



")
Mam problem z programem wykorzystującym odbicie lustrzane. Program wierci otwory 13, 10.5, 2 x 10.2 a następnie gwintuje 2 x M10 i M12 a na koniec robi fasolki.
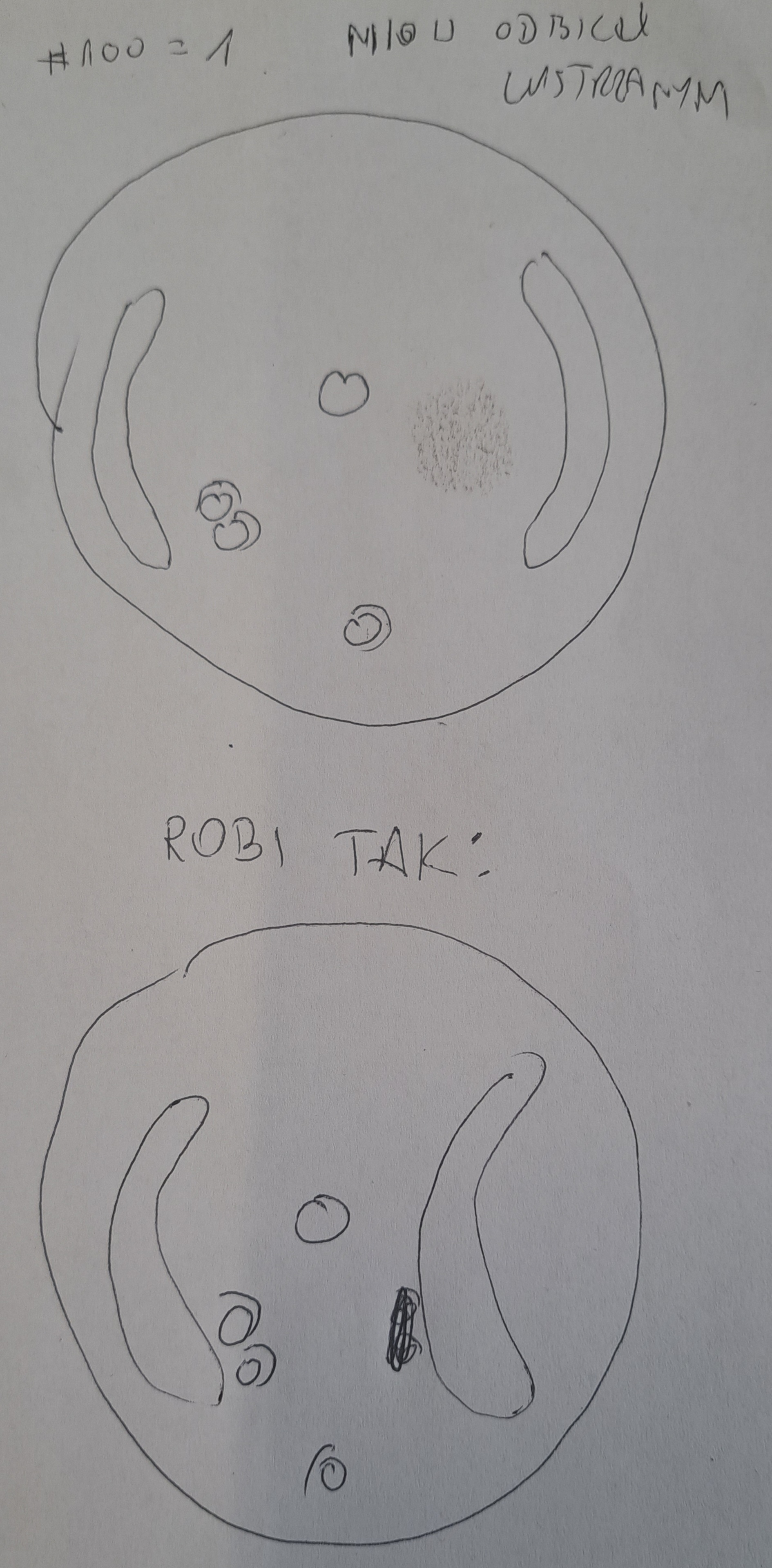
Zależnie od parametru #100 otwory M10 są w odbiciu lustrzanym bądź nie. Fasolki są robione podprogramem, druga jest robiona w odbiciu lustrzanym. Awaria magazynu powoduje że narzędzia wymieniam ręcznie po zatrzymaniu programu M00. Nikt nie bawi się w offsety a dla każdego narzędzia jest zdefiniowana sobna baza materiałowa. Jeżeli gwintuję M10 bez odbicia lustrzanego wszystko jest OK. Jeżeli gwintuje z odbiciem lustrzanym to robi źle pierwszą fasolkę (tą z prawej). Jeżeli puszczę od samych fasolek to robi je dobrze. Jeżeli cały program lub od gwintów M10 już robi źle. Przypuszczam że ma to związek z gwintowaniem w odbiciu lustrzanym ale nie wiem co jest źle.
