Przy tłoczeniu to poszłoby bez szczeliny i bardziej fikuśne, ale czas oczekiwania długi, a do prototypu potrzebuję szybko na teraz 30 szt. po 120 cm (ew. może być trochę więcej jakby za mało roboty było i nie opłacałoby się ręki rozmachać

).
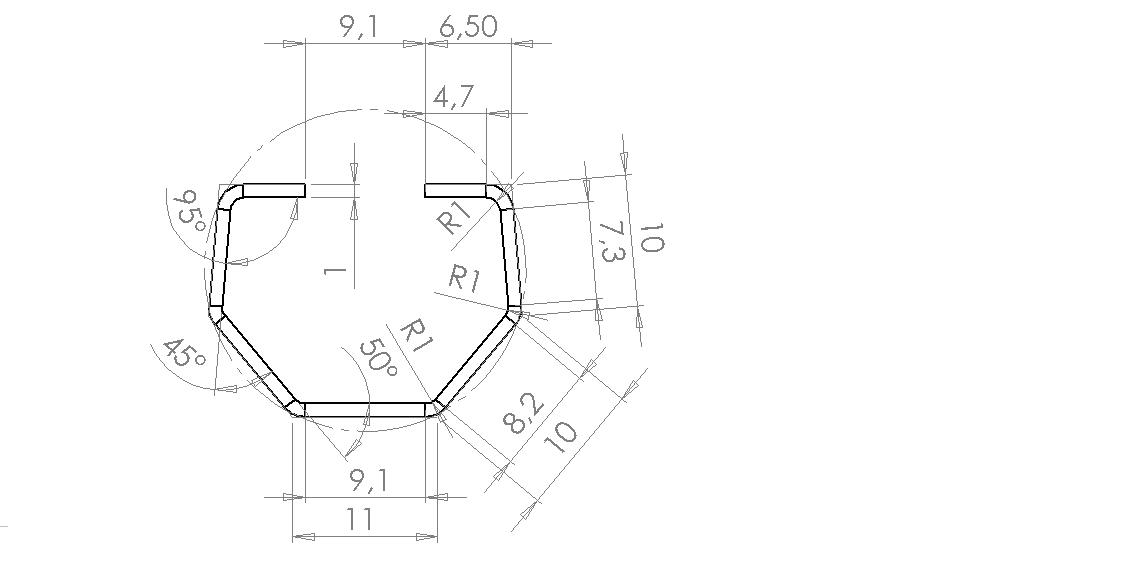
Uprościłem to do granic możliwości. Wymiar szczeliny 9,1mm wychodzi sam przy takich kątach gięcia i jest identyczny jak dno profila. Teraz chyba powinno się udać z palcem w d...
. Nie wiem, które wymiary są bardziej istotne dla wykonawcy. Zewnętrzne to wymiary wielokąta "na ostro", a wewnętrzne to te wyliczone przez program. Na ostro wychodzi pasek 64mm, a solid mówi, że powinno być 58,7mm po rozprostowaniu (i pewnie ma rację). Potencjalnemu wykonawcy prześlę projekt w wymaganym formacie.




")


")


")






