")
Mój problem stał się na tyle poważny, że muszę założyć nowy temat.
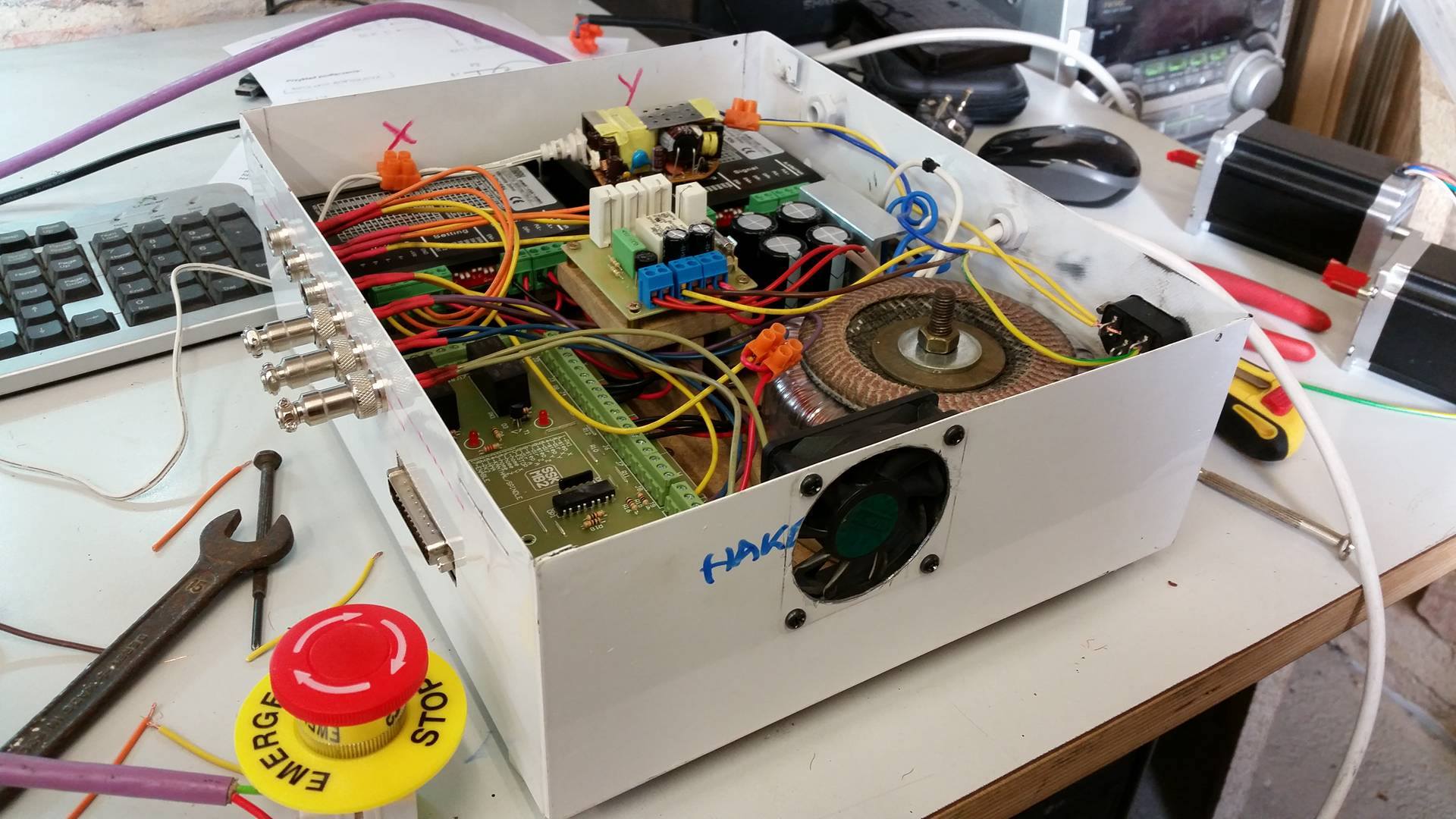
