiarów innych elementów jak bloki łożyskowe (które robiłem sam, i które z czasem wymienię, bo te są skręcane - ściskają łożysko).
Mam nadzieję, że to już ostatnia tego typu przygoda...
Aha, i PID nie ruszałem dzisiaj w ogóle. Jak frezarka zrobi sobie rowki to wymienię kompa w maszynie, zmienię linuxcnc na 2.7 i wtedy doreguluje przy testach w materiale, bo pewnie i tak coś tam w halu mi się pozmienia... Właśnie... jak zmieniam wersje linuxcnc na nowszą, to konfiguracja zostaje bez zmian, czy konieczne są jakieś zmiany w plikach?
Rozebrałem dzisiaj pół zetki, japier$icze, nie miałem pojęcia, że aż tak to tam na milimetry poupychałem ;p hehehe, no ale udało się wyjąć samą śrubę. Przy okazji braku śruby sprawdziłem ile muszę nabić siłownik, by skompensować wagę zetki. Musiałem nabić do siedmiu barów, by móc ją "spokojnie" poruszać w górę i w dół. Wózki mam z naprężeniem wstępnym, więc i tak ciężko chodzi. Przy sześciu spadła. Miałem reduktor tylko do siedmiu i nie testowałem powyżej. Pewnie niektórzy się zdziwią, że aż 7 barów, ale zetka jest ze stali, jest za silnikiem jeszcze blacha, no i sam silnik, trochę to warzy, a siłownik jaki miałem pod ręką ma tylko 31 mm średnicy po zewnętrznej. Ale wracając do chrupania. Rozkręciłem, pomierzyłem, popodkładałem, skręciłem i działa xD Ten przeskok co obrót minął. Czy są wszystkie kulki w nakrętce nie sprawdzałem. Nie mam odpowiedniego smaru, więc darowałem sobie dłubanie, skoro nakrętka toczy się po śrubie bez niespodzianek. Okazało się że zatoczenie od strony napędowej bije pięć setek, a od podtrzymującej półtorej dychy ;/ Zataczana była w czasach kiedy myślałem, że jak ktoś mówi że umie, to znaczy, że umie... dziś już w to nie wierzę
Wniosek taki, że Gaspar miał rację z biciem na śrubie. Widocznie musiałem ją niecentrycznie zamontować, co w połączeniu ze spapranymi zatoczeniami przekraczało możliwości toczne kulek
Mam nadzieję, że to już ostatnia tego typu przygoda...
Aha, i PID nie ruszałem dzisiaj w ogóle. Jak frezarka zrobi sobie rowki to wymienię kompa w maszynie, zmienię linuxcnc na 2.7 i wtedy doreguluje przy testach w materiale, bo pewnie i tak coś tam w halu mi się pozmienia... Właśnie... jak zmieniam wersje linuxcnc na nowszą, to konfiguracja zostaje bez zmian, czy konieczne są jakieś zmiany w plikach?
- 18 maja 2016, 14:46
- Forum: Frezarka - konstrukcja metalowa
- Temat: Frezarka 500x400x200, stalowa - dragon44
- Odpowiedzi: 90
- Odsłony: 36655
- 17 maja 2016, 22:11
- Forum: Frezarka - konstrukcja metalowa
- Temat: Frezarka 500x400x200, stalowa - dragon44
- Odpowiedzi: 90
- Odsłony: 36655
DOHC, Jeśli chodzi o enkoder to u mnie wygląda to tak: silnik →serwowzmacniacz, serwowzmacniacz →mesa. Też mam sześć sygnałów A, B, Z i zanegowane. Falownik już trochę podkręciłem, ale chyba nie wszystko jeszcze o nim wiem. A co do gwintowania to chyba bym się nie odważył ;p W robocie zwykle gwintowałem przy 50 obrotach a i tak pękały gwintowniki (do M30 włącznie ). Z resztą miałem tylko sześć otworów. Docelowo do nich dokręcę tą blachę w której teraz próbuje pogłębić otwory. W tej blasze będę robił rowki teowe czternastki na szpilkę M12
- 17 maja 2016, 20:38
- Forum: Frezarka - konstrukcja metalowa
- Temat: Frezarka 500x400x200, stalowa - dragon44
- Odpowiedzi: 90
- Odsłony: 36655
DOHC, jasne, index jest. Włączam maszynę, bazuje, wczytuje program, G54 jest w pamięci F2 (załączanie silników) i jazda.
Masz silnik 3k, czy 6k obr/min? Mój ma sześć tysięcy, więc przy tysiącu obrotów dysponuje jedynie 250 watami... Na razie nie chce gonić parametrów, zależy mi raczej na ekonomi i na tym, by nie spierd*$#*@ić tego stołu ;p jak zrobię stół, to wezmę się za testy i podkręcanie parametrów. No i chłodziwo muszę podłączyć, bo na sucho czy z ręki nie sprzyja odprowadzaniu temperatury
gaspar, śrubę obracałem za sprzęgło, chodziła porównywalnie lekko w obie strony. Nie mam ochoty rozbierać całego napędu, by nabić ciśnienie idealnie, by na samych wózkach zetka lekko chodziła. Ale racja, że sprawdzałem to gdzieś tak w połowie wysokości. Jutro zacznę właśnie od sprawdzenie oporów o których piszesz.
Jakby PID było mocno rozstrojone to błąd pojawiałby się wcześniej, a nie po kilku / kilkunastu warstwach interpolacji śrubowej. Ale i tak miałem je trochę poprawić, bo strasznie trzeszczą silniki... xP
[ Dodano: 2016-05-17, 20:48 ]
DOHC, hmmm... w sumie to nie sprawdzałem bazowania na czujnik. zaufałem pozycji z ekranu. Zauważyłem, że jak załączam / wyłączam silniki to zetka leci mi jakieś dwie setki w dół.
Ekrany mam podpięte z jednej strony.
O jakich zworkach mówisz?
bartuss1, popatrz stronę temu ile walczyłem z tamtym tematem. Doszedłem do tego dopiero w połowie lipca razem z dwoma kumplami, którzy wpadli na grilla i powiedzieli, że będą u mnie siedzieć do póki tego nie rozgryzą. Dwa dni siedzieliśmy w garażu, aż w końcu któryś z nich zwrócił uwagę na dwa parametry (już nie pamiętam jak się one nazywały). Trzeba było oba zmienić z 0,05 na 0,5, dopiero wtedy można było zacząć stroić... Ślepy traw... I weź człowieku siedź nad tym tyle tygodni na sucho ;p hehehehe
Masz silnik 3k, czy 6k obr/min? Mój ma sześć tysięcy, więc przy tysiącu obrotów dysponuje jedynie 250 watami... Na razie nie chce gonić parametrów, zależy mi raczej na ekonomi i na tym, by nie spierd*$#*@ić tego stołu ;p jak zrobię stół, to wezmę się za testy i podkręcanie parametrów. No i chłodziwo muszę podłączyć, bo na sucho czy z ręki nie sprzyja odprowadzaniu temperatury
gaspar, śrubę obracałem za sprzęgło, chodziła porównywalnie lekko w obie strony. Nie mam ochoty rozbierać całego napędu, by nabić ciśnienie idealnie, by na samych wózkach zetka lekko chodziła. Ale racja, że sprawdzałem to gdzieś tak w połowie wysokości. Jutro zacznę właśnie od sprawdzenie oporów o których piszesz.
Jakby PID było mocno rozstrojone to błąd pojawiałby się wcześniej, a nie po kilku / kilkunastu warstwach interpolacji śrubowej. Ale i tak miałem je trochę poprawić, bo strasznie trzeszczą silniki... xP
[ Dodano: 2016-05-17, 20:48 ]
DOHC, hmmm... w sumie to nie sprawdzałem bazowania na czujnik. zaufałem pozycji z ekranu. Zauważyłem, że jak załączam / wyłączam silniki to zetka leci mi jakieś dwie setki w dół.
Ekrany mam podpięte z jednej strony.
O jakich zworkach mówisz?
