



Problem z M6, nie działa sygnał probe-in

")


-
szatri
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 12
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: Problem z M6, nie działa sygnał probe-in
Ale co to znaczy normalny? Zakres pracy maszyny jest od zera w ujemne wartości, to 1.1 to i tak już na górkę wpisane bo powinno być 0.1.
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 7886
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Problem z M6, nie działa sygnał probe-in
Możesz wyjaśnić dlaczego i po co grzebałeś w pliku tool-change.ngc?
Ja Ci gwarantuję, że tam jest wszystko w porządku.
To te twoje programy są jakieś dziwne.
Znowu popełniasz ten sam błąd, chaotycznie wprowadzasz przypadkowe zmiany w nadziei że przypadkiem zadziałają.
Wiesz, przypadkowo to nawet milion w Lotto można trafić, ale jeszcze nikomu się nie zdarzyło zrobić to kilka razy po kolei...
Taka chaotyczna szarpanina może mieć tylko jeden skutek - narobisz takiego burdelu, że już nikt nie będzie w stanie dojść w nim ładu.
-
szatri
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 12
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: Problem z M6, nie działa sygnał probe-in
tuxcnc pisze:Ja Ci gwarantuję, że tam jest wszystko w porządku.
To proszę podziel się swoja konfiguracja z czujnikiem i nie mam więcej pytań.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 7886
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Problem z M6, nie działa sygnał probe-in
Przecież twierdzisz że czujnik działa?
To z offsetami narzędzia masz problem.
Wyobraź sobie hipotetyczne wirtualne narzędzie T0 o wymiarach 0,0,0 i offsetach 0,0,0.
Jeżeli wymienisz je na inne rzeczywiste, o innych, niezerowych wymiarach geometrycznych, to musisz tak je przesunąć, żeby rzeczywiste ostrze rzeczywistego narzędzia było w tym samym punkcie co wirtualne ostrze wirtualnego narzędzia T0.
To przesunięcie to jest właśnie offset narzędzia.
A teraz sobie wyobraź, że do swojej maszyny o zakresie osi Z 250 mm zakładasz jakimś cudem wiertło o długości 300 mm. Rozumiesz, że jak nie będziesz kombinował, to ostrze wiertła będzie zawsze poza przestrzenią roboczą obrabiarki?
No to teraz sobie po kawałku skracaj to wyobrażone wiertło i sobie wyobrażaj gdzie można nim sięgnąć, a gdzie nie da rady...
Rozumiesz już dlaczego po zastosowaniu offsetu narzędzia można przekroczyć limity maszyny?
Albo inaczej, masz zakres osi Z 250 mm i zakładasz frez o długości 100 mm. Zostaje ci 150 mm ruchu. Jeśli wymienisz frez na 50 mm długi, to będziesz miał 200 mm ruchu. Czyli jak napiszesz program w którym zetka jeździ od 0 do -160, to jak założysz frez 50 mm to program pójdzie, a jak założysz frez 100 mm to dostaniesz komunikat że nie da rady.
Czy to jest trudne do zrozumienia?
-
szatri
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 12
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: Problem z M6, nie działa sygnał probe-in
tuxcnc pisze:Przecież twierdzisz że czujnik działa?
Tak już działa.
tuxcnc pisze:Rozumiesz już dlaczego po zastosowaniu offsetu narzędzia można przekroczyć limity maszyny?
No nie bardzo rozumiem czemu one miały by przekraczać ten zakres, nie używam narzędzi "specjalnych".
Offsety narzędzi mam w plusie policzone, tylko nie rozumiem względem czego te wartości. Czy to tu jest problem że są w plusie?
Dodane 10 minuty 25 sekundy:
Czy wysokość czujnika narzędzi się gdzieś określa?
Dodane 20 minuty 49 sekundy:
Co to za wartości?
TRAVEL =100
DISTANCE = 90 (czy to zakres pomiaru?)
