



Przebudowa Frezarki 1 FRA


-
harryD
Autor tematu - Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 24
- Posty: 55
- Rejestracja: 24 lis 2009, 18:16
- Lokalizacja: podkarpacie
Przy maksymalnym wykasowaniu luzu mam 0.08 mm ale ciężko chodzi pinola wtedy.
Mam luz między wałkiem a kołem zębatym i miedzy kołami zebatymi. W tej chwili trochę zluzowałem do testów wiec napewno jest więcej .
Docelowo chce wykonać nowy wałek z dwoma kołami zębatymi.
Da się w PLC ustawić wartość luzu nawrotnego ?
Mam luz między wałkiem a kołem zębatym i miedzy kołami zebatymi. W tej chwili trochę zluzowałem do testów wiec napewno jest więcej .
Docelowo chce wykonać nowy wałek z dwoma kołami zębatymi.
Da się w PLC ustawić wartość luzu nawrotnego ?
-
IMPULS3
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 7549
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Wcale nie, mały przykład choć nie wiem czy napewno dobry ale niech tam,harryD pisze:Dużo wody musi upłynąć zanim ogarnę idealna konfiguracje
# Wygenerowane przez Stepconf o Tue Dec 18 21:38:58 2012
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
[EMC]
MACHINE = FREZARKA
DEBUG = 0
[DISPLAY]
PROGRAM_PREFIX = /home/linuxcnc/nc_files
TKPKG = Ngcgui 1.0
TKPKG = Ngcguittt 1.0
# Ngcgui must precede Ngcguittt
NGCGUI_FONT = Helvetica -16 normal
# for startup NGCGUI_PREAMBLE, NGCGUI_SUBFILE, NGCGUI_POSTAMBLE, TTT_PREAMBLE
# items, specifly:
# a) absolute filename (start with /)
# b) relative filename: search directories specified by
# [DISPLAY]PROGRAM_PREFIX and [RS274NGC]SUBROUTINE_PATH
NGCGUI_PREAMBLE = mm_std.ngc
#NGCGUI_SUBFILE = przejazd.ngc
NGCGUI_SUBFILE = kanalek.ngc
NGCGUI_SUBFILE = otwor.ngc
#NGCGUI_SUBFILE = podzial.ngc
NGCGUI_SUBFILE = otwory_po_okregu.ngc
#NGCGUI_SUBFILE = szesciokat.ngc
NGCGUI_SUBFILE = otwory_linia.ngc
# specify "" for a custom tab page
#NGCGUI_SUBFILE = ""
NGCGUI_OPTIONS =
#NGCGUI_OPTIONS = opt1 opt2 ...
# opt items:
# nonew -- disallow making new tab page
# noremove -- disallow removing any tab page
# noauto -- no autosend (makeFile, then manually send)
# noiframe -- no internal image, image on separate toplevel
TTT = truetype-tracer
TTT_PREAMBLE = in_std.ngc
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 1.2
INTRO_GRAPHIC = emc2.gif
INTRO_TIME = 1
PROGRAM_PREFIX = /home/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = emc.var
SUBROUTINE_PATH = /home/linuxcnc/nc_files:/home/linuxcnc/:/home/linuxcnc/nc_files/ngcgui_lib/utilitysubs
USER_M_PATH = /home/linuxcnc/nc_files
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 100000
SERVO_PERIOD = 1000000
[HAL]
HALFILE = FREZARKA.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
[TRAJ]
AXES = 3
COORDINATES = X Y Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 25
MAX_LINEAR_VELOCITY = 25
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 50
MAX_ACCELERATION = 180
STEPGEN_MAXACCEL = 200
SCALE = 400
FERROR = .2
MIN_FERROR = .25
MIN_LIMIT = 0.00
MAX_LIMIT= 915
HOME_OFFSET = 0.0
[AXIS_1]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 50
MAX_ACCELERATION = 400
STEPGEN_MAXACCEL = 600
SCALE = 400
FERROR = .2
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 295
HOME_OFFSET = 0.0
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 50
MAX_ACCELERATION = 400
STEPGEN_MAXACCEL = 600
SCALE = 400
FERROR = .2
MIN_FERROR = .25
MIN_LIMIT = -300
MAX_LIMIT = 50
HOME_OFFSET = 0.0
-
Mateusz-M
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 341
- Rejestracja: 20 gru 2009, 13:28
- Lokalizacja: lubelskie
Witam.harryD pisze:
Da się w PLC ustawić wartość luzu nawrotnego ?