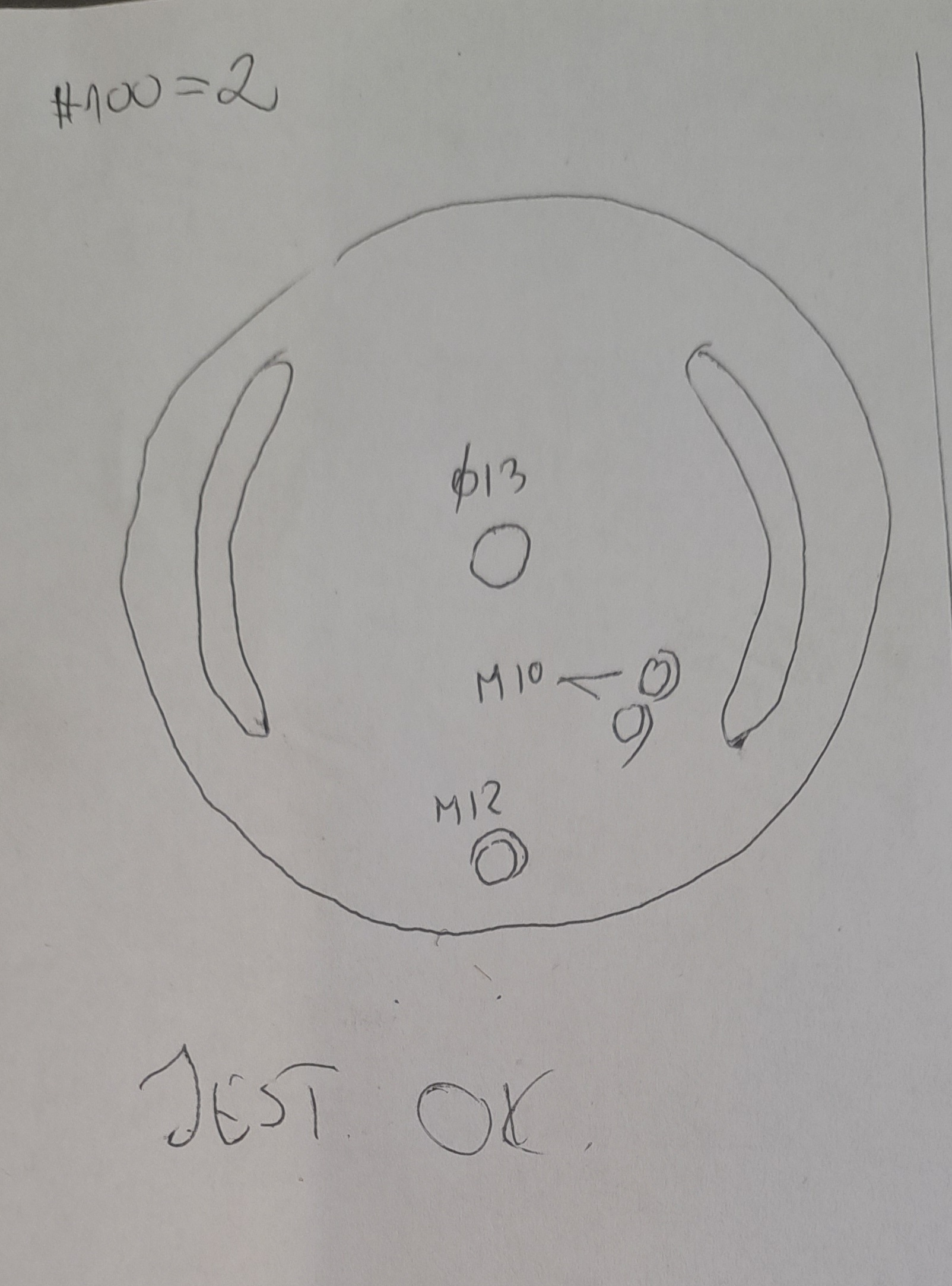
Tu robi ok:
Tu żle:
Dodane 47 sekundy:
Program wygląda tak:
O00282 (NAPINACZ-KRAZEK);
(WIERCENIE FI13, FI10.2, 2XFI8.5)(GWINT M12,2XM10)(FASOLKI);
(MOCOWANIE SZUKI FI90 DO GORY);
(*** WYBIERZ WYKONANIE ***);
(#100=1-WYKONANIE LEWE);
(#100=2-WYKONANIE PRAWE);
#100=2;
IF [#100EQ1] GOTO1;
IF [#100EQ2] GOTO1;
G50;
GOTO4;
;
N1;
G0 G90 G94 G80 G40 G50;
G54 (WIERTLO FI13);
G0 G90 Z100;
M00 (*** ZAMOCUJ SZTUKE I WIERTLO FI13 ***);
S200 M3 M8;
G50;
G0 X0 Y0;
G0 G43 H1 Z50;
G98 G83 Q2 X0 Y0 R2 Z-26 F20;
G80;
G0 Z50 M5 M9;
G0 Z150;
;
G55 (WIERTLO FI10.2);
M00 (*** ZAMOCUJ WIERTLO FI10.2 ***);
G0 G90 Z100;
S250 M3 M8;
G50;
G0 X0 Y-60;
G0 Z50;
G98 G83 Q2 X0 Y-60 R2 Z-15 F15;
G80;
G0 Z50 M5 M9;
G0 Z150;
;
G56 (WIERTLO FI8.5);
M00 (*** ZAMOCUJ WIERTLO FI8.5 ***);
G0 G90 Z100;
S300 M3 M8;
G50;
IF [#100 EQ 2] GOTO2;
G51 X0 I-1;
N2;
G0 X25.267 Y-22.750;
G0 Z20 M8;
G98 G83 Q2 X25.267 Y-22.750 R2 Z-24 F10;
