




")
Moje symulacje wykonałem w programie CAD/CAM wykorzystując zewnętrzne jak i wewnętrzne kontury wybrania , ale traktujmy tę metodę jako alternatywę wynikającą z możliwości oprogramowania CAD/CAM , z której kolega martinprz (w przypadku braku w/w oprogramowania) nie może skorzystać.MECO pisze:... A te rogi to daj większe narzędzie albo to co napisał WZÓR.
W cyklu G215 nie ma zewnętrznego konturu , więc moja odpowiedź do w/w cyklu jest błędna.
Kolega martinprz prosi o pomoc ściśle z określonym cyklem ...dlatego musimy trzymać się tej zasady.
Przeglądając cykl G215


sądzę , że podanie większej wartości w Q222 (średnica półwyrobu) załatwi temat.
Pozdr
Mariusz.


")
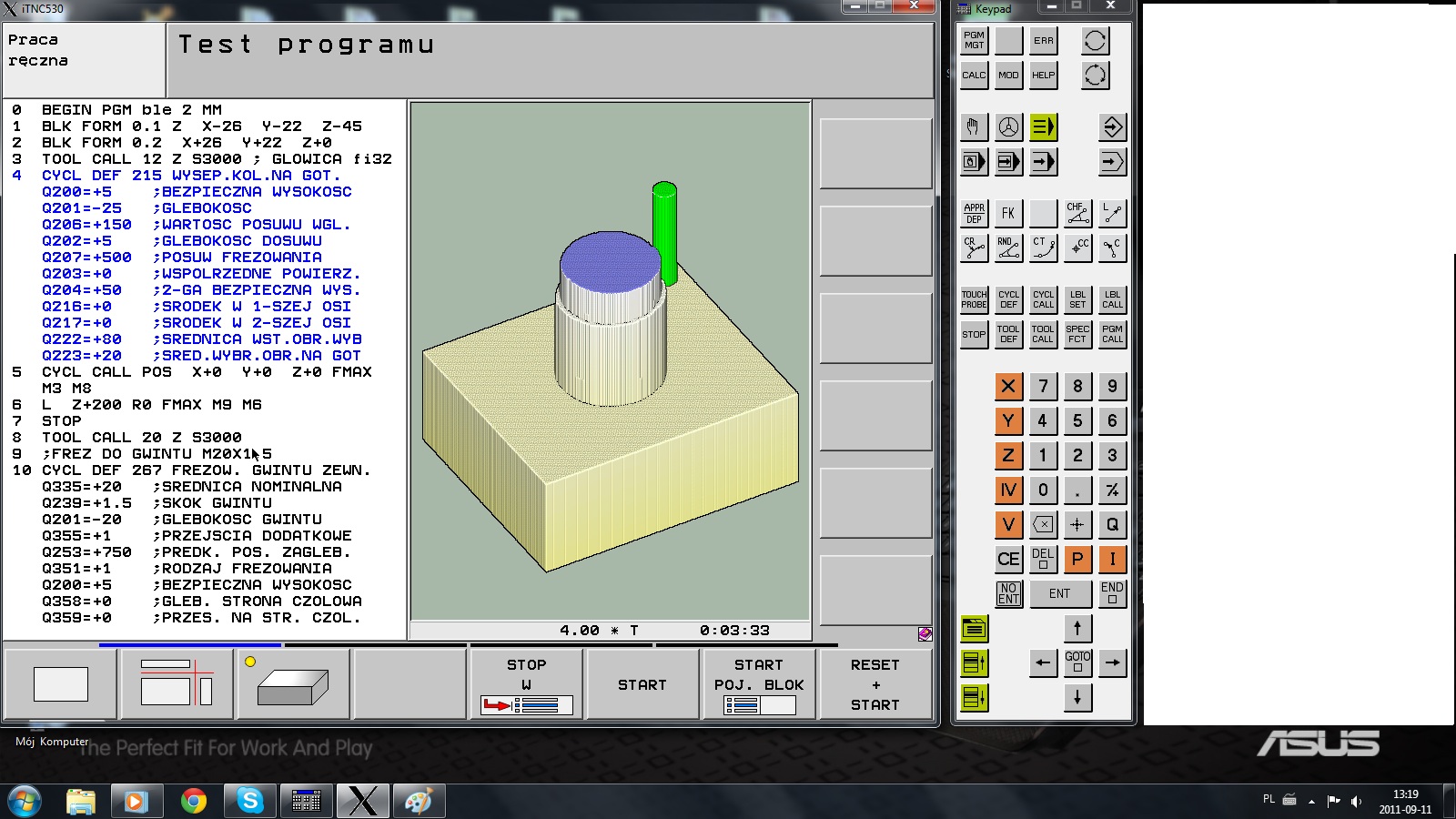 a to narzędzie które widać to wykonuje gwint.
a to narzędzie które widać to wykonuje gwint. 
")