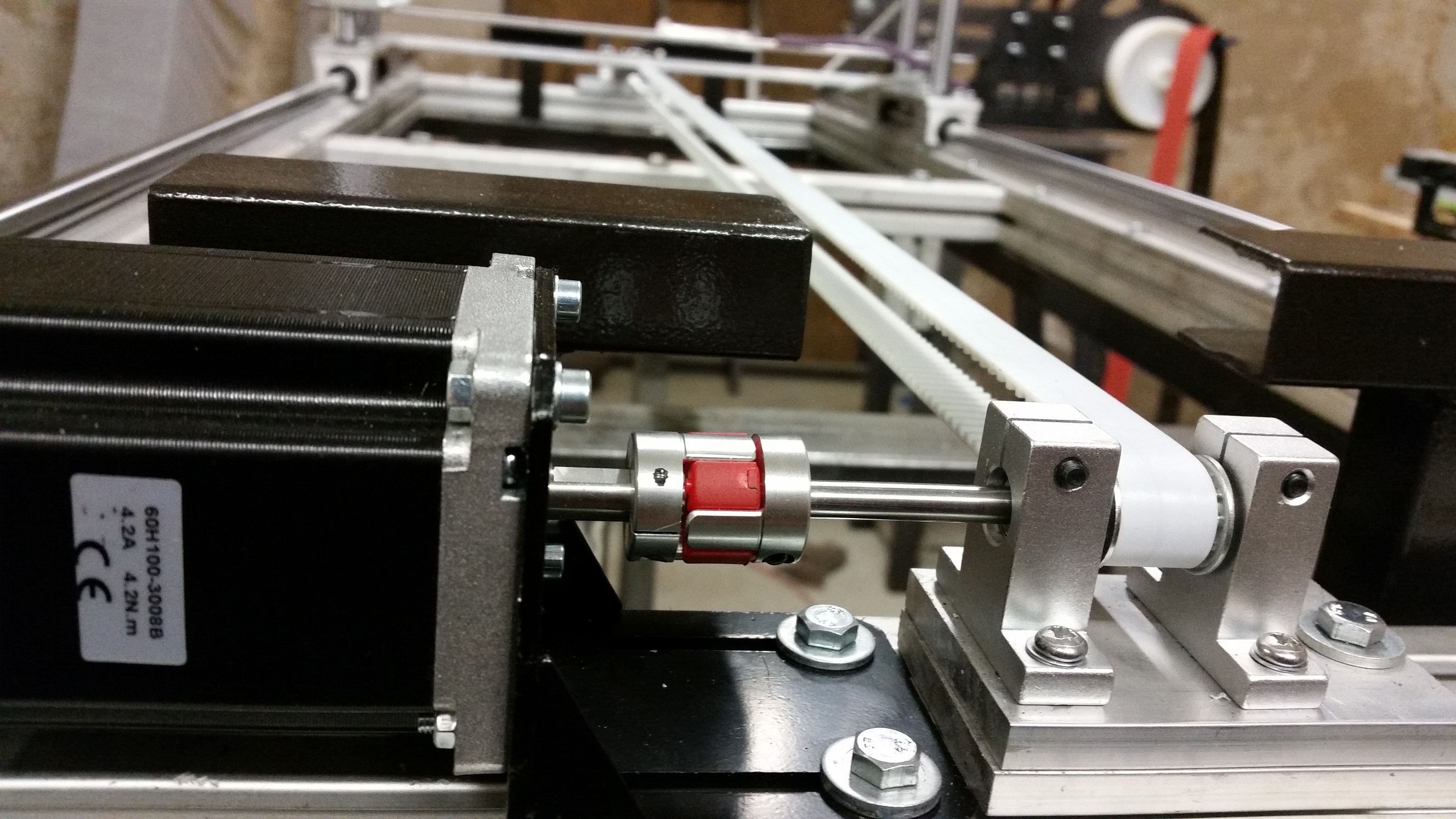
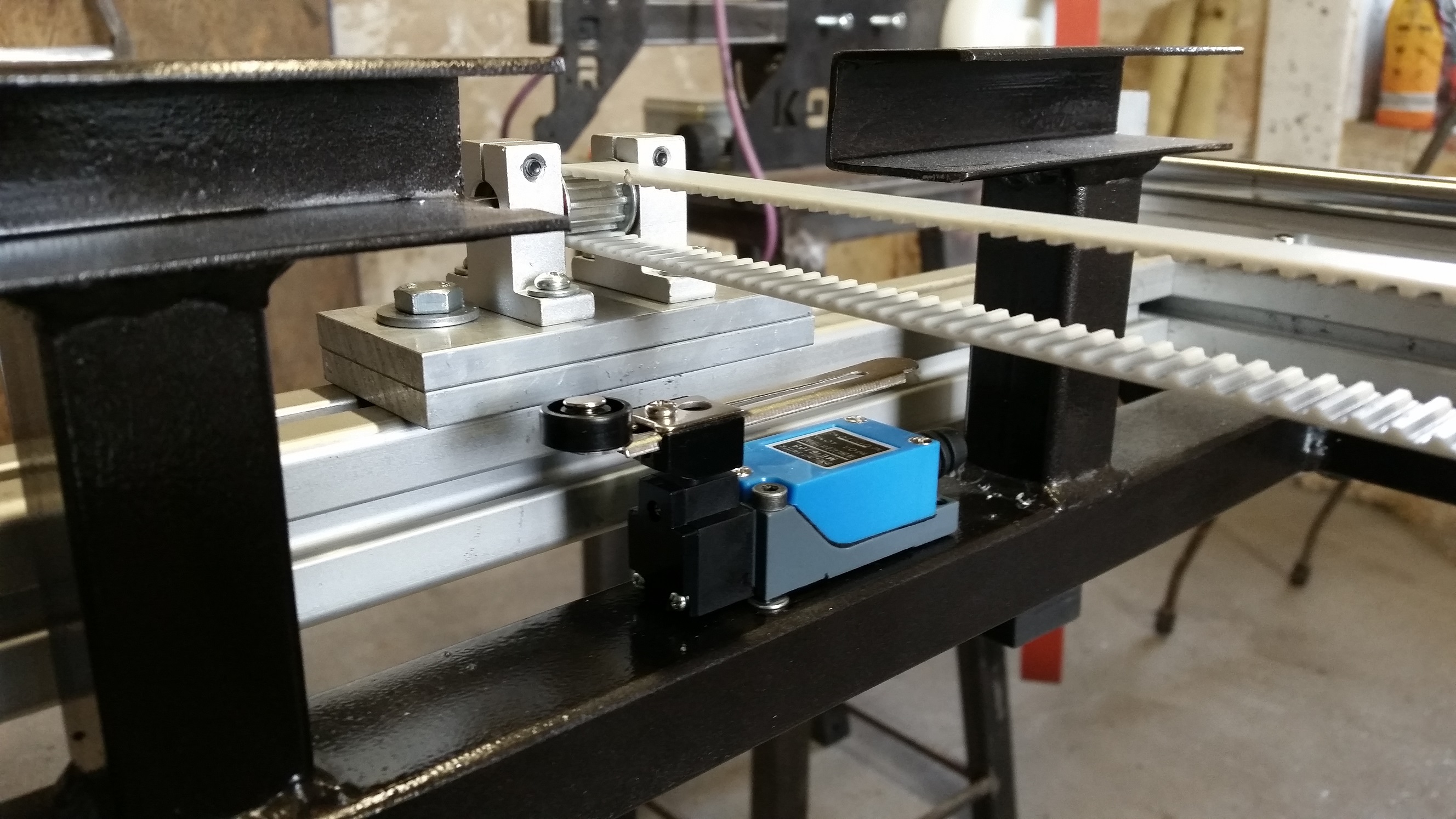
Pacjent: ploter termiczny własnego projektu. Napęd paskowy. Silnik osi Y to 1.9 Nm, silnik osi Y 4.2 Nm. Oba 4.2 A. Sterowanie na sterownikach od sponsora. Płyta główna SSK-MB2. Program mach3.