W pliku .ini na końcu konfuguracji każdej osi wpisujesz "backlash = x.xxx"
Widzę zę początki z linuxem więc pytaj.
Ogólnie ładne jeździ, tylko coś rezonasują silniki przy małych prędkościach. jakie sterowniki masz i czy nie ma w nich przypadkiem regulacji rezonansu, u mnie jest śrubka na wkrętak gwiazdkowy i po regulacji kultura pracy o wiele lepsza.
Pozdrawiam.

")

-
harryD
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 24
- Posty: 55
- Rejestracja: 24 lis 2009, 18:16
- Lokalizacja: podkarpacie
Jak się nakręcisz bo maszynka zaczyna żyć to zawsze coś nie tak musi pójść.
Wczoraj komp nie podjął współpracy dzisiaj wieczorkiem zaglądnę co by mu było, w miedzy czasie ogarnę sobie resztę spraw. Wrzecionko podłącze, pompke chłodziwa poskładam.
Długi week przed wiec coś sie ogarnie.
Impuls dzięki wielki za konfiguracje. jak tylko ją wprowadzę zdam relacje i +
Mateusz-M będę chciał pytać jak tylko nie będziecie mnie mieć dość
Stery to MAC878 nie maja śrubek. Backlash na pewno się przyda. Dzięki.
Alvar4 Dzięki za dobre słowo.Cieszy fakt ze maszynka się podoba. Amelinium PA9 u mnie dostatek
Wczoraj komp nie podjął współpracy dzisiaj wieczorkiem zaglądnę co by mu było, w miedzy czasie ogarnę sobie resztę spraw. Wrzecionko podłącze, pompke chłodziwa poskładam.
Długi week przed wiec coś sie ogarnie.
Impuls dzięki wielki za konfiguracje. jak tylko ją wprowadzę zdam relacje i +
Mateusz-M będę chciał pytać jak tylko nie będziecie mnie mieć dość
Stery to MAC878 nie maja śrubek. Backlash na pewno się przyda. Dzięki.
Alvar4 Dzięki za dobre słowo.Cieszy fakt ze maszynka się podoba. Amelinium PA9 u mnie dostatek
-
harryD
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 24
- Posty: 55
- Rejestracja: 24 lis 2009, 18:16
- Lokalizacja: podkarpacie
Temat dociągniety do końca.
Podsumowujac:
Było to moje pierwsze wyzwanie i ogladając efekt to jestem zadowolony strasznie.
Maszyna działa rewelacyjnie. Jedzie stal aż miło patrzeć, aluminium troszke gorzej ze wzgledu na niskie obroty wrzeciona ale oczekiwania spełani. Wykonała kilka fajnych projektów.
Kilka zdjęć z przed i po aby zachęcić innych.

