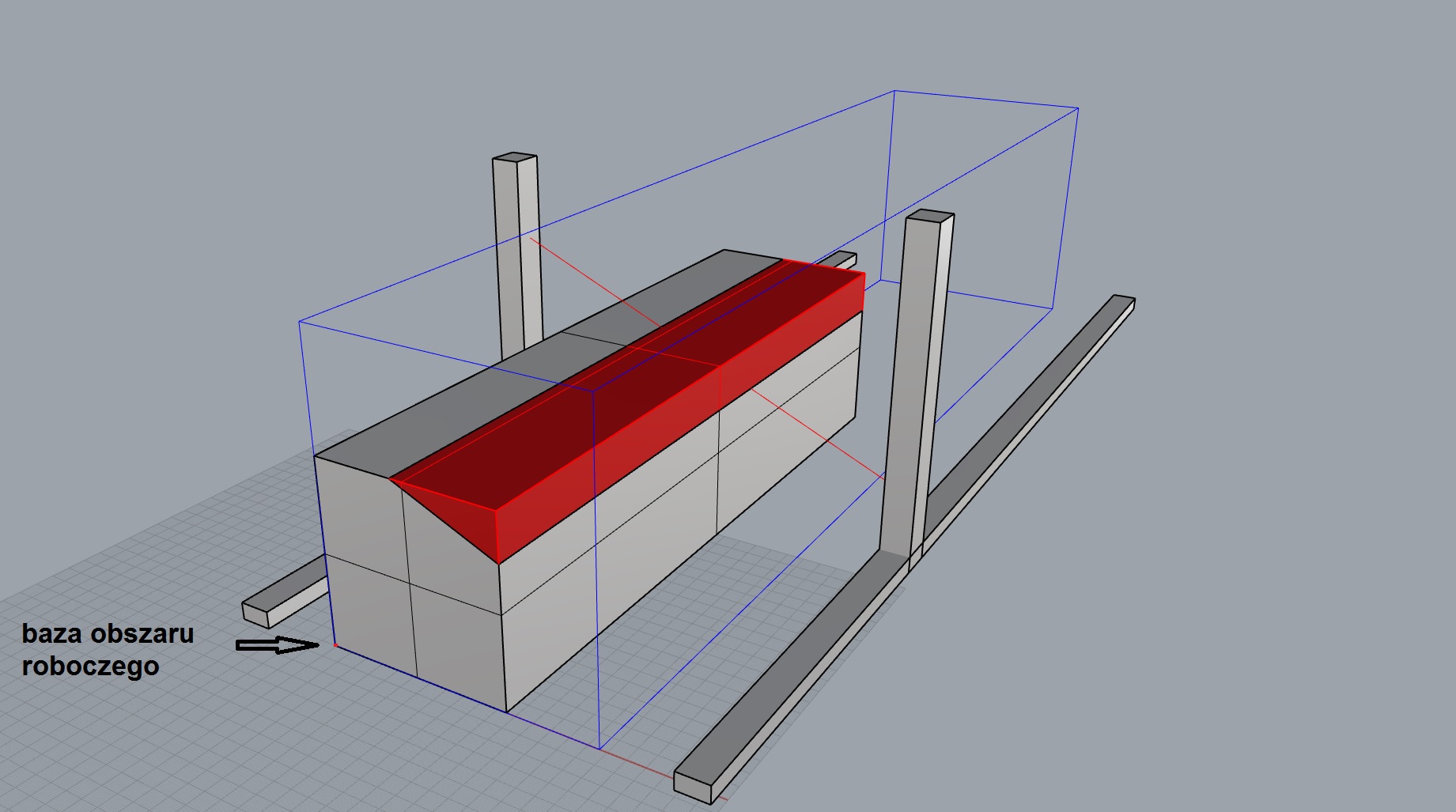
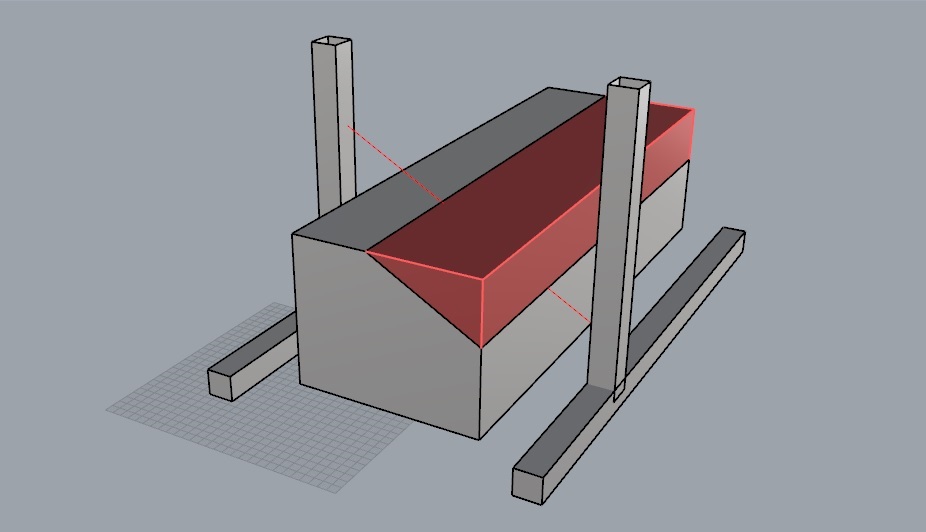
W wycinarkach drutowych przy prostym cięciu pracują osie XY i programujesz zarys na dolnej płaszczyźnie referencyjnej. Na osiach XY są nabudowane kolejne osie przesuwne odpowiednio UV i przy cięciu prostym jeżdżą jednocześnie X z U, Y z V. Czyli pomimo, że X się przesuwa położenie U względem X jest 0 i V względem Y też 0. Jeśli chcesz wyciąć stożek (stałe nachylenie drutu do profilu) lub słonia na dole a konia na górze to potrzebne są względne ruchy UV względem XY. Dochodzi oczywiście oś Z, którą regulujesz do wysokości materiału. Bardzo, bardzo ważne jest aby maszyna wiedziała na jakim Z aktualnie się znajduje bo program jest jeden a można go puszczać na różnych Z. Wiec w programie jest podane dla jakiego Z został wygenerowany a maszyna sobie skoryguje przesunięcia UV w zależności czy jest wyżej lub niżej. W maszynach przemysłowych jest procedura pomiarowa, która wszystko wiąże. W twojej maszynie mechanika musi być identyczna dolne oczko prowadzące drut związane jest z XY a górne z UV.
O0001([UNTITLED]0);
N1 G90;
N6 G92 X0.0 Y0.0 I40.0 J0.0;
N8 G01 G41 X0.0 Y-10.0 U0.0 V-10.0;
N9 G01 X0.38 Y-9.993 U0.567 V-10.007;
N10 X0.76 Y-9.971 U1.135 V-10.029;
N11 X1.138 Y-9.935 U1.704 V-10.065;
N12 X1.515 Y-9.885 U2.274 V-10.115;
N13 X1.89 Y-9.82 U2.847 V-10.18;
N14 X2.261 Y-9.741 U3.423 V-10.259;