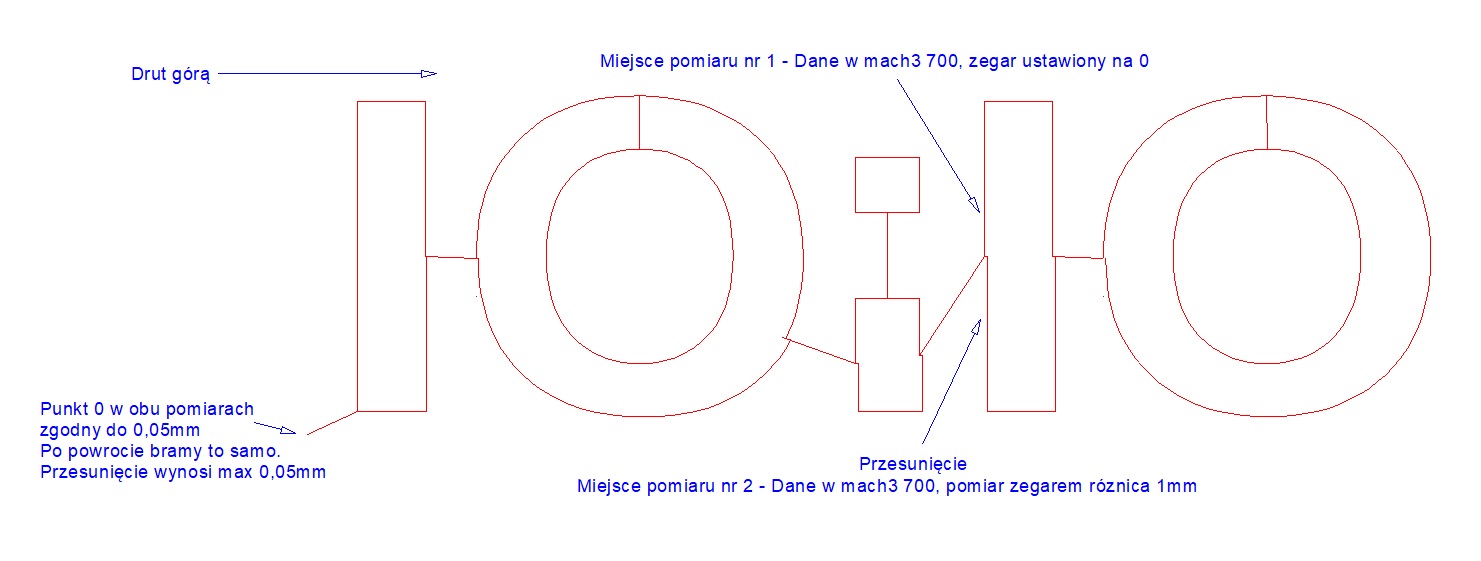
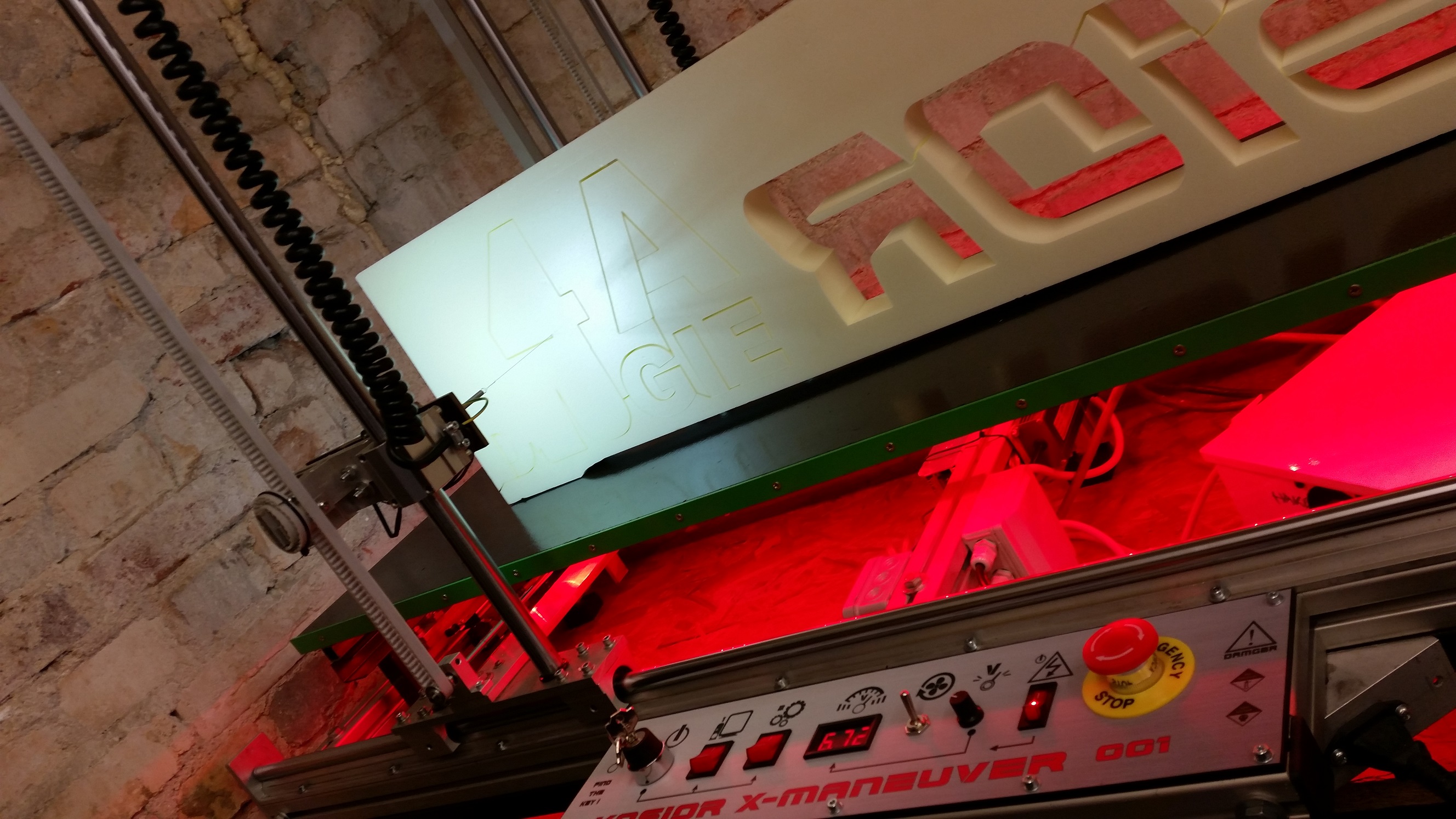
Problem wygląda tak jak na zdjęciu:
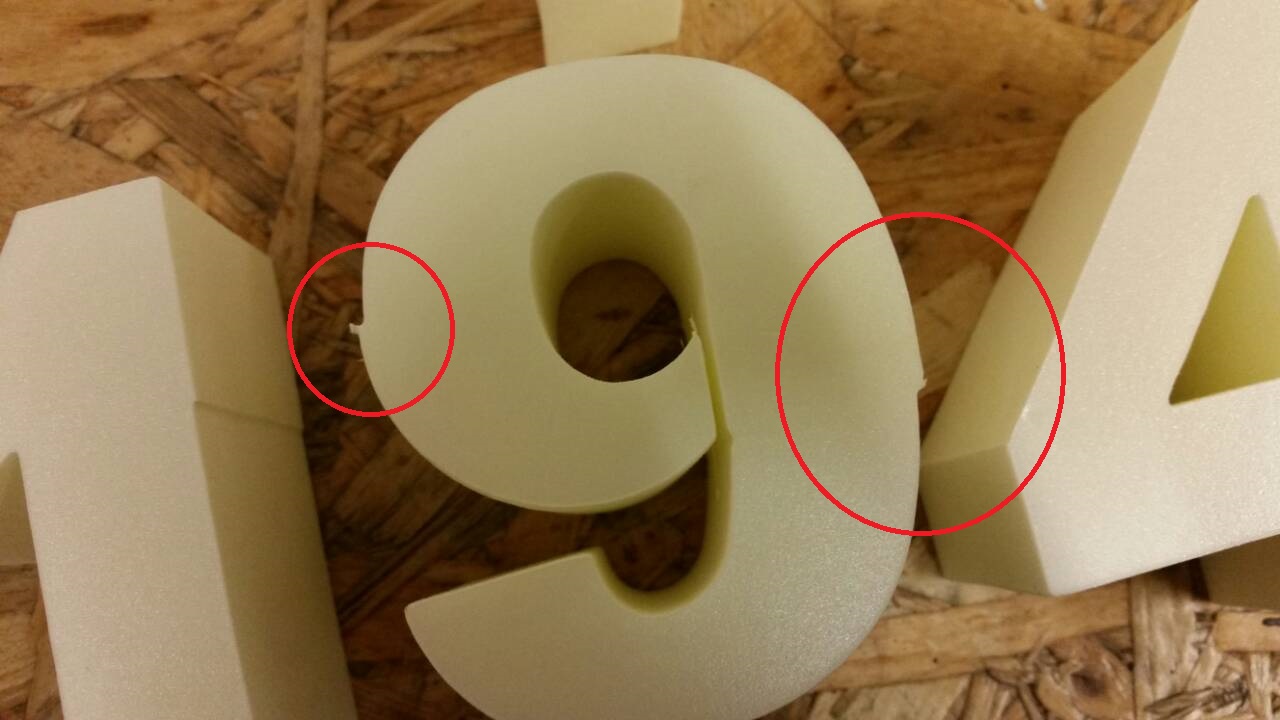
Wydaje mi się, że to na osi X ponieważ w momencie kiedy tnę kwadrat z wejściem od boku to przestawienie jest tak jak na zdjęciu na cyfrze "1". Na dużych literach przestawienie to nawet 2mm. Na małych przestawienie jest mniejsze. Analogicznie rośnie do rozmiaru litery czy tam ciętego obiektu.
Co zrobiłem aby znaleźć problem:
- Zmieniłem program do generowania g-codów na dev foam LE2.
- Zainstalowałem 3 różne wersje mach3.
- Zmieniłem naciąg pasa osi X (bez zmian)
- Dodałem na ciąg pasa osi X (bez zmian)
- Naciągnąłem mocniej drut grzewczy.
- Uziemiłem maszynę bo próbówka mi świeciła ale nie kopało
- Zamieniłem piny na płycie głównej. W sensie zamiany osi.
- Bawiłem się temperaturą drutu.
- Zmieniałem ustawienia silników. Od najmniejszych do możliwie dużych.
- Zmieniałem prędkości wycinania. Od ślimaczej do żółwiej i dalej nic...
Proszę o pomoc bo już nie mam pomysłów
Ps. Jak zdejmę całkowicie pasek i pcham ręcznie bramę to czuję lekkie opory takie jakby chwilowe przeskoki... i słychać kulki w łożyskach liniowych. Ale prowadnice ustawione czujnikiem zegarowym z dokładnością do 0,01 na całej długości...