Dodane 17 minuty 37 sekundy:
tuxcnc pisze:Czy to jest trudne do zrozumienia?
Czekaj czy to problem jest w tym ze po dokonaniu pomiaru narzędzia maszyna jedzie w g53 na z0 i po zmianie na g54 już nie ma zakresu by się podnieść w celu dodania offsetu z narzedzia?
No ale z0 w g54 zawsze mam przy samym stole, wiec?
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 7886
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Re: Problem z M6, nie działa sygnał probe-in
Offset jest liczony względem narzędzia o offsecie równym zero.
To może być rzeczywiste narzędzie, które można zamontować tylko i zawsze w ten sam sposób, albo narzędzie wirtualne, wymyślone, na przykład "gdybym założył narzędzie o zerowym offsecie to by było 117,3 mm nad stołem".
Ja jako narzędzia o offsecie zero użyłem śruby ampulowej M6 wciśniętej w uchwyt ER20 po sam łeb. Założyłem, że krótszego narzędzia zakładać nie będę.
Zmierzyłem tą śrubę i tak ustawiłem współczynniki żeby miała offset zero.
Linie które nas interesują:
Kod: Zaznacz cały
#<PlaneOffset> = [#5183 - #5422] ( get the current plane Z offset )
G38.2 Z-[#<_ini[TOOLSENSOR]TRAVEL>] F[#<_ini[TOOLSENSOR]FEED1>] ( fast touch )
G38.4 Z1 F[#<_ini[TOOLSENSOR]FEED2>]
G10 L1 P#<tool> Z-[-#<PlaneOffset> - #5063 - #<_ini[TOOLSENSOR]DISTANCE>] ( store offset in tooltable )
Natomiast DISTANCE to jest właśnie ten współczynnik, żeby wynik pomiaru narzędzia o zerowym offsecie dał zerowy offset.
Wiem że się można w tym pogubić, ale to naprawdę proste.
Załóżmy że mamy G54 i offset G54 wynosi 0,0,0, czyli inaczej mówiąc G54 pokrywa się z G53, czyli układem współrzędnych maszynowych.
Wtedy #<PlaneOffset> będzie równy zero i wzór nam się upraszcza do:
Kod: Zaznacz cały
- #5063 - #<_ini[TOOLSENSOR]DISTANCE>]Czyli zakładasz wzorcowe narzędzie (np. śrubkę wciśniętą po sam łeb) i jedziesz do kontaktu z czujnikiem.
Jeżeli czujnik zadział przykładowo na Z-177,3 (współrzędne maszynowe), to wartość DISTANCE ustawiasz na 177,3.
Mówiąc inaczej, narzędzie o zerowym offsecie pokona w czasie pomiaru 177,3 mm.
Wtedy będzie --177,3-177,3=0 (minus minus czyli plus 177,3 odjąć 177,3 daje zero).
Powyższe nie jest jedyną prawidłową metodą, prawidłowych wartości DISTANCE jest nieskończenie wiele, muszą się tylko mieścić w granicach zdrowego rozsądku.
-
szatri
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 12
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: Problem z M6, nie działa sygnał probe-in
tuxcnc pisze:Zmienną TRAVEL masz przy kodzie G38.2, gdybyś wiedział co on robi, tobyś nie pytał
Czyli ze to wysokość w Z'cie przy pierwszym najechaniu na czujnik z prędkością Feed1?
Sprawdzę z tym patentem na śrubkę jutro.
-
szatri
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 12
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: Problem z M6, nie działa sygnał probe-in
Patent na śrubkę dał połowiczny sukces, już nie pokazuje błędów, poprawiłem parametr DISTANCE na 97.2
z 90.
Aczkolwiek coś dalej nie halo z wysokościami.
Może coś źle robię, a robię to tak:
1 uruchomienie
2 bazowanie krańcówek
3 m6 t1
4 zakładam t1
5 zatwierdzam i pomiar
6 ustawiam g54
7 uruchamiam program testowy
8 ponowny pomiar t1 =68.7881
9 najazd na g54 ale w Z brakuje na wysokości
10 zakładam t2 i pomiar=37.8357
11 najazd na g54 ale w Z brakuje na wysokość ale z uwzględnieniem wysokości t2
12 zakładam t3 i pomiar=25.6257
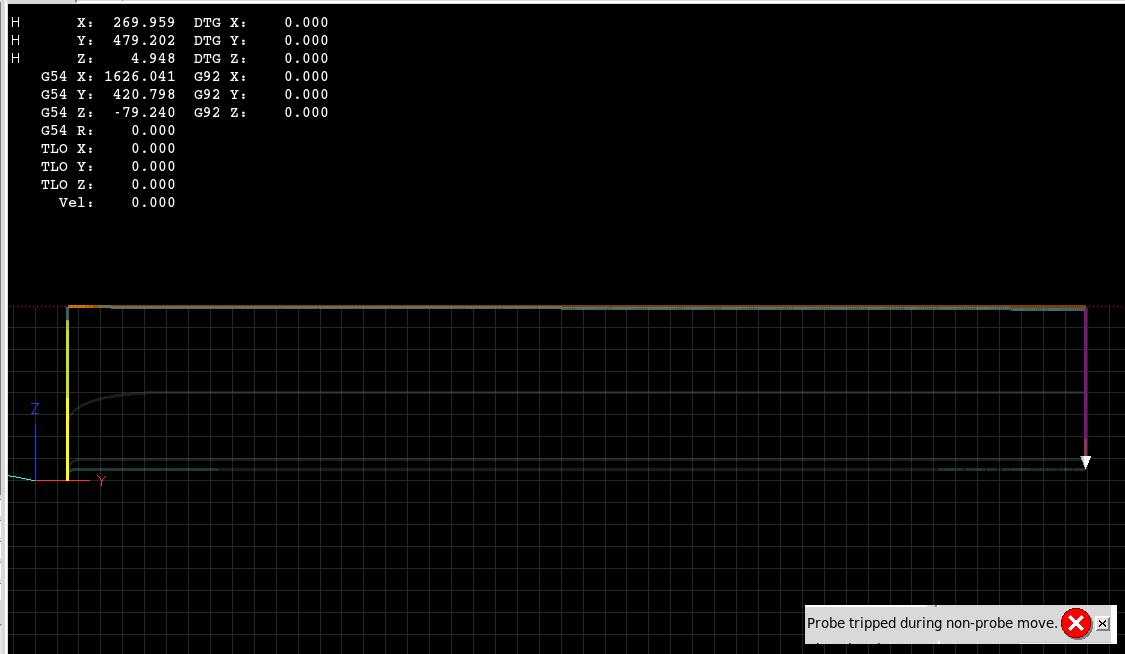
13 błąd w momencie kliknięcia czujnika "Probe tripped durnig non-probe move."
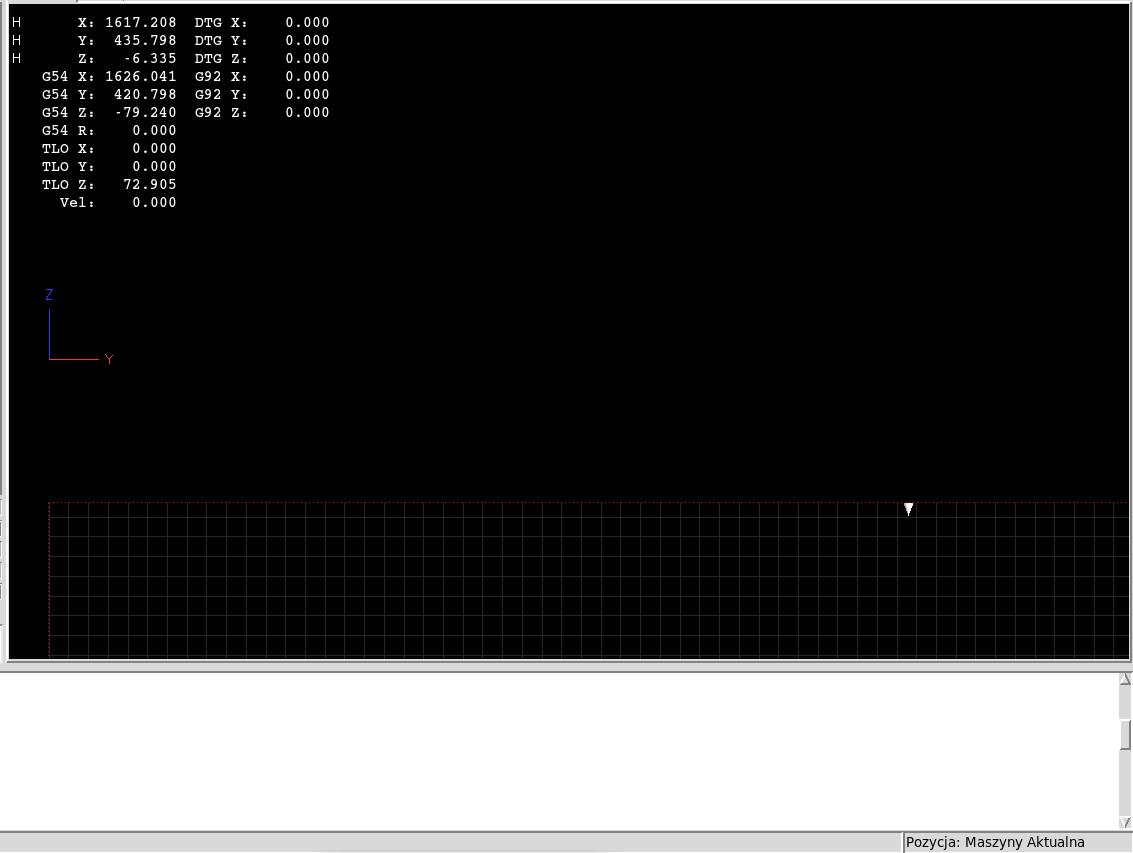
g53

g54
Poza tym czy g53 może "wyjść" poza obszar roboczy?
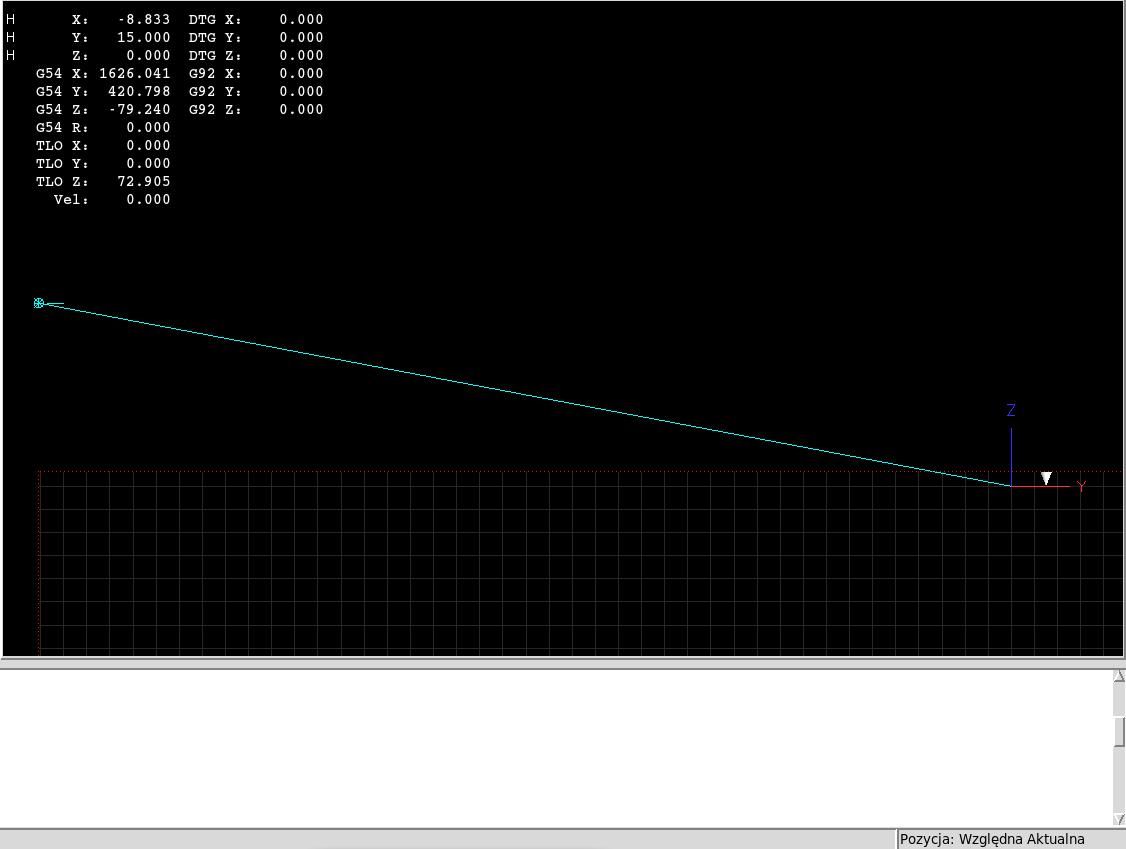
Widok na g54:
PS:
W pliku tool-change zmieniłem Z1 na Z2
G38.4 Z2 F[#<_ini[TOOLSENSOR]FEED2>]
Czy to może za mało dalej na krańcówkę i dlatego jest ten błąd jak w p. 13?
Dodane 1 godzina 14 minuty 27 sekundy:
Dobra już wiem gdzie jest błąd, przed punktem 6 nie klepłem g43
Dodane 2 godziny 15 minuty 5 sekundy:
chyba jednak nie, puściłem program i przy zmianie na kolejne narzędzie po kliknięciu czujnika go (błąd) powtarza i zatrzymuje program
z 90.
Aczkolwiek coś dalej nie halo z wysokościami.
Może coś źle robię, a robię to tak:
1 uruchomienie
2 bazowanie krańcówek
3 m6 t1
4 zakładam t1
5 zatwierdzam i pomiar
6 ustawiam g54
7 uruchamiam program testowy
8 ponowny pomiar t1 =68.7881
9 najazd na g54 ale w Z brakuje na wysokości
10 zakładam t2 i pomiar=37.8357
11 najazd na g54 ale w Z brakuje na wysokość ale z uwzględnieniem wysokości t2
12 zakładam t3 i pomiar=25.6257
13 błąd w momencie kliknięcia czujnika "Probe tripped durnig non-probe move."
g53
g54
Poza tym czy g53 może "wyjść" poza obszar roboczy?
Widok na g54:
PS:
W pliku tool-change zmieniłem Z1 na Z2
G38.4 Z2 F[#<_ini[TOOLSENSOR]FEED2>]
Czy to może za mało dalej na krańcówkę i dlatego jest ten błąd jak w p. 13?
Dodane 1 godzina 14 minuty 27 sekundy:
Dobra już wiem gdzie jest błąd, przed punktem 6 nie klepłem g43
Dodane 2 godziny 15 minuty 5 sekundy:
szatri pisze:Czy to może za mało dalej na krańcówkę i dlatego jest ten błąd jak w p. 13?
chyba jednak nie, puściłem program i przy zmianie na kolejne narzędzie po kliknięciu czujnika go (błąd) powtarza i zatrzymuje program