bartuss1, popatrz stronę temu ile walczyłem z tamtym tematem. Doszedłem do tego dopiero w połowie lipca razem z dwoma kumplami, którzy wpadli na grilla i powiedzieli, że będą u mnie siedzieć do póki tego nie rozgryzą. Dwa dni siedzieliśmy w garażu, aż w końcu któryś z nich zwrócił uwagę na dwa parametry (już nie pamiętam jak się one nazywały). Trzeba było oba zmienić z 0,05 na 0,5, dopiero wtedy można było zacząć stroić... Ślepy traw... I weź człowieku siedź nad tym tyle tygodni na sucho ;p hehehehe
- 17 maja 2016, 19:55
- Forum: Frezarka - konstrukcja metalowa
- Temat: Frezarka 500x400x200, stalowa - dragon44
- Odpowiedzi: 90
- Odsłony: 36655
Dawno dawno temu... dragon44 budował frezarkę... i dalej się z nią męczy xD
Z powyższym problemem poradziłem sobie już dawno. Kilka skrzynek osuszyłem dochodząc do tego, że problemem były dwa parametry w linuxcnc odpowiedzialne za ograniczenie uchybu położenia. Były one domyślnie ustawione na 0,05 mm czyli niedostrojony silnik w mig pływał i uchyb był przekroczony, co skutkowało błędem pozycji... Ich zmiana na 0,5 mm wyeliminowała pojawiający się komunikat i pozwoliła na dostrojenie napędów nie macie pojęcia ile mi to krwi napsuło... no ale dawno i nieprawda
Ktoś ostatnio mnie zapytał: "czy frezarka już chodzi?" Otóż chodzi, ma się świetnie i nawet wybraliśmy się razem na spacer


Pominę masę przygód jakie napotkaliśmy na drodze i przejdę od razu do teraźniejszości. Jak ktoś będzie ciekaw przygód to postaram się systematycznie opowiadać
Aktualnie frezarka zamieszkała sobie w nowym warsztaciku, ma ciepło, względnie jeszcze czysto i tak sobie tam spędza ostatnie dni

Jej spokój został ostatnio zachwiany, bo KTOŚ sobie wymyślił, że frezarka zrobi sobie sama stół teowy ze stali S355, bo akurat się taka kupiła. Frezarka na powyższym zdjęciu posiada goły blat. Najpierw "się splanował", głowica fi 40 mm, dwie płytki, szerokość skrawania 30 mm i zawrotne Ap dwie dychy. Obroty jakieś osiemset, posuw 160 (czuć było, że silnik łapie poślizg i obroty spadają). Przy planowaniu, tam gdzie było do zebrania nieco więcej jak 0,3 mm wrzeciono potrafiło stanąć. No ale to tylko półtorej kilowatowy Perske na 6k obrotów/min. Generalnie zbieranie poniżej 0,2 mm to było masło i poezja dla uszu Wiercenie wiertłem 9,7 mm (bo akurat takie miałem) dawało się trochę we znaki. Im głębiej tym mniejszy posuw, kilkukrotnie silnik stanął, ale jakoś ogólnie powierciłem. Rozfrezowywanie do 10,3 jakoś poszło. Gwintowanie ręcznie - tu nie ma co pisać ;p Blache na stół najpierw zamontowałem ściskami, żeby na frezarce dokładnie napunktować miejsca do wiercenia. Wiercenie już na konwencjonalnej wiertarce stołowej, gdyż bałem się (pewnie niepotrzebnie) żeby mi nie przesunęło blachy na maszynie, gdybym trzymał ją tylko ściskami. I tak powiercona blacha nadawała się do przykręcenia do maszyny. Na pierwszy ogień poszło planowanie - poszło gładko. Miejsca pod śrubami haratnąłem kątówką, nikt i tak nie zauważy, bo tą stronę obracam do dołu Zabrałem się więc za rozfrezowanie otworów na śruby, tak by zrobić pogłębienia na łby śrub. Milimetr na warstwę, frez palcowy, jedna płytka, fi 12. Szło mięciutko, aż miło gdzieś tak do 15 mm w materiale. Ku mojemu zdziwieniu zesrał się jeden z driverów - błąd. Pacze... silnik ciepły, radiator ciepły, myślę: " no przegrzał się su***syn". No i zaczęły się schody... Co bym teraz nie zrobił, to po kilku / kilkunastu milimetrach zagłębiania się interpolacją śrubową, serwowzmacniacz daje mi do zrozumienia czerwoną diodą, że nie będzie u mnie pracował... No to dawaj go odciążymy i zetka dostała siłownik pneumatyczny. Jak bym nie nabił ciśnienia, to nichuchu nie idzie robić. Popracuje krócej lub dłużej, wywali błąd i do dna otworu nie zjedzie. W układ ze zbiornikiem wyrównawczym nabiłem ciśnienie na oko. Przy odpiętym uzwojeniu silnika i zwolnionym hamulcem lekko obracam śrubę w prawo i w lewo, więc masa zetki powinna być w przybliżeniu kompensowana. Nie mam pojęcia co jest grane. Z siłownikiem jest gorzej niż bez. Domyślam się, że może chodzić o to, że kompensując masę zetki, zmieniłem bezwładności układu i całe PID muszę stroić od nowa. Dodam tylko że uchyb położenia o którym już wspominałem nie przekracza pięciu setek przy pełnej prędkości, a pętla sprzężenia zwrotnego jest ustawiona na 300 Hz (zmiana na 200 nic mi dzisiaj nie dała). Jutro jadę od rana walczyć znowu z haloscopem, ale wpierw chciałem się Was poradzić, co może być przyczyną tego błędu? Sam błąd, który się pojawia w servodriverze ma numer A.70.