X31.524 Y-12.737;
G80;
G50;
G0 Z50 M5 M9;
G0 Z150;
;
G57 (M10);
M00 (*** ZAMOCUJ GWINTOWNIK M10 ***);
G0 G90 Z100;
S100 M3 M8;
G50;
IF[#100 EQ 2] GOTO3;
G51 X0 I-1;
N3;
G0 X31.524 Y-12.735;
G0 Z55;
G1 Z50 F150;
M29 S100;
G98 G84 X31.524 Y-12.735 Z-32 R2 F150;
X25.267 Y-22.750;
G80;
G50;
G0 Z100 M5 M9;
G0 Z150;
;
G58 (M12);
M00(*** ZAMOCUJ GWINTOWNIK M12 ***);
G0 G90 Z100;
S100 M3 M8;
G50;
G0 X0 Y-60;
G0 Z55;
G1 Z50;
M29 S100;
G98 G84 X0 Y-60 Z-16 R2 F175;
G80;
G0 Z100 M5 M9;
G0 Z150;
;
G59 (FASOLKI);
M00 (*** ZAMOCUJ FREZ FI12 ***);
G0 G90 Z150;
S1000;
G50;
G0 X49.8 Y28.75 Z150;
G1 Z50 F2000 M3;
Z0 F2000 M8;
M98 P00283 L15;
G0 Z50;
G51 X0 I-1;
G0 X49.8Y 28.75;
G1 Z0 F2000;
M98 P00283 L15;
G50;
G0 Z50 M9 M5;
;
G0 Z100;
G0 Z150 Y110;
N4;
M30;
%
Dodane 1 minuta 4 sekundy:
Podprogram wygląda tak:
O00283 (DO P282);
G2 G91 X0 Y-57.5 Z-0.75 R57.5 F300;
G3 G91 X0 Y57.5 R57.5 F300;
G90;
M99;
%








