




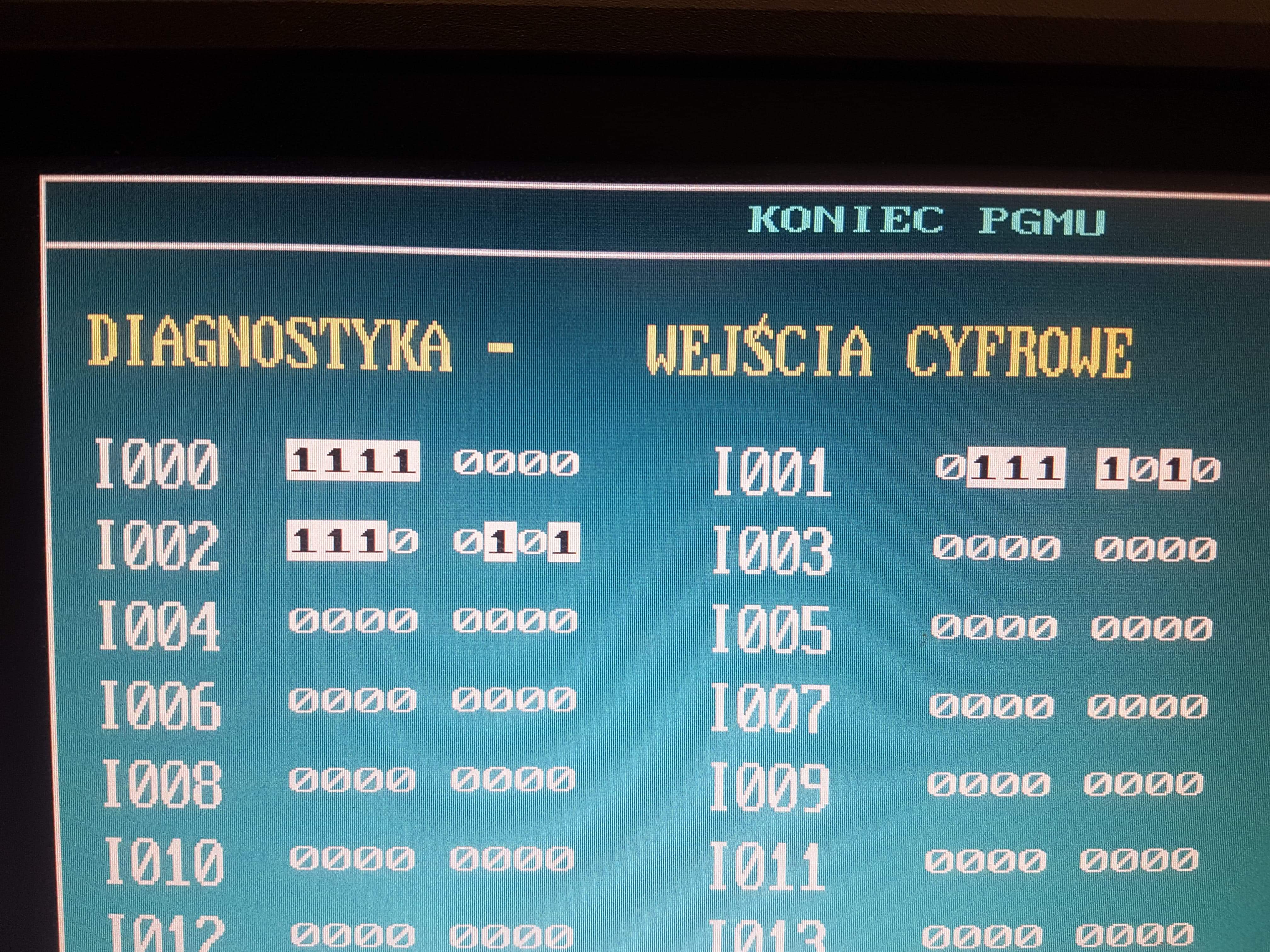
Dzis po włączeniu maszyny nastąpił problem ze zmianą narzędzia na pierwszym imaku. Imak podniósł sie ale nie obrócił. Mozna go obrócić wciskając zawór hydrauliki Ale po zwolnieniu wraca do tej samej pozycji. Rozkrecilam puszke z krancowkami po sprawdzeniu jedna z nich s11 nie zmienia w diagnostyce- wejścia cyfrowe z 1 na 0 a w panelu sterowania manual, obrot imaka pokazuje T0 zaś na drugim pokazuje i zmienia normalnie od 1 do 4 w momencie kiedy sie podniesie wyskakuje T1 po opadnieciu np T2 a w pierwszym po podniesieniu wyskakuje t6 i tak zostaje . Tą krancowke ktora nie zmienia w systemie z 1 na 0 sprawdziłam i jest sprawna.