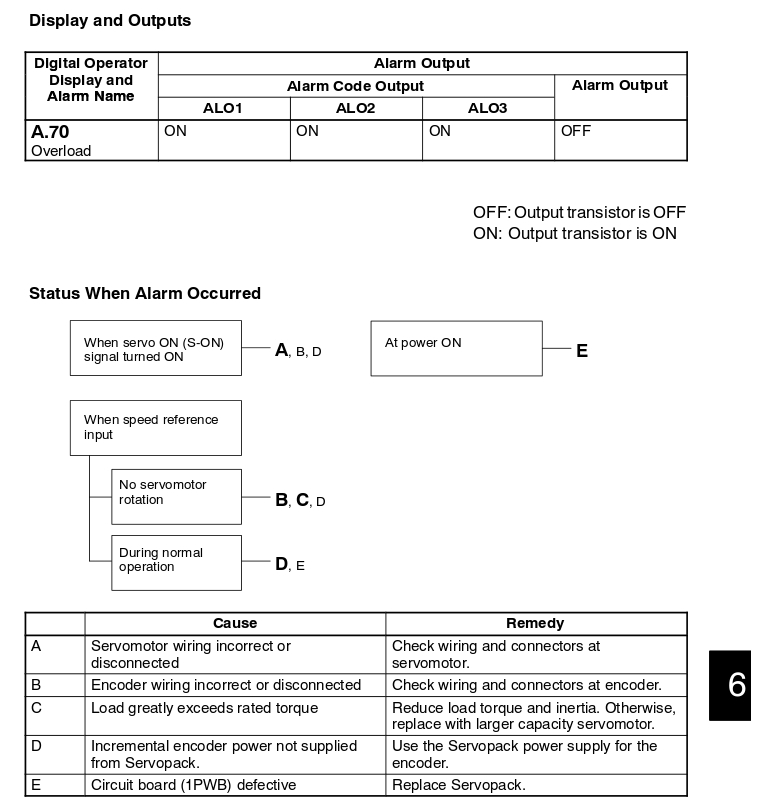
Co może być powodem, że maszyna staje w połowie roboty?
Zakłócenia? To czemu akurat po kilku warstwach w dół?
Przeciążenie?
Enkoder się gubi przy tak małym posuwie?
Rozstrojone PID, które...? no właśnie co?
Czemu do tej pory, z frezowaniem płaszczyzn nie miałem problemu, a powolny ruch zetki owocuje błędem??
Z powyższym problemem poradziłem sobie już dawno. Kilka skrzynek osuszyłem dochodząc do tego, że problemem były dwa parametry w linuxcnc odpowiedzialne za ograniczenie uchybu położenia. Były one domyślnie ustawione na 0,05 mm czyli niedostrojony silnik w mig pływał i uchyb był przekroczony, co skutkowało błędem pozycji... Ich zmiana na 0,5 mm wyeliminowała pojawiający się komunikat i pozwoliła na dostrojenie napędów
Ktoś ostatnio mnie zapytał: "czy frezarka już chodzi?" Otóż chodzi, ma się świetnie i nawet wybraliśmy się razem na spacer
Pominę masę przygód jakie napotkaliśmy na drodze i przejdę od razu do teraźniejszości. Jak ktoś będzie ciekaw przygód to postaram się systematycznie opowiadać
Aktualnie frezarka zamieszkała sobie w nowym warsztaciku, ma ciepło, względnie jeszcze czysto i tak sobie tam spędza ostatnie dni
Jej spokój został ostatnio zachwiany, bo KTOŚ sobie wymyślił, że frezarka zrobi sobie sama stół teowy ze stali S355, bo akurat się taka kupiła. Frezarka na powyższym zdjęciu posiada goły blat. Najpierw "się splanował", głowica fi 40 mm, dwie płytki, szerokość skrawania 30 mm i zawrotne Ap dwie dychy. Obroty jakieś osiemset, posuw 160 (czuć było, że silnik łapie poślizg i obroty spadają). Przy planowaniu, tam gdzie było do zebrania nieco więcej jak 0,3 mm wrzeciono potrafiło stanąć. No ale to tylko półtorej kilowatowy Perske na 6k obrotów/min. Generalnie zbieranie poniżej 0,2 mm to było masło i poezja dla uszu
Co może być powodem, że maszyna staje w połowie roboty?
Zakłócenia? To czemu akurat po kilku warstwach w dół?
Przeciążenie?
Enkoder się gubi przy tak małym posuwie?
Rozstrojone PID, które...? no właśnie co?
Czemu do tej pory, z frezowaniem płaszczyzn nie miałem problemu, a powolny ruch zetki owocuje błędem??
- 04 cze 2015, 15:16
- Forum: Frezarka - konstrukcja metalowa
- Temat: Frezarka 500x400x200, stalowa - dragon44
- Odpowiedzi: 90
- Odsłony: 36655
Tomciowoj, gaspar, zewnętrzny zasilacz jest.
Na pin 13 czyli "+24V IN" mam podane 24V z zasilacza.
Na pin 14 czyli "/S-ON" mam podany syganał ENA+ z 7I77.
Sygnał ENA- z 7I77 jest pociągnięty na mase zasilacza 0V.
czyli wszystko tak jak na tym schemacie z cnc club'u.
gaspar, karta mesa 7I77 posiada dwie pary złączy do sterowania analogowego. Tak jak na tym rysunku co zaczyłem wcześniej. ENA+ i ENA- to para wyjść przekaźnika załczanego przez linuxcnc. W momencie włączenia maszyny z panelu linuxa, przekaźnik się zamyka i zwiera /S-ON do masy. Widzę to również w sigmawin. który mam podłączony do sterownika jako podgląd wewnętrznych parametrów. Załączenie maszyny w pncconf w linuxcnc (panel konfiguracyjny dający możliwość testowania jednej osi) skutkuje zmianą stanu parametru /S-ON w "status monitor" w sigmawin, z "servo off" na " servo on". Czyli sygnał enable, włączający servodriver dochodzi.
Drugą parą sterującą są sygnały GND i Aout. GND to masa, zero, punkt odniesienia dla właściwego sygnału analogowego jaki wychodzi z Aout. GND mam podłączone do wejścia 4 "SG" w SGDA, a sygnał AOUT do wejścia 3 "V-REF" w SGDA.
Wynika z tego, że elektrycznie wszystko jest podłączone.
Jog działa, więc podłączenie silnika pod wzmacniacz, również jest prawidłowe. Siadam zaraz do tematu z cyrylicą, może tam coś znajde. Bo obstawiam, że mam źle ustawione wewnętrzne parametry w SGDA...
Na pin 13 czyli "+24V IN" mam podane 24V z zasilacza.
Na pin 14 czyli "/S-ON" mam podany syganał ENA+ z 7I77.
Sygnał ENA- z 7I77 jest pociągnięty na mase zasilacza 0V.
czyli wszystko tak jak na tym schemacie z cnc club'u.
gaspar, karta mesa 7I77 posiada dwie pary złączy do sterowania analogowego. Tak jak na tym rysunku co zaczyłem wcześniej. ENA+ i ENA- to para wyjść przekaźnika załczanego przez linuxcnc. W momencie włączenia maszyny z panelu linuxa, przekaźnik się zamyka i zwiera /S-ON do masy. Widzę to również w sigmawin. który mam podłączony do sterownika jako podgląd wewnętrznych parametrów. Załączenie maszyny w pncconf w linuxcnc (panel konfiguracyjny dający możliwość testowania jednej osi) skutkuje zmianą stanu parametru /S-ON w "status monitor" w sigmawin, z "servo off" na " servo on". Czyli sygnał enable, włączający servodriver dochodzi.
Drugą parą sterującą są sygnały GND i Aout. GND to masa, zero, punkt odniesienia dla właściwego sygnału analogowego jaki wychodzi z Aout. GND mam podłączone do wejścia 4 "SG" w SGDA, a sygnał AOUT do wejścia 3 "V-REF" w SGDA.
Wynika z tego, że elektrycznie wszystko jest podłączone.
Jog działa, więc podłączenie silnika pod wzmacniacz, również jest prawidłowe. Siadam zaraz do tematu z cyrylicą, może tam coś znajde. Bo obstawiam, że mam źle ustawione wewnętrzne parametry w SGDA...