N15 X2.63 Y-9.648 U4.002 V-10.352;
N16 X2.995 Y-9.541 U4.584 V-10.459;
N17 X3.355 Y-9.42 U5.171 V-10.58;
N18 X3.711 Y-9.286 U5.763 V-10.714;
N19 X4.061 Y-9.138 U6.36 V-10.862;
N20 X4.406 Y-8.977 U6.962 V-11.023;
N21 X4.744 Y-8.803 U7.572 V-11.197;
N22 X5.075 Y-8.617 U8.188 V-11.383;
N23 X5.399 Y-8.417 U8.812 V-11.583;
N24 X5.715 Y-8.206 U9.443 V-11.794;
N25 X6.023 Y-7.983 U10.082 V-12.017;
N26 X6.322 Y-7.748 U10.731 V-12.252;
N27 X6.612 Y-7.502 U11.388 V-12.498;
N28 X6.664 Y-7.456 U11.51 V-12.536;
N29 X6.716 Y-7.409 U11.631 V-12.561;
N30 X6.768 Y-7.362 U11.75 V-12.57;
N31 X6.819 Y-7.314 U11.865 V-12.565;
N32 X6.87 Y-7.266 U11.975 V-12.547;
N33 X6.921 Y-7.218 U12.079 V-12.514;
N34 X6.971 Y-7.169 U12.176 V-12.469;
N35 X7.021 Y-7.12 U12.265 V-12.412;
N36 X7.071 Y-7.071 U12.343 V-12.343;
N37 X7.12 Y-7.021 U12.412 V-12.265;
N38 X7.169 Y-6.971 U12.469 V-12.176;
N39 X7.218 Y-6.921 U12.514 V-12.079;
N40 X7.266 Y-6.87 U12.547 V-11.975;
N41 X7.314 Y-6.819 U12.565 V-11.865;
N42 X7.362 Y-6.768 U12.57 V-11.75;
N43 X7.409 Y-6.716 U12.561 V-11.631;
N44 X7.456 Y-6.664 U12.536 V-11.51;
N45 X7.502 Y-6.612 U12.498 V-11.388;
N46 X7.755 Y-6.314 U12.245 V-10.713;
N47 X7.995 Y-6.006 U12.005 V-10.048;
N48 X8.224 Y-5.689 U11.776 V-9.392;
N49 X8.44 Y-5.364 U11.56 V-8.744;
N50 X8.643 Y-5.031 U11.357 V-8.104;
N51 X8.832 Y-4.689 U11.168 V-7.473;
N52 X9.009 Y-4.341 U10.991 V-6.848;