Ps. Do zaworu obrotu hydrauliki imaka1 tez nie dochodzi 24 V
Proszę o pomoc!!


")
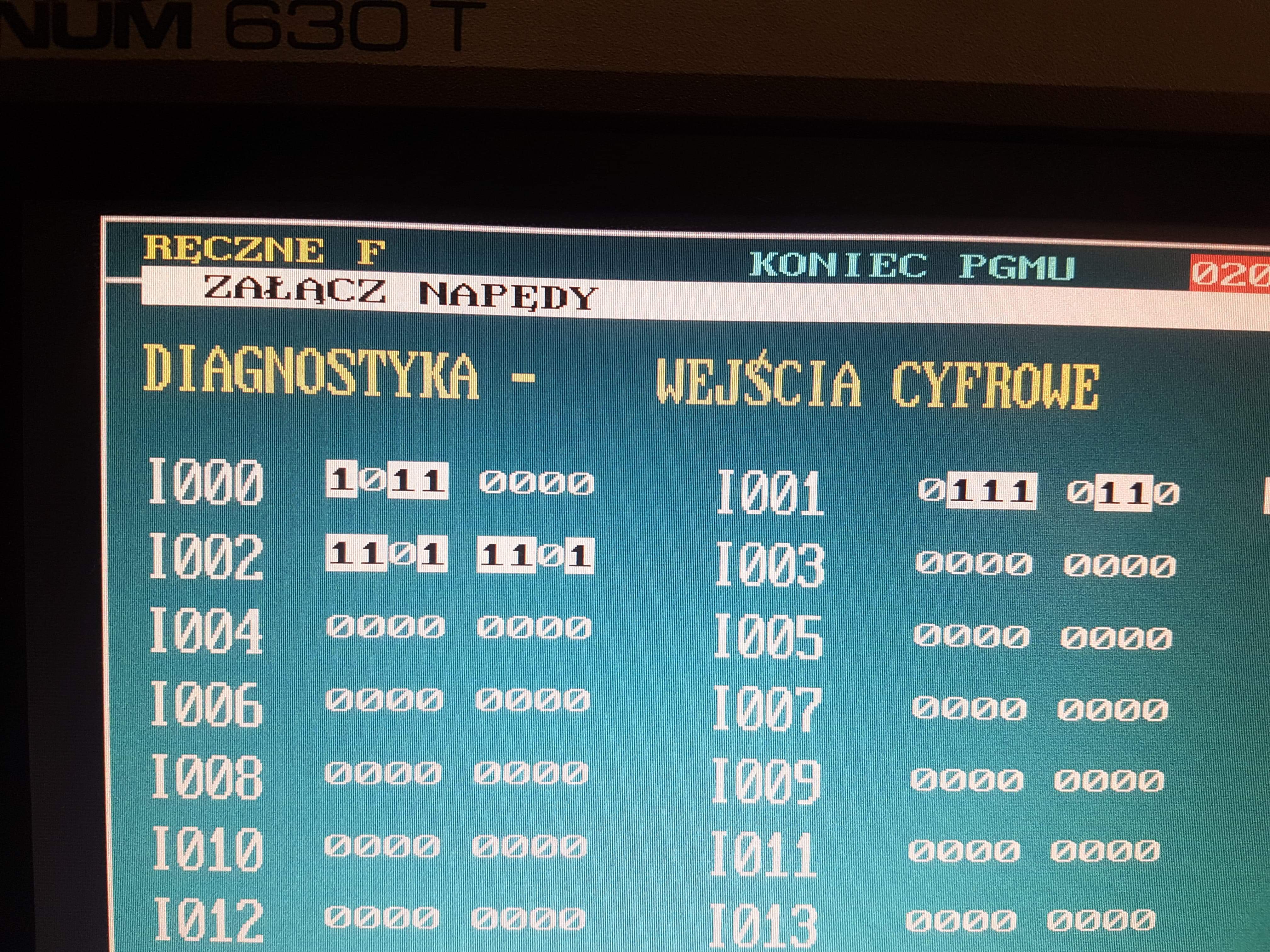 m kablem Ale dalej nic w I 000 pierwsza jedynka cały szas wystawiona i nie zmienia sie w drugim imaku I001wszyskie krancowki zmieniają wartości
m kablem Ale dalej nic w I 000 pierwsza jedynka cały szas wystawiona i nie zmienia sie w drugim imaku I001wszyskie krancowki zmieniają wartości





