poStaremu pisze:Średnio mi się to rozwiązanie podoba, chciałbym dołożyć kalmitki plus przewody tak jak zasugerowałem na jednym ze zdjęć.
Dobry pomysł, a poniżej mała podpowiedź:
Smar, jak każda ciecz, gęsta czy nie, płynie tam, gdzie ma najlżej. Jeśli połączysz kilka/kilkanaście wózków do jednego wężyka z jedną kalamitką i niektóre będą bliżej wspólnego portu smarowania / smarownicy albo niektóre będą miały bardziej zaschnięty smar może się zdarzyć że niektóre wózki będą smarowane ponad miarę a niektóre wcale. Wyjścia są dwa: pierwsze - przy centralnym smarowaniu zakładasz na rozdzielaczach zaworki, które "pilnują" żeby do każdego wężyka trafiła taka sama ilość smaru. Drugie - zakładasz osobne wężyki do każdego wózka, wyprowadzasz je w miejsce dostępne i tam montujesz do każdego wężyka osobną kalamitkę. Wtedy sam pilnujesz, żeby każdy wózek był odpowiednio nasmarowany.
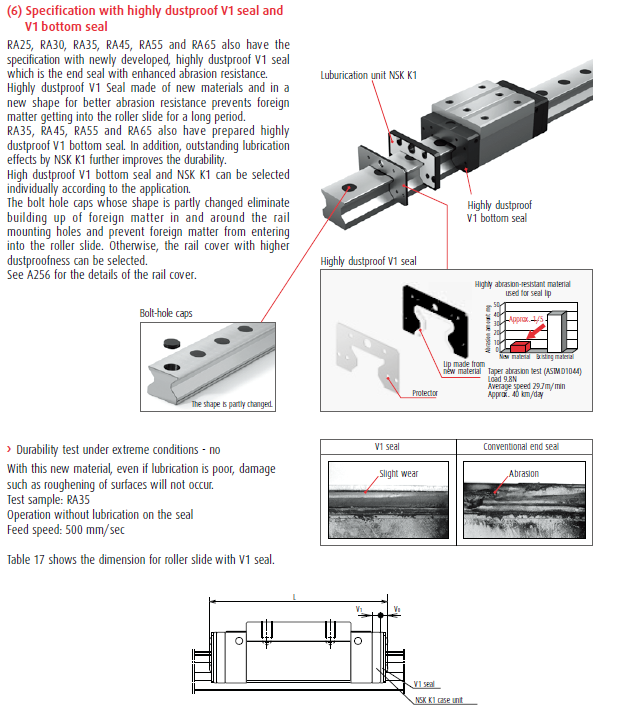
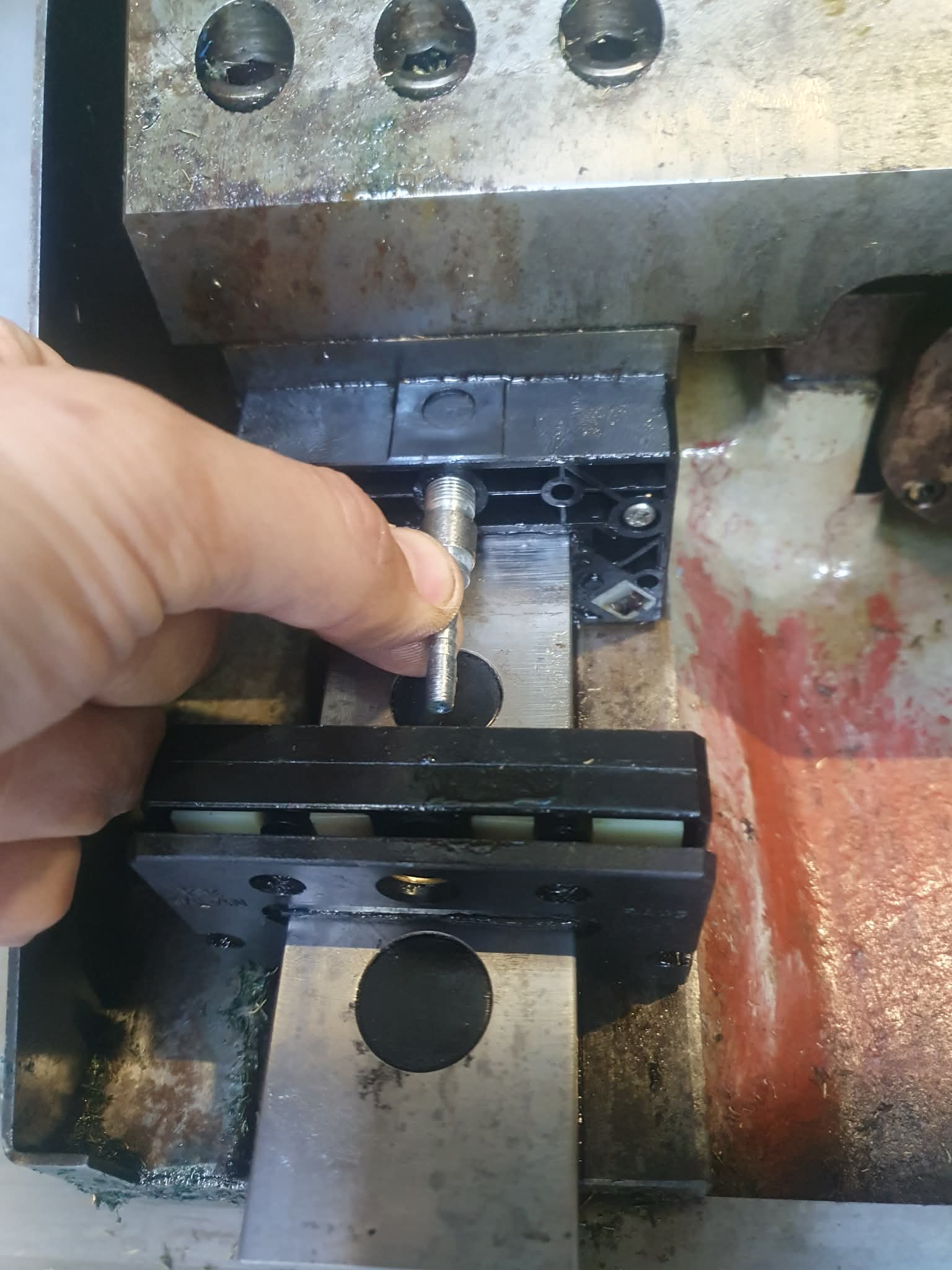
poStaremu pisze:wózki o których piszę są podwójnego uszczelnienia
Te uszczelnienia powinno się dać kupić osobno - na pewno hiwin tak sprzedaje. Jeśli jest to możliwe to zalecałbym również wymianę tych uszczelniaczy przed założeniem instalacji smarującej.
Żołądek_ pisze:wężyk 4mm i smarowanie olejem
Jeśli wężyk również pneumatyczny to ważne, żeby był odporny na oleje i inną chemię (nie wszystkie takie są - chińskie w większości nie).
Pozdrawiam.




")



")
")







