")
Mam problem z wczytaniem kodu essi na maszynie Sato satronic cnc801. Kod próbuje przesyłać po DNC.
W instrukcji od tego sterownika mam przykładowe kody. Próbowałem je wczytać ale wyskakuje błąd "brak linii startu". pliki zapisywałem jako txt. Maszyna widziała co jest w pliku ale był ten błąd. W czym może być problem?
kod1
39+700
40+20
30
7
+1000+0
+25000+0
+0+9500
-25000+0
+0-9500
+0-1000
8
38
0
kod2
11
5
+1000-750
6
9
10
5
-1250-1750
6
12
30
7
+2250+0
-250+1750
-1500+0-750+0+
-250-1750
+0-250
8
38
0
Dodane 20 minuty 30 sekundy:
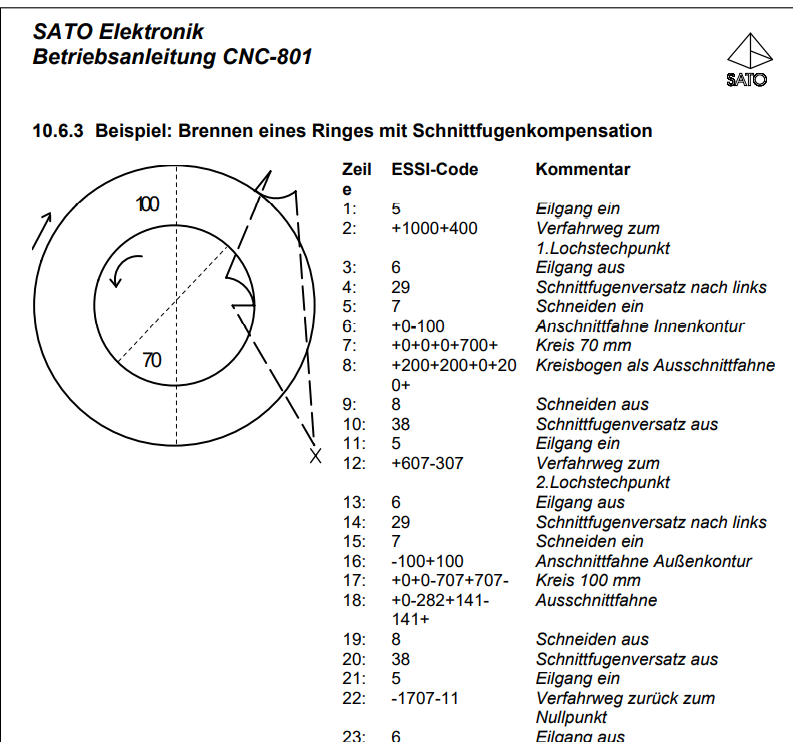
Dołączam jeszcze screeny z instrukcji. Jest tam mowa o HF-funkcjach pomocniczych jednak w przykładowych kodach używane są same cyfry tych kodów bez znacznika HF
Dodane 1 minuta 2 sekundy: