



Witam wszystkich, jestem nowym forumowiczem pomimo że dość często zaglądam tu w poszukiwaniu info.
Założyłem temat ponieważ nie znalazłem nic w o podobnym temacie.
Mam problem z edycją postprocesora na Fanuca chodzi o odwołanie korekcji narzędzia na końcu ścieżki czyli G40. W moim postprocesorze G40 jest wstawiane w osobnej linii poprzedzającej ruch w x,y i maszyna krzyczy że nie może odwołać korekcji. Ręcznie na maszynie wstawiłem to G40 do następej lini w ruchu roboczym czyli linia wyglądała G01 G40 +X..... +Y...... wtedy maszyna normalnie odwołuje korekcję. chciałbym to zmienić ponieważ jak się robi kilka detali dziennie i to jeszcze z korekcją to strasznie dużo czasu na poprawki się marnuje.
Czy ktoś wie gdzie w post buliderze mogę zmienić aby generowało odwołanie razem z ruchem liniowym?
Postprocesor Fanuc


")
-
Mich4
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 4
- Posty: 5
- Rejestracja: 04 sie 2017, 19:22
- Lokalizacja: Pruszków
-NX 9.0.019
-W każdym cyklu który jest w NX z korekcją narzedzia o ile nie ma problemu większego przy dobieraniu korekcji to przy odwołaniu korekcji narzędzia G40 już jest. Nie wiem co miałeś kolego na myśli pytając o funkcje?
[ Dodano: 2017-08-07, 10:37 ]
mateu5, Kolego chciałbym samemu też wiedzieć gdzie to się znajduje w Post Bulider. Jeśli możesz podzielić się wiedzą to podpowiedz.
-W każdym cyklu który jest w NX z korekcją narzedzia o ile nie ma problemu większego przy dobieraniu korekcji to przy odwołaniu korekcji narzędzia G40 już jest. Nie wiem co miałeś kolego na myśli pytając o funkcje?
[ Dodano: 2017-08-07, 10:37 ]
mateu5, Kolego chciałbym samemu też wiedzieć gdzie to się znajduje w Post Bulider. Jeśli możesz podzielić się wiedzą to podpowiedz.
Pozdrawiam
Mich4
Mich4
-
 nowycrteam
nowycrteam
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 108
- Rejestracja: 01 sty 2012, 17:55
- Lokalizacja: Wodzisław
- Kontakt:
Mogę ci podesłać postprocesor do Fanuca jaki posiadam do ALPHACAM
bardzo dobrze generuje G kod.
Można również generować program z obróbką helikalną
(dla mnie to było ważne bo we wcześniejszych wersjach program generowało błędnie)
DANE do postprocesora jaki posiadam
Machine : EAGLE-660
Control : FANUC Oi MD
Database Name: Fanuc Oi MD Hymid Plastics M#
Units : MM
No of Axis : XYZ
Coord System : Absolute
Z-Axis : Vertical
bardzo dobrze generuje G kod.
Można również generować program z obróbką helikalną
(dla mnie to było ważne bo we wcześniejszych wersjach program generowało błędnie)
DANE do postprocesora jaki posiadam
Machine : EAGLE-660
Control : FANUC Oi MD
Database Name: Fanuc Oi MD Hymid Plastics M#
Units : MM
No of Axis : XYZ
Coord System : Absolute
Z-Axis : Vertical
-
Tomasz-NX
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 1
- Posty: 10
- Rejestracja: 11 wrz 2013, 11:07
- Lokalizacja: Pieńsk
1. sprawdź czy masz wstawiony w ruch liniowy blok ze statusem korekcji.
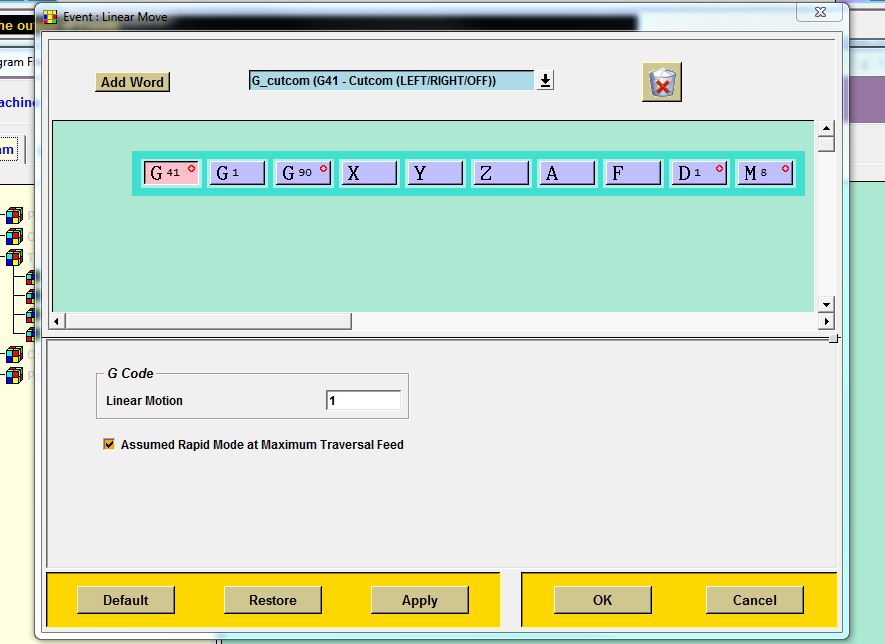
2. Koniecznie sprawdź czy w zakładce machine control masz puste pola w pozycjach cutcom on cutcom off. Jesli są tam wpisy to G40, G41. G42 będzie jako osobna linia
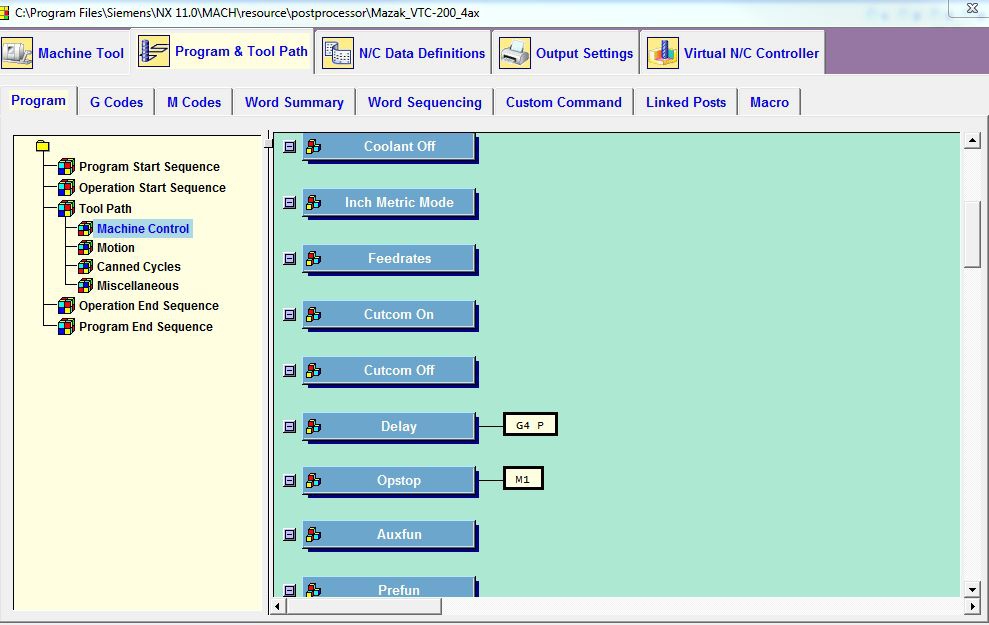
To powinno dać ruch liniowy z X Y Z oraz Gxx w jednym bloku
2. Koniecznie sprawdź czy w zakładce machine control masz puste pola w pozycjach cutcom on cutcom off. Jesli są tam wpisy to G40, G41. G42 będzie jako osobna linia
To powinno dać ruch liniowy z X Y Z oraz Gxx w jednym bloku
Tomasz-NX
-
ZbiguPnk
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 1
- Posty: 2
- Rejestracja: 15 sty 2023, 10:31
Re: Postprocesor Fanuc 21m
Witam , potrzebuje post procesor do Frezarki CNC Flott /Kira elite BC30 21M. Korzystam z fusion 360 i pobrałem postprocesor z Fanuca . Działa on na tej maszynie ale mam problem ze zmiana narzędzia ponieważ w tej maszynie zmiana odbywa się z podprogramów M98 P9001(do P9010 ). Gdy wygeneruje g code to muszę ręcznie przerobić zmianę narzędzi . Proszę o pomoc .






