Sterowanie: Fanuc 0i
Maszyna: Doosan DNM 6700
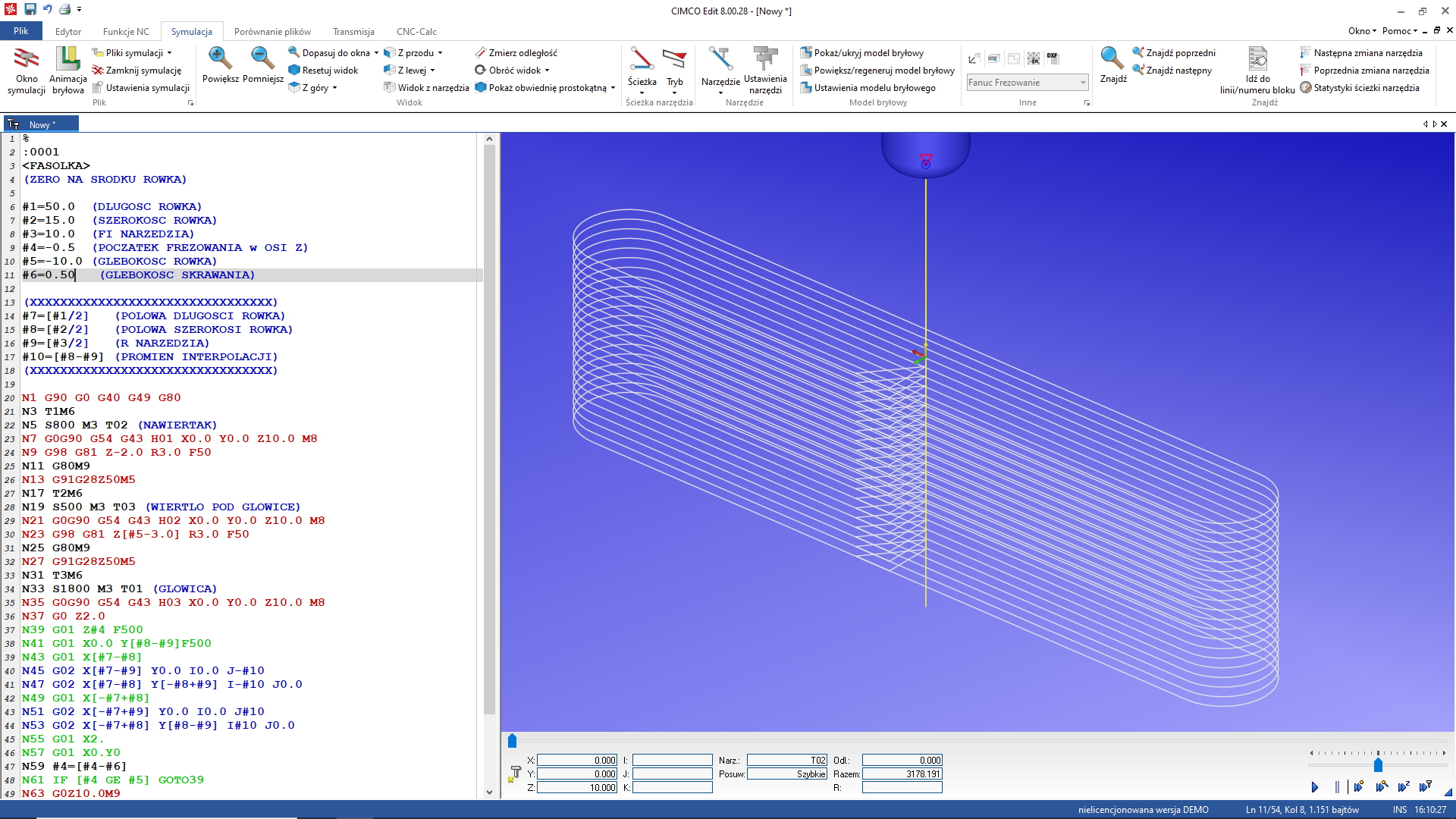
Kod: Zaznacz cały
%
:0001
<FASOLKA>
(ZERO NA SRODKU ROWKA)
#1=50.0 (DLUGOSC ROWKA)
#2=15.0 (SZEROKOSC ROWKA)
#3=10.0 (FI NARZEDZIA)
#4=-0.5 (POCZATEK FREZOWANIA w OSI Z)
#5=-10.0 (GLEBOKOSC ROWKA)
#6=0.5 (GLEBOKOSC SKRAWANIA)
(XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX)
#7=[#1/2] (POLOWA DLUGOSCI ROWKA)
#8=[#2/2] (POLOWA SZEROKOSI ROWKA)
#9=[#3/2] (R NARZEDZIA)
#10=[#8-#9] (PROMIEN INTERPOLACJI)
(XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX)
N1 G90 G0 G40 G49 G80
N3 T1M6
N5 S800 M3 T02 (NAWIERTAK)
N7 G0G90 G54 G43 H01 X0.0 Y0.0 Z10.0 M8
N9 G98 G81 Z-2.0 R3.0 F50
N11 G80M9
N13 G91G28Z50M5
N17 T2M6
N19 S500 M3 T03 (WIERTLO POD GLOWICE)
N21 G0G90 G54 G43 H02 X0.0 Y0.0 Z10.0 M8
N23 G98 G81 Z[#5-3.0] R3.0 F50
N25 G80M9
N27 G91G28Z50M5
N31 T3M6
N33 S1800 M3 T01 (GLOWICA)
N35 G0G90 G54 G43 H03 X0.0 Y0.0 Z10.0 M8
N37 G0 Z2.0
N39 G01 Z#4 F500
N41 G01 X0.0 Y[#8-#9]F500
N43 G01 X[#7-#8]
N45 G02 X[#7-#9] Y0.0 I0.0 J-#10
N47 G02 X[#7-#8] Y[-#8+#9] I-#10 J0.0
N49 G01 X[-#7+#8]
N51 G02 X[-#7+#9] Y0.0 I0.0 J#10
N53 G02 X[-#7+#8] Y[#8-#9] I#10 J0.0
N55 G01 X2.
N57 G01 X0.Y0
N59 #4=[#4-#6]
N61 IF [#4 GE #5] GOTO39
N63 G0Z10.0M9
N65 G91 G0 G28 Z10.0 M5
N67 G28 Y0.
N69 M30
%



")