



")
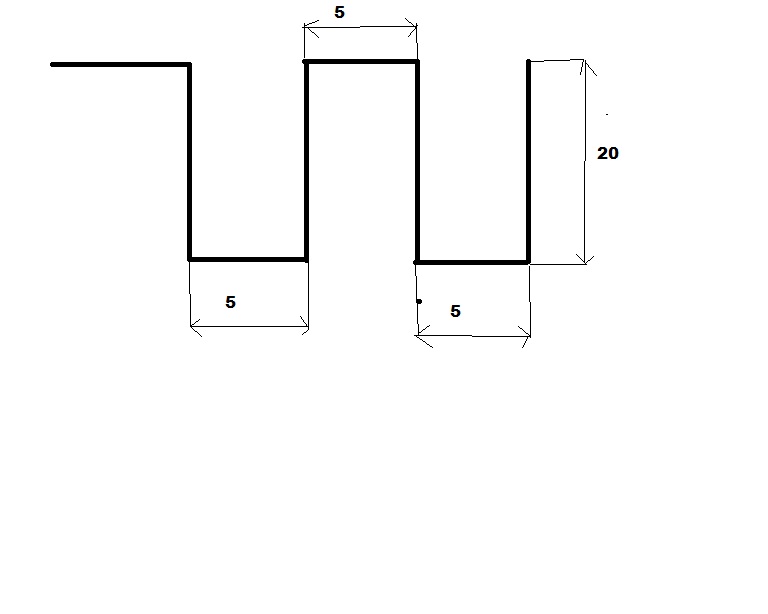
potrzebuje napisac program na taki zygzak jak na rysunku. jak to zrobić bo zygzak jest na listwie o długości 2000 mm.
myślałem nad czymś takim:
G0G40G49G90
T1M6
S500M3
G0 X0 Y5
M98 P1 L50 - WYWOŁANIE PODPROGRAMU I POWTÓRZENIE 50 RAZY
%1
G91
G1 X5 Y5
G1 Y-10
G1 X5
G1 Y5
M99


")
")






