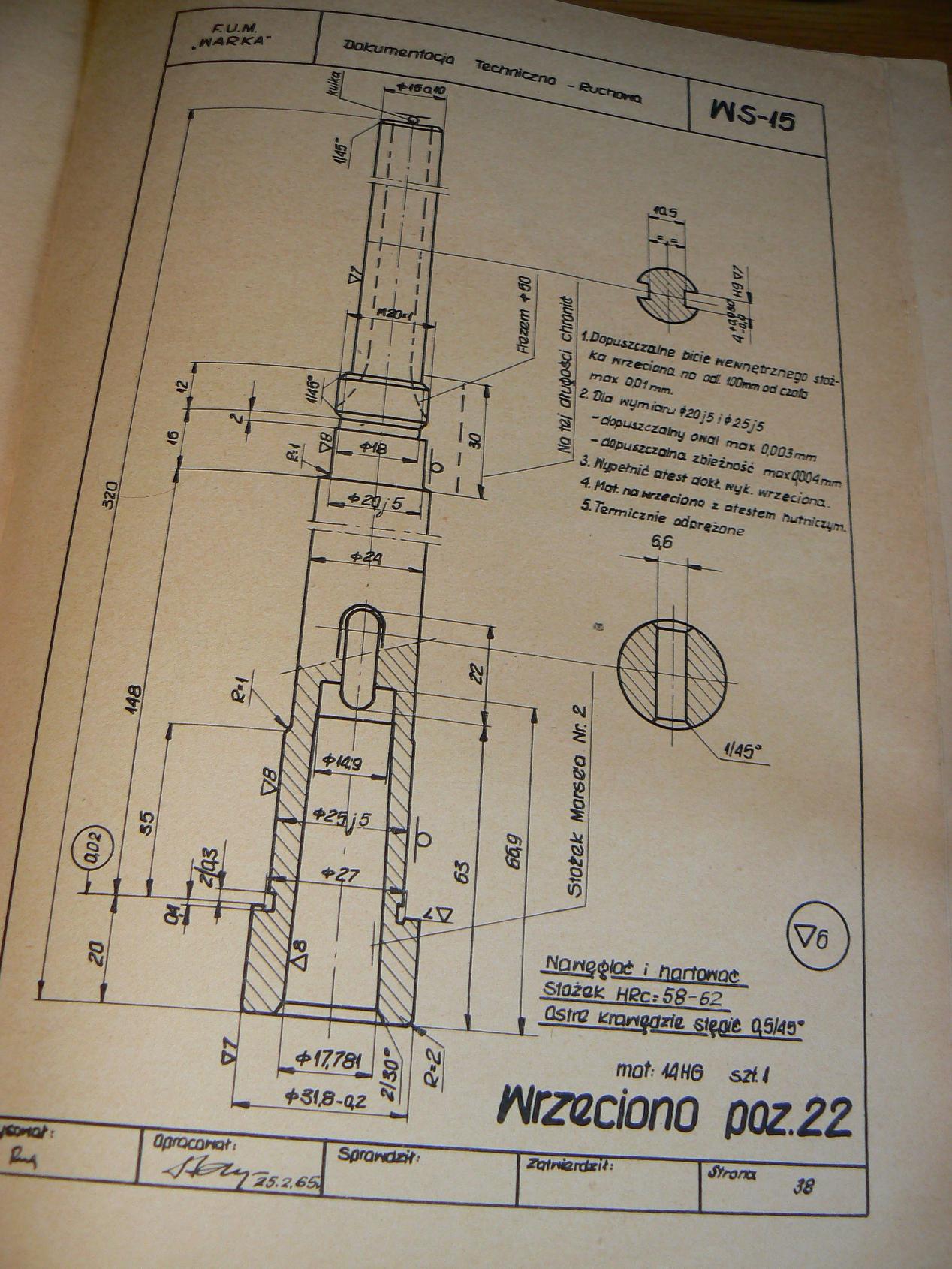
Co do innego rodzaju mocowania to niezłym wydaje mi się pomysł otworu we wrzecionie i odpowiednia szpilka (otwór myślę fi 6mm). Ze względu na długość i twardość wrzeciona w grę wchodzi raczej tylko elektrodrążenie.
Jeszcze coś podpowiem... We wiertarce fabrycznie założony jest silnik 1400 obr/min. Miałem szczęście i w garażu miałem identyczny silnik 2800 obr/min. Założyłem na próbę i frezowałem coś koło 6000 obr/min. Po około godzinie frezowania z tą prędkością korpus zrobił się dość ciepły ale nie parzył. Myślę, że winę za to ponoszą też nieodpowiednie do tych obrotów łożyska. Do tego koła pasowe muszą być dobrze dobrane i wyważone, żeby nie wprowadzały dodatkowych drgań.
Od czasu zrobienia tego zdjęcia zrobiłem już dodatkowe modyfikacje.... wstawiłem chłodzenie, suwmiarkę L=300mm w osi Y, odlałem z aluminium jedno z pokręteł, bo było pęknięte i rozleciało mi się całkiem :/

Ogólnie przy tym stole bez większych problemów mógłbym założyć śruby kulowe w osiach XY i zrobić sterowanie CNC jednak odstręcza mnie od tego oś Z.
Obrabiam tą "frezarką" stal, metale kolorowe, tworzywa i jestem bardzo zadowolony z rezultatów i precyzji.
Pozdrawiam.