



")
Pytanie nr 1 :
- Czy w dobrym momencie włączyłem i wyłączyłem kompensację czy używając jednego noża muszę kompensację załączyć już przy wstępnym przetoczeniu ...
Pytanie nr 2 :
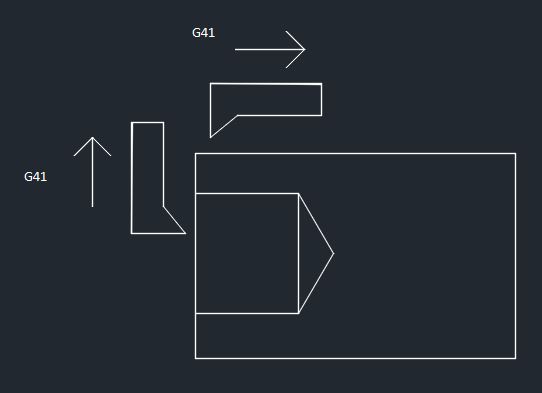
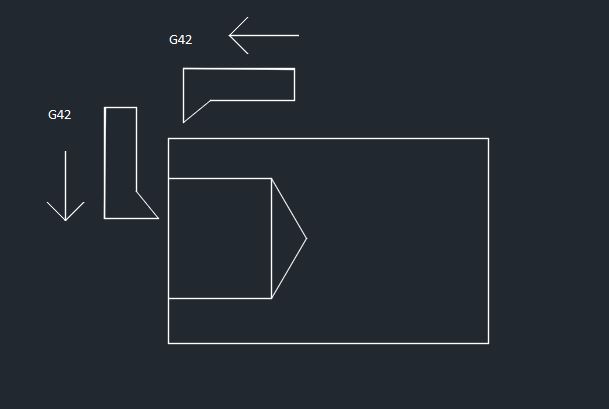
- Dlaczego przy dojeździe noża do materiału i planowaniu musi być kompensacja G42 a a gdy nóż idzie do góry to już musi być G41...
Pytanie nr 3 :
- Czy ktoś po polsku może wytłumaczyć kiedy stosować kompensacje G41 a kiedy G42 ... Definicje znam czytałem też instrukcję fanuca ale niezrozumiale jest dla mnie to napisane...
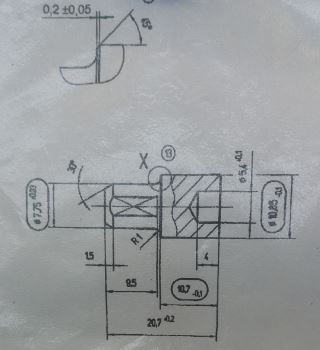
-Detal chce wykonać płytką o promieniu R0,8.
-Oprogramowanie FANUC.
-Pkt urojony ostrza narzędzia w moim wypadku 4.
Na moich automatach tokarskich materiał jest z prawej strony dlatego "Z" z minusową wartością nóż jest przed materiałem a wszystkie "Z" z dodatnią wartością nóż jest w materiale ..
Program do rysunku:
T0202;
G99 M3 S1=2500 F0.06;
G0 X13.0 Z-2.0;
G0 X9.0;
G1 Z10.1;
G1 X12.0;
G1 Z20.8
G0 U1.0 Z-2.0;
G0 X10.0;
G42 G1 Z0.0;
G1 X-1.5;
G41 G1 X6.04;
G1 X7.76,A30.0;
G1 Z9.15;
G3 Z10.15 X9.76 R1.0;
G1 X10.8,C0.2;
G1 Z20.9;
G1 X 13.0;
G40 G0 X15.0 Z-2.0;


")

")







{kind=link}