N53 X9.171 Y-3.986 U10.829 V-6.23;
N54 X9.32 Y-3.625 U10.68 V-5.618;
N55 X9.454 Y-3.258 U10.546 V-5.012;
N56 X9.574 Y-2.887 U10.426 V-4.41;
N57 X9.68 Y-2.511 U10.32 V-3.813;
N58 X9.77 Y-2.131 U10.23 V-3.22;
N59 X9.846 Y-1.748 U10.154 V-2.63;
N60 X9.907 Y-1.362 U10.093 V-2.043;
N61 X9.952 Y-0.975 U10.048 V-1.457;
N62 X9.983 Y-0.585 U10.017 V-0.874;
N63 X9.998 Y-0.195 U10.002 V-0.291;
N64 Y0.195 U10.002 V0.291;
N65 X9.983 Y0.585 U10.017 V0.874;
N66 X9.952 Y0.975 U10.048 V1.457;
N67 X9.907 Y1.362 U10.093 V2.043;
N68 X9.846 Y1.748 U10.154 V2.63;
N69 X9.77 Y2.131 U10.23 V3.22;
N70 X9.68 Y2.511 U10.32 V3.813;
N71 X9.574 Y2.887 U10.426 V4.41;
N72 X9.454 Y3.258 U10.546 V5.012;
N73 X9.32 Y3.625 U10.68 V5.618;
N74 X9.171 Y3.986 U10.829 V6.23;
N75 X9.009 Y4.341 U10.991 V6.848;
N76 X8.832 Y4.689 U11.168 V7.473;
N77 X8.643 Y5.031 U11.357 V8.104;
N78 X8.44 Y5.364 U11.56 V8.744;
N79 X8.224 Y5.689 U11.776 V9.392;
N80 X7.995 Y6.006 U12.005 V10.048;
N81 X7.755 Y6.314 U12.245 V10.713;
N82 X7.502 Y6.612 U12.498 V11.388;
N83 X7.456 Y6.664 U12.536 V11.51;
N84 X7.409 Y6.716 U12.561 V11.631;
N85 X7.362 Y6.768 U12.57 V11.75;
N86 X7.314 Y6.819 U12.565 V11.865;
N87 X7.266 Y6.87 U12.547 V11.975;
N88 X7.218 Y6.921 U12.514 V12.079;
N89 X7.169 Y6.971 U12.469 V12.176;
N90 X7.12 Y7.021 U12.412 V12.265;
N91 X7.071 Y7.071 U12.343 V12.343;
N92 X7.021 Y7.12 U12.265 V12.412;