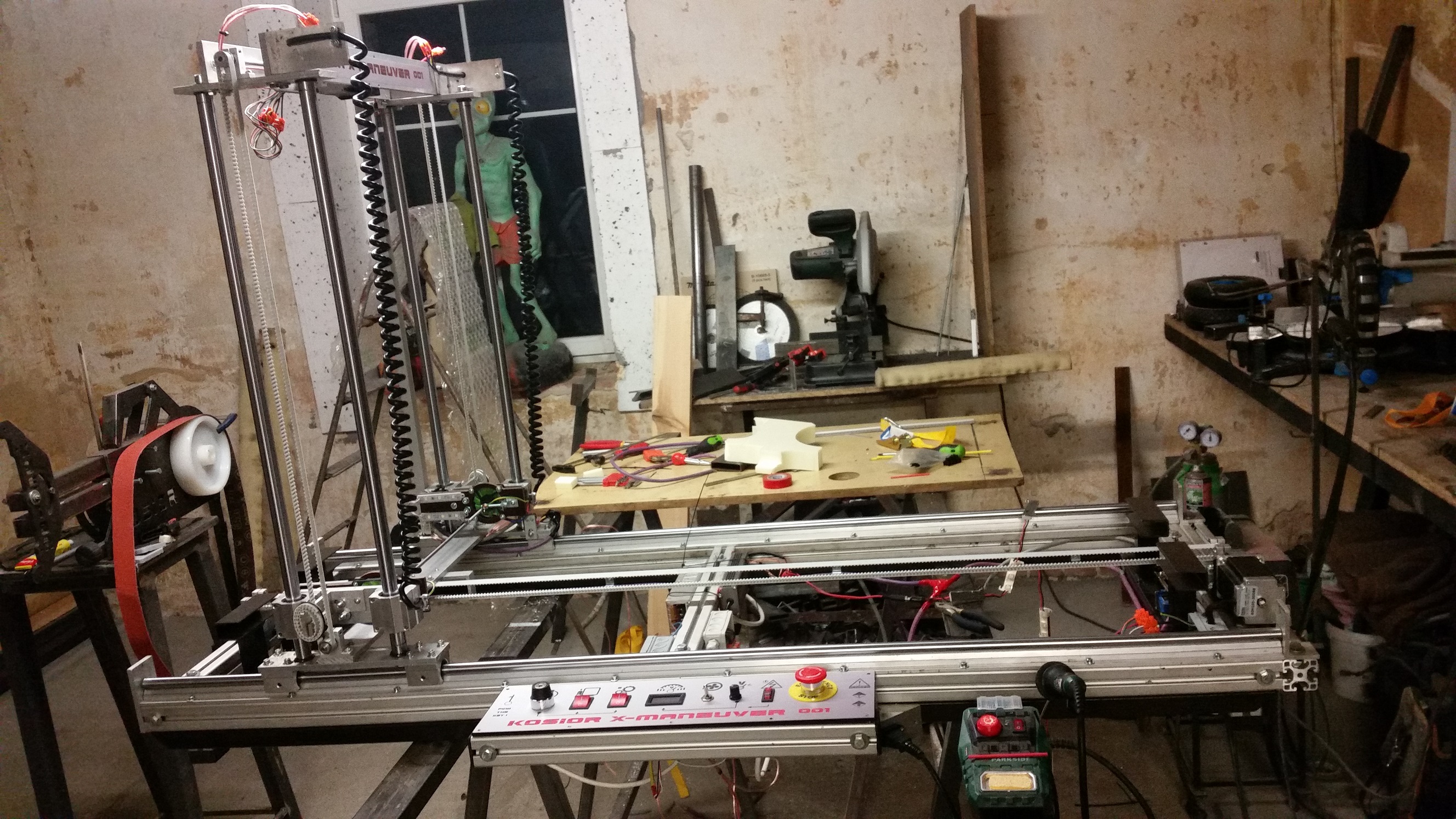
Oto więcej zdjęć maszynki



")
")