TOP67 pisze: ↑24 mar 2022, 20:21
Jak to ma być CNC, to całość da się zrobić jednym nożem.
Nie da się. Wiem, że teoretycznie to możliwe, tylko zrozum, że tu chodzi o odrobienie pracy domowej, a nie kombinowanie. Dlatego proces ma być zrobiony tak, żeby wałek wyszedł dokładnie taki, jaki jest potrzebny i żeby jego produkcja była jak najbardziej ekonomiczna. Z założeniem, że jest to produkcja w poważnej firmie, a nie w garażu na chińskiej zabawce, bo chińska zabawka nie jest uwzględniana chyba we wszystkich programach nauczania.
TOP67 pisze: ↑24 mar 2022, 20:21
A wzmianka o nożu kształtowym wręcz prosi o się HSS.
I ile będzie to kosztowało? Załóż, że tych wałków ma spadać ileś tam na zmianę. Tokarkę obsługuje operator, którego zadaniem nie jest ustawianie i mierzenie narzędzi. Tym zajmuje się narzędziowiec-ustawiacz.
W momencie stępienia płytki, operator ma prawo wymienić płytkę, odsunąć się na korektorze, zmierzyć i skorygować na gotowo. Ile to potrwa? A w momencie stępienia "stalki"? Zakładam, że stalka stępiła się o wpół do pierwszej w nocy, na trzeciej zmianie i ustawiacza nie ma. Właśnie dlatego w szkołach uczy się przyszłych technologów stosowania właściwych narzędzi. A za wspominanie, że można kawałek HSS naostrzyć, zmierzyć i ustawić można co najwyżej dostać informację, że takie działania nie są obecnie stosowane w przemysłowej produkcji. Bo nie są!
Jeszcze jedno. Jaka jest wydajność płytki, a jaka stalki? W firmie, w której pracuję czasem coś się dopasuje, ale jest to wyjątkowa sytuacja, normalnie cała produkcja odbywa się płytkami.
TOP67 pisze: ↑24 mar 2022, 20:21
Albo kwadratową płytką ustawioną pod kątem 45 ° i wtedy nawet nie trzeba mieć górnych sanek.
I jaka jest wówczas powierzchnia? A czemu nie wciąć, wyjechać, wjechać pod kątem z jednej i drugiej strony? W sumie takie kanałki w większości maszyn są w cyklach, a jak nie, to w podprogramach. Czemu nie korzystać? Bo się nie zna?
Duszczyk_K pisze: ↑25 mar 2022, 09:53
Nie zgodzę się z twierdzeniem że prawidłową odpowiedzią jest link do sandvika.
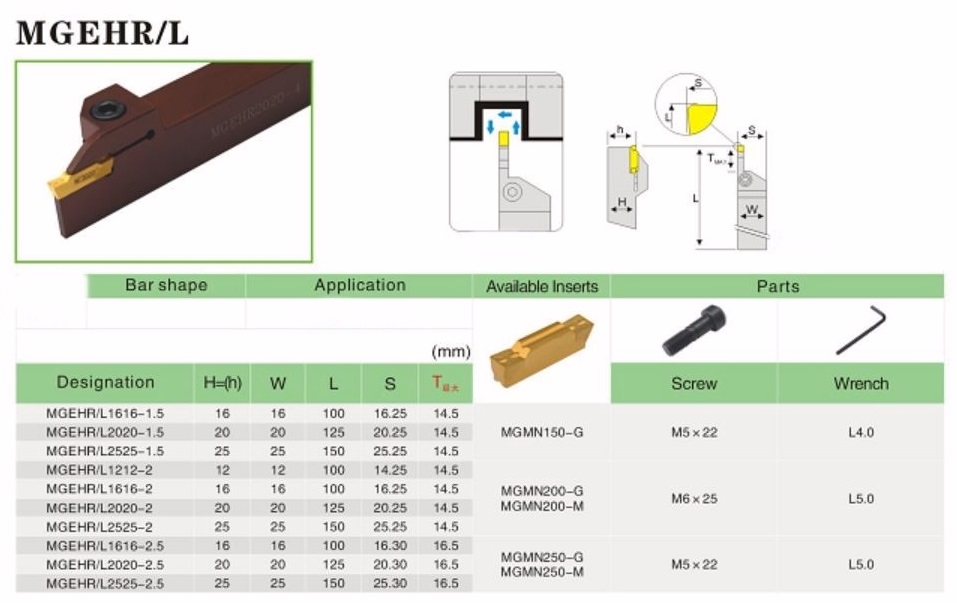
Jedną z odpowiedzi, mogę taką samą płytkę znaleźć ci z SECO, bo ja z tej firmy płytek korzystam.
Duszczyk_K pisze: ↑25 mar 2022, 09:53
Można to wykonać odpowiednio naostrzoną stalką
W garażu można.
Można też, robiąc fuchę, ale tutaj od początku chodzi o zrobienie procesu technologicznego. Czemu wy tego nie jesteście w stanie zrozumieć, że tu nie o rzeźbę chodzi, tylko jak to powinno w normalnej firmie wyglądać.







")

")