N93 X6.971 Y7.169 U12.176 V12.469;
N94 X6.921 Y7.218 U12.079 V12.514;
N95 X6.87 Y7.266 U11.975 V12.547;
N96 X6.819 Y7.314 U11.865 V12.565;
N97 X6.768 Y7.362 U11.75 V12.57;
N98 X6.716 Y7.409 U11.631 V12.561;
N99 X6.664 Y7.456 U11.51 V12.536;
N100 X6.612 Y7.502 U11.388 V12.498;
N101 X6.322 Y7.748 U10.731 V12.252;
N102 X6.023 Y7.983 U10.082 V12.017;
N103 X5.715 Y8.206 U9.443 V11.794;
N104 X5.399 Y8.417 U8.812 V11.583;
N105 X5.075 Y8.617 U8.188 V11.383;
N106 X4.744 Y8.803 U7.572 V11.197;
N107 X4.406 Y8.977 U6.962 V11.023;
N108 X4.061 Y9.138 U6.36 V10.862;
N109 X3.711 Y9.286 U5.763 V10.714;
N110 X3.355 Y9.42 U5.171 V10.58;
N111 X2.995 Y9.541 U4.584 V10.459;
N112 X2.63 Y9.648 U4.002 V10.352;
N113 X2.261 Y9.741 U3.423 V10.259;
N114 X1.89 Y9.82 U2.847 V10.18;
N115 X1.515 Y9.885 U2.274 V10.115;
N116 X1.138 Y9.935 U1.704 V10.065;
N117 X0.76 Y9.971 U1.135 V10.029;
N118 X0.38 Y9.993 U0.567 V10.007;
N119 X0.0 Y10.0 U0.0 V10.0;
N120 X-0.38 Y9.993 U-0.567 V10.007;
N121 X-0.76 Y9.971 U-1.135 V10.029;
N122 X-1.138 Y9.935 U-1.704 V10.065;
N123 X-1.515 Y9.885 U-2.274 V10.115;
N124 X-1.89 Y9.82 U-2.847 V10.18;
N125 X-2.261 Y9.741 U-3.423 V10.259;
N126 X-2.63 Y9.648 U-4.002 V10.352;
N127 X-2.995 Y9.541 U-4.584 V10.459;
N128 X-3.355 Y9.42 U-5.171 V10.58;
N129 X-3.711 Y9.286 U-5.763 V10.714;
N130 X-4.061 Y9.138 U-6.36 V10.862;
N131 X-4.406 Y8.977 U-6.962 V11.023;
N132 X-4.744 Y8.803 U-7.572 V11.197;
N133 X-5.075 Y8.617 U-8.188 V11.383;
N134 X-5.399 Y8.417 U-8.812 V11.583;
N135 X-5.715 Y8.206 U-9.443 V11.794;
N136 X-6.023 Y7.983 U-10.082 V12.017;
N137 X-6.322 Y7.748 U-10.731 V12.252;
N138 X-6.612 Y7.502 U-11.388 V12.498;
N139 X-6.664 Y7.456 U-11.51 V12.536;
N140 X-6.716 Y7.409 U-11.631 V12.561;
N141 X-6.768 Y7.362 U-11.75 V12.57;
N142 X-6.819 Y7.314 U-11.865 V12.565;
N143 X-6.87 Y7.266 U-11.975 V12.547;
N144 X-6.921 Y7.218 U-12.079 V12.514;
N145 X-6.971 Y7.169 U-12.176 V12.469;
N146 X-7.021 Y7.12 U-12.265 V12.412;
N147 X-7.071 Y7.071 U-12.343 V12.343;
N148 X-7.12 Y7.021 U-12.412 V12.265;
N149 X-7.169 Y6.971 U-12.469 V12.176;
N150 X-7.218 Y6.921 U-12.514 V12.079;
N151 X-7.266 Y6.87 U-12.547 V11.975;
N152 X-7.314 Y6.819 U-12.565 V11.865;
N153 X-7.362 Y6.768 U-12.57 V11.75;
N154 X-7.409 Y6.716 U-12.561 V11.631;
N155 X-7.456 Y6.664 U-12.536 V11.51;
N156 X-7.502 Y6.612 U-12.498 V11.388;
N157 X-7.755 Y6.314 U-12.245 V10.713;
N158 X-7.995 Y6.006 U-12.005 V10.048;
N159 X-8.224 Y5.689 U-11.776 V9.392;
N160 X-8.44 Y5.364 U-11.56 V8.744;
N161 X-8.643 Y5.031 U-11.357 V8.104;
N162 X-8.832 Y4.689 U-11.168 V7.473;
N163 X-9.009 Y4.341 U-10.991 V6.848;
N164 X-9.171 Y3.986 U-10.829 V6.23;
N165 X-9.32 Y3.625 U-10.68 V5.618;
N166 X-9.454 Y3.258 U-10.546 V5.012;
N167 X-9.574 Y2.887 U-10.426 V4.41;
N168 X-9.68 Y2.511 U-10.32 V3.813;
N169 X-9.77 Y2.131 U-10.23 V3.22;
N170 X-9.846 Y1.748 U-10.154 V2.63;
N171 X-9.907 Y1.362 U-10.093 V2.043;
N172 X-9.952 Y0.975 U-10.048 V1.457;
N173 X-9.983 Y0.585 U-10.017 V0.874;
N174 X-9.998 Y0.195 U-10.002 V0.291;
N175 Y-0.195 U-10.002 V-0.291;
N176 X-9.983 Y-0.585 U-10.017 V-0.874;
N177 X-9.952 Y-0.975 U-10.048 V-1.457;
N178 X-9.907 Y-1.362 U-10.093 V-2.043;
N179 X-9.846 Y-1.748 U-10.154 V-2.63;
N180 X-9.77 Y-2.131 U-10.23 V-3.22;
N181 X-9.68 Y-2.511 U-10.32 V-3.813;
N182 X-9.574 Y-2.887 U-10.426 V-4.41;
N183 X-9.454 Y-3.258 U-10.546 V-5.012;
N184 X-9.32 Y-3.625 U-10.68 V-5.618;
N185 X-9.171 Y-3.986 U-10.829 V-6.23;
N186 X-9.009 Y-4.341 U-10.991 V-6.848;
N187 X-8.832 Y-4.689 U-11.168 V-7.473;
N188 X-8.643 Y-5.031 U-11.357 V-8.104;
N189 X-8.44 Y-5.364 U-11.56 V-8.744;
N190 X-8.224 Y-5.689 U-11.776 V-9.392;
N191 X-7.995 Y-6.006 U-12.005 V-10.048;
N192 X-7.755 Y-6.314 U-12.245 V-10.713;
N193 X-7.502 Y-6.612 U-12.498 V-11.388;
N194 X-7.456 Y-6.664 U-12.536 V-11.51;
N195 X-7.409 Y-6.716 U-12.561 V-11.631;
N196 X-7.362 Y-6.768 U-12.57 V-11.75;
N197 X-7.314 Y-6.819 U-12.565 V-11.865;
N198 X-7.266 Y-6.87 U-12.547 V-11.975;
N199 X-7.218 Y-6.921 U-12.514 V-12.079;
N200 X-7.169 Y-6.971 U-12.469 V-12.176;
N201 X-7.12 Y-7.021 U-12.412 V-12.265;
N202 X-7.071 Y-7.071 U-12.343 V-12.343;
N203 X-7.021 Y-7.12 U-12.265 V-12.412;
N204 X-6.971 Y-7.169 U-12.176 V-12.469;
N205 X-6.921 Y-7.218 U-12.079 V-12.514;
N206 X-6.87 Y-7.266 U-11.975 V-12.547;
N207 X-6.819 Y-7.314 U-11.865 V-12.565;
N208 X-6.768 Y-7.362 U-11.75 V-12.57;
N209 X-6.716 Y-7.409 U-11.631 V-12.561;
N210 X-6.664 Y-7.456 U-11.51 V-12.536;
N211 X-6.612 Y-7.502 U-11.388 V-12.498;
N212 X-6.31 Y-7.758 U-10.704 V-12.242;
N213 X-5.998 Y-8.001 U-10.031 V-11.999;
N214 X-5.677 Y-8.232 U-9.366 V-11.768;
N215 X-5.347 Y-8.45 U-8.711 V-11.55;
N216 X-5.009 Y-8.655 U-8.063 V-11.345;
N217 X-4.663 Y-8.846 U-7.424 V-11.154;
N218 X-4.309 Y-9.024 U-6.792 V-10.976;
N219 X-3.949 Y-9.187 U-6.167 V-10.813;
N220 X-3.583 Y-9.336 U-5.547 V-10.664;
N221 X-3.211 Y-9.471 U-4.934 V-10.529;
N222 X-2.834 Y-9.59 U-4.325 V-10.41;
N223 X-2.452 Y-9.695 U-3.722 V-10.305;
N224 X-2.067 Y-9.784 U-3.121 V-10.216;
N225 X-1.679 Y-9.858 U-2.524 V-10.142;
N226 X-1.287 Y-9.917 U-1.93 V-10.083;
N227 X-0.894 Y-9.96 U-1.337 V-10.04;
N228 X-0.5 Y-9.988 U-0.746 V-10.012;
N229 M01;
N230 G01 X-0.25 Y-9.997 U-0.373 V-10.003;
N231 X0.0 Y-10.0 U0.0 V-10.0;
N232 G01 G40 Y0.0 U0.0 V0.0;
N233 M50;
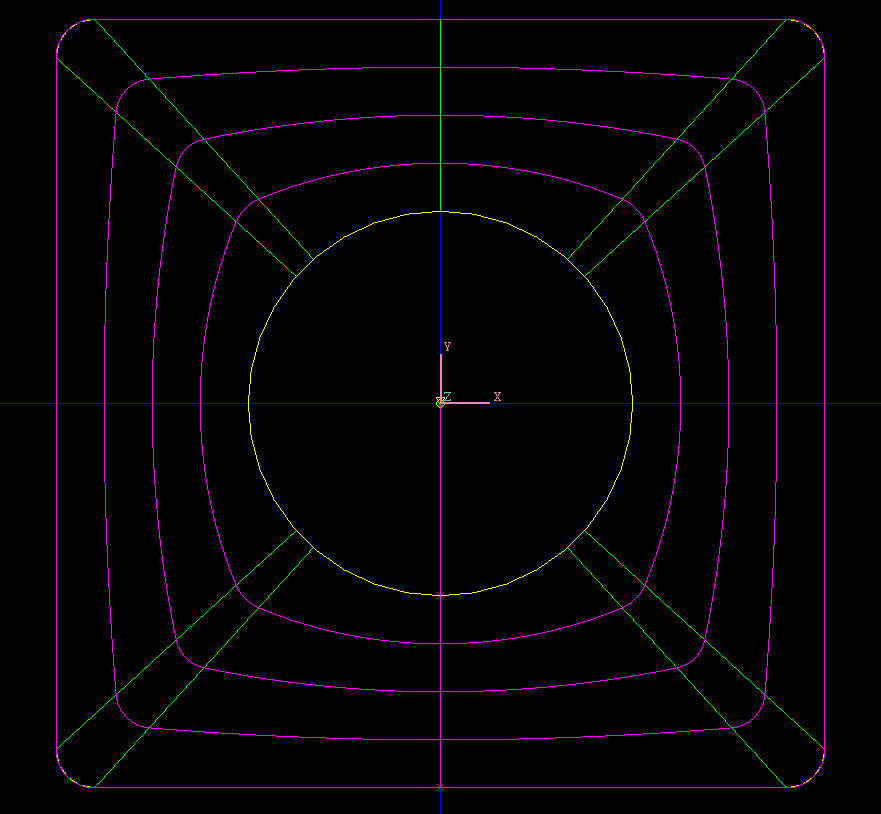
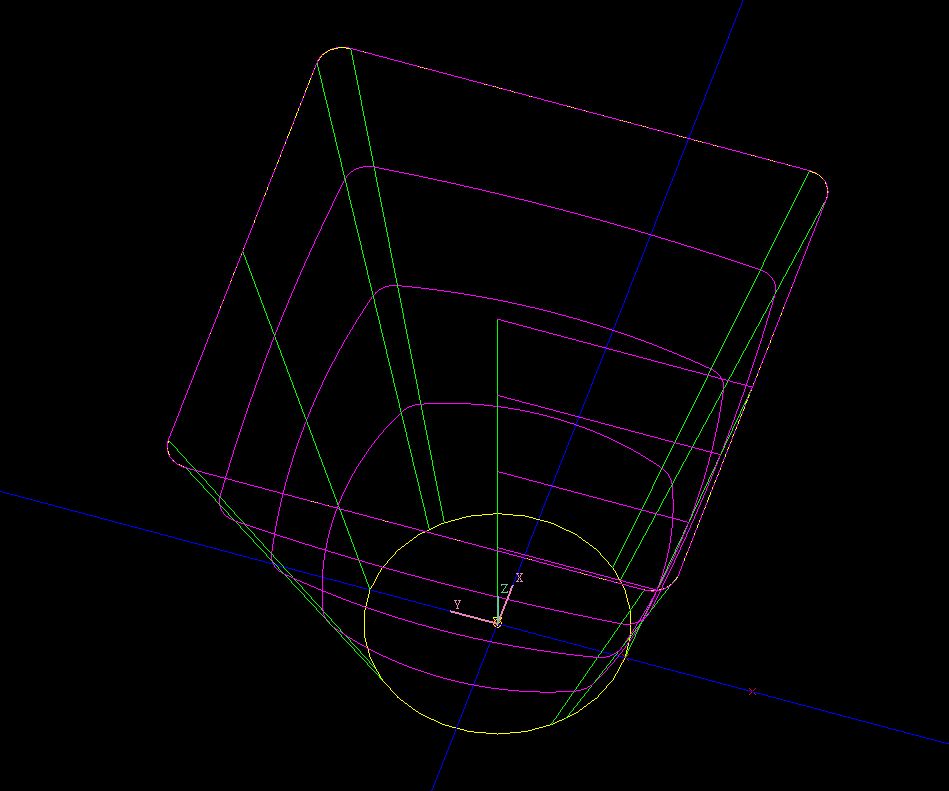
W bloku 6 masz definicję drugie płaszczyzny ref. (I40) dla niej są generowane chwilowe położenia UV dla kształtu poniższego.
NX CAD, NX CAM, FREZOWANIE 5AX, ELEKTRODRĄŻARKI WGŁĘBNE I DRUTOWE. PEPS, VERICUT. Pomagam w NX przez Team Viewer. Postprocesory NX.







")