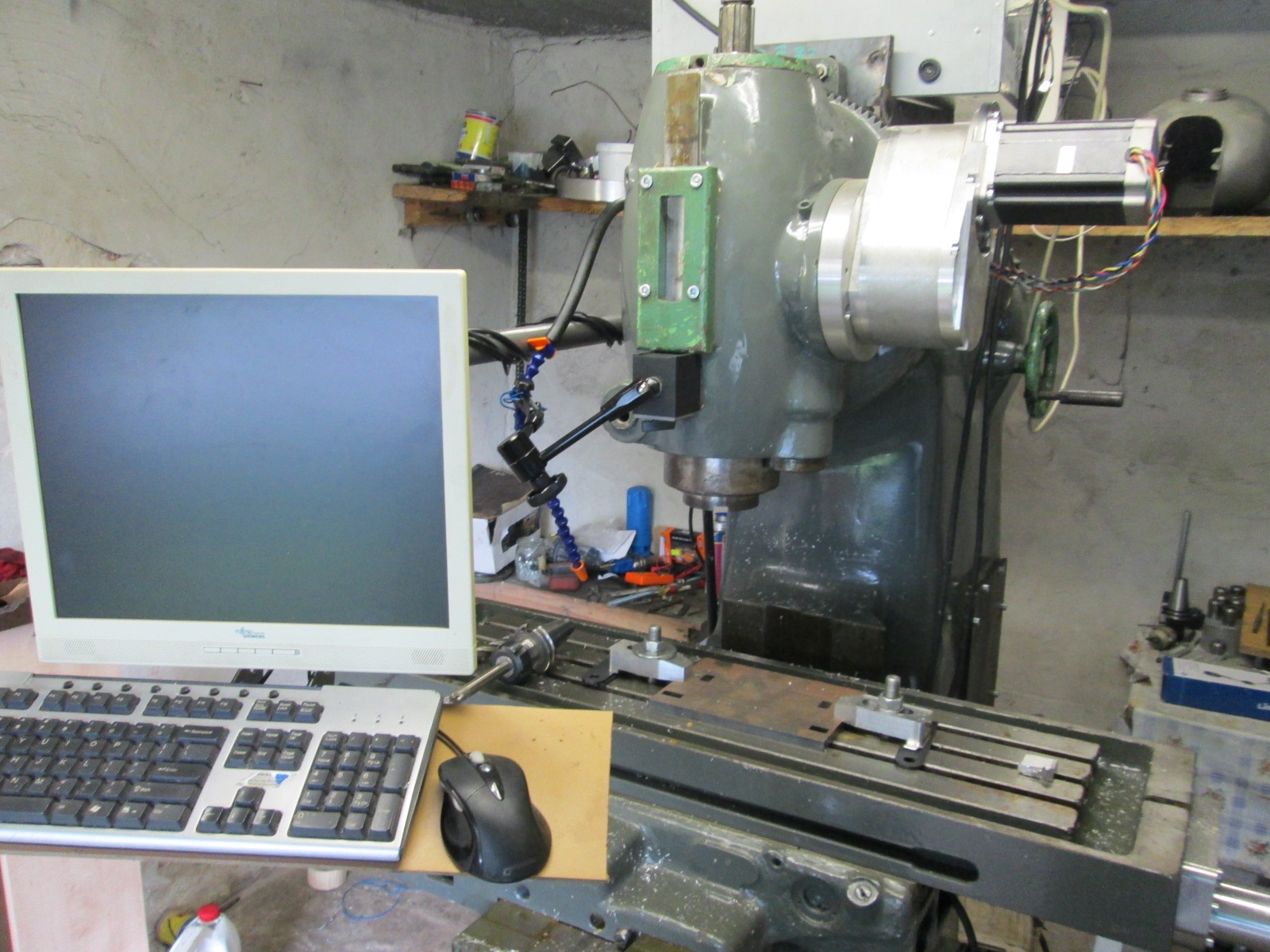
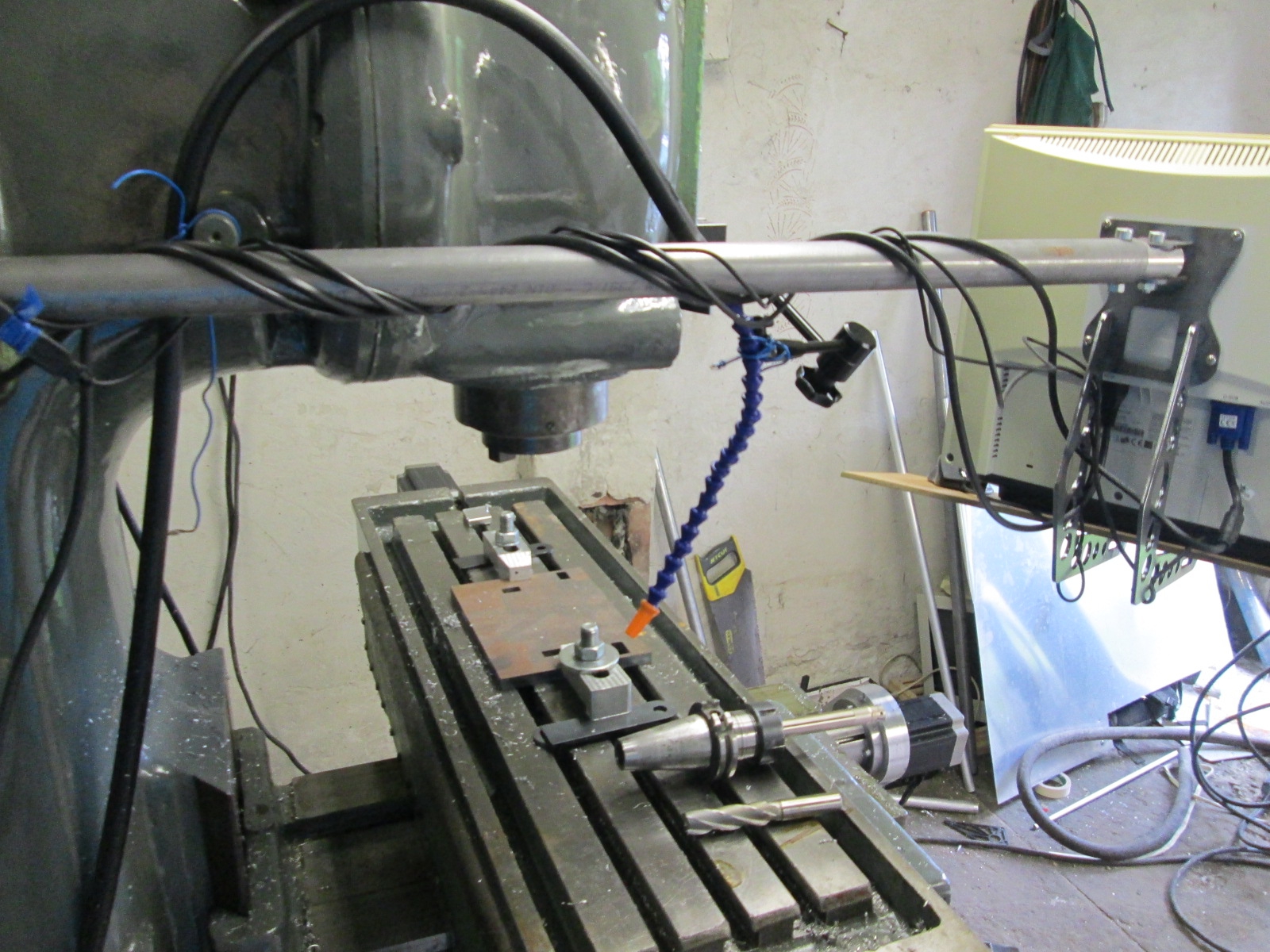
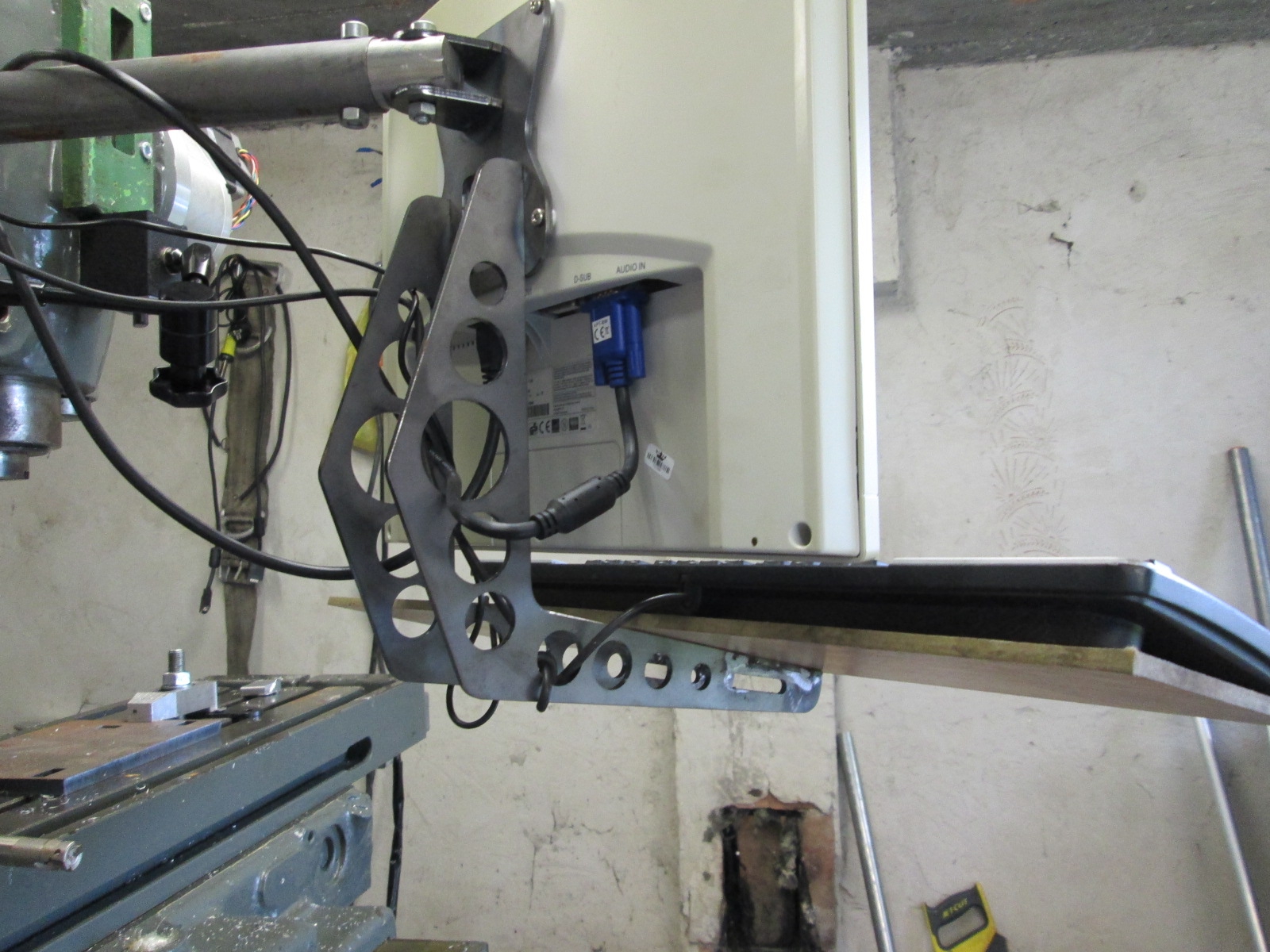




Pora zacząć nowy projekt.
Podsumowujac:
Było to moje pierwsze wyzwanie i ogladając efekt to jestem zadowolony strasznie.
Maszyna działa rewelacyjnie. Jedzie stal aż miło patrzeć, aluminium troszke gorzej ze wzgledu na niskie obroty wrzeciona ale oczekiwania spełani. Wykonała kilka fajnych projektów.
Kilka zdjęć z przed i po aby zachęcić innych.
Pora zacząć nowy projekt.
-
harryD
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 24
- Posty: 55
- Rejestracja: 24 lis 2009, 18:16
- Lokalizacja: podkarpacie
Mam problem z wykonaniem kilkunastu otworów po promieniu przez rozfrezowanie. Wychodzą owalne . Maxymalne wychylenie czyli rozbicie otworów występuje pod kątem 45 st. do osi x,y. ma ktoś jakieś pomyślę jak to naprawić ? Luzy na srubach mam ok 0.1mm ale skasowane przez backlash . Wydaje mi się ze jak przechodzi przez 0 i robi śruba zwrot to silnik nie nadąża za drugim